电路板表面焊接元件无损拆卸设备的控制系统设计
2018-07-04徐玉彪姜佳威张家斌
徐玉彪,陈 进,姜佳威,张家斌
(上海第二工业大学 a.环境与材料工程学院;b.智能制造与控制工程学院,上海201209)
0 引言
随着电子电气产品更新换代周期的缩短,电路板的报废量逐年提高,但目前对于废弃电路板仍以粗放处理方式为主,即把电路板破碎后再采用化学方法回收其中的有用金属[1]。实际上废弃电路板上大部分元器件的功能仍具有完好性,可回收利用