新型接管装焊定位夹具的设计开发*
2018-07-11李宪福
李宪福
(哈尔滨锅炉厂有限责任公司,黑龙江 哈尔滨 150046)
0 引 言
容器类产品生产过程中筒体与接管装焊为重要工序,筒体上装焊的接管相对位置要保证准确,通过现场实际拉线测量定位操作难度大,准确性无法保证,不利于产品生产的顺利进行。为此需要相应的专用工装来满足定位接管相对位置的要求。以往设计的接管装焊定位工装常出现工装本身的变形影响接管相对位置定位的准确性。并且该定位夹具工装需同时定位两接管相对位置和水平短管相对产品筒体位置要求。根据上述实际情况需设计新工装即满足装焊定位接管的新情况,同时解决以往设计的接管定位工装使用过程中的变形问题对定位精度的影响。
1 新型接管装焊定位夹具的设计
以往设计的接管装焊定位夹具仅需要保证两接管中心距尺寸即可,对于同时满足两接管的中心距尺寸和水平短管到筒身高度尺寸的新要求。通过分析产品结构特点及装焊实际情况设计的新型接管装焊定位夹具结构如图1所示。
该接管装焊定位夹具主要由定位销、吊耳、连接梁、定位板、法兰端盖组成。连接梁与法兰端盖焊接为一整体与产品法兰通过螺栓连接固定来保证两接管中心距尺寸要求。定位板装夹在连接梁中间焊接固定,通过定位板高度保证水平短管到筒身高度的尺寸要求[1]。

图1 新型接管装焊定位夹具结构图1.定位销 2.吊耳 3.连接梁 4.定位板 5.法兰端盖
各主要零件的具体设计如下:件5法兰端盖主要起连接作用,主要尺寸与产品法兰保持一致即可,在设计时注意端盖螺孔的分布要与产品法兰相同为跨中均布,避免装配接管时出现错位无法调整的情况,具体结构如图2所示。
定位销为了保证法兰端盖与产品法兰盖螺栓连接前同心,根据产品法兰孔径φ30 mm,定位销圆柱直径取为φ30-0.1-0.2mm,长度根据夹具法兰端盖厚度与产品法兰盖厚度确定,具体结构如图3所示。
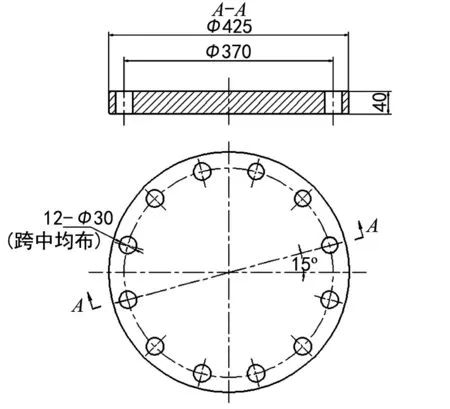
图2 法兰端盖结构图
连接梁起定位两接管水平相对位置并保证接管与筒身装配垂直高度的作用,因此连接梁要有足够的刚性,防止在吊装接管时挠度过大影响接管与筒身的相对竖直高度要求。由于夹具结构上需要吊耳和定位板夹在连接梁中间焊接固定,选用两个槽钢对扣焊接于两个法兰端盖上,连接梁截图如图4所示。

图3 定位销结构图 图4 连接梁截图
为了保证吊装接管过程连接梁不产生塑性变形,需对选用的槽钢型号进行理论计算。连接梁受力情况可以简化为简支梁受力情况如图5所示。
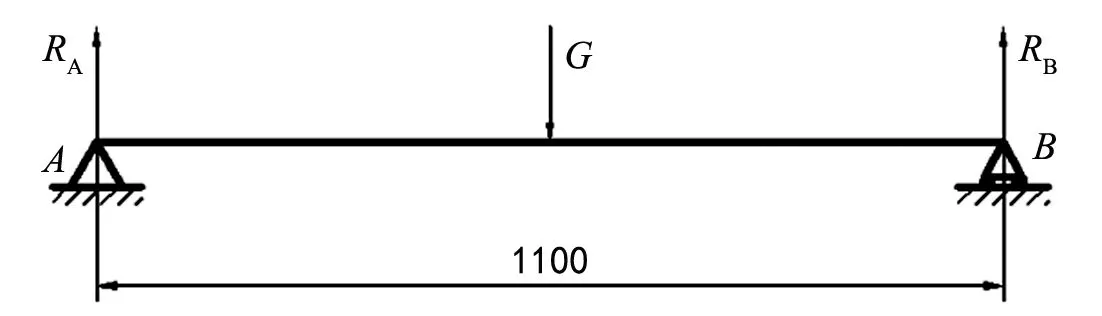
图5 连接梁受力简图
确保吊装接管过程连接梁不产生塑性变形的条件为:
σMAX≤σs
(1)
式中:σMAX为连接梁截面上的最大正应力,MPa;σs为连接梁材料的屈服极限,对于普通碳素钢为220 MPa。
(2)
式中:MMAX为连接梁受到的最大弯矩,N·m;WX为抗弯截面模量,m3。
连接梁受到的最大弯矩发生在集中力G作用的截面上,其值可按以下公式计算:
(3)
式中:G为表示接管总重量,该产品接管质量约为500 kg;L为两接管的水平中心距,按图纸尺寸为1 100 mm。
(4)
查表可得10号槽钢对x轴抗弯截面模量为39.66×10-6m3,即满足连接梁不产生塑性变形的条件,即选用10号槽钢作为接管定位夹具的连接梁合理[2]。
定位板外形为长方形,制造数量为两个,主要起定位水平短管到除氧器筒身高度的作用,定位板的高度需要根据水平短管到除氧器筒身高度确定,具体计算公式如下:
(5)
式中:H1为除氧器筒身到产品接管法兰上端面高度,图纸尺寸为764 mm;h1为法兰端盖厚度,按法兰端盖设计确定为40 mm;h2为连接梁高度,设计确定为100 mm;h3为定位板高出连接梁上端面距离,预留用于焊接为10 mm;H为水平短管到除氧器筒身高度,根据图纸尺寸为524 mm;D为水平短管外径,按图纸为φ194 mm。
即该定位板高度为293 mm,厚度确定为20 mm,宽度100 mm。两个定位板夹于连接梁的两槽钢中间焊接固定,由于水平短管中间位置需装焊三通件,将两定位板布置在连接梁中心的两侧位置。
吊耳用于将定位夹具、接管和水平短管组成的整体通过吊车吊装到除氧器筒身上进行焊接,具体结构如图6所示。
根据定位夹具、接管和水平短管总重量,在保证强度情况下初步确定吊耳厚度为20 mm,根据车间吊钩实际情况确定起吊孔为50 mm。
吊耳的强度校核,被吊运产品及定位夹具总质量约为650 kg,通过两个吊点起吊,吊耳孔竖直上表面为受拉应力最大截面,最大拉应力计算公式如下:
=6.37 (MPa)
(6)
式中:σ1为吊耳孔截面上的最大正应力,MPa;Amin为最小截面积,mm2;G1为产品及定位夹具总重力,N。
材料许用应力:
(7)
式中:σs为普通碳钢材料Q235A的屈服极限,σs=235 MPa;n为结构安全系数,n=1.5;σ1<[σ]。
根据上式计算验证了设计的吊耳强度满足使用要求。

图6 吊耳结构图
2 新型接管装焊定位夹具的使用情况
新型接管装焊定位夹具实物如图7所示,使用过程先通过定位夹具将两接管相对位置固定,通过螺栓将产品法兰与夹具法兰连接成一整体。然后将水平短管按水平方向装焊在两接管中间,其相对位置通过两定位板定位。两个接管与水平短管焊牢后,定位夹具与接管、水平短管组成整体,再通过吊车吊装到产品筒身上装焊。使用过程操作简单方便,顺利完成了装焊接管过程的实际需要。

图7 新型接管装焊定位夹具使用情况图
3 结 论
对新型装焊定位夹具总体结构及各主要零件的设计进行了详细介绍,并应用强度理论校核了主要受力件连接梁的强度,确保在使用过程中不发生塑性变形。通过车间实际使用表明该装焊定位夹具结构简单,使用方便,能够满足在除氧器筒身上装焊接管和水平短管时保证两接管的中心距尺寸和水平短管到筒身的高度尺寸要求,为产品焊接顺利进行提供了重要保证。
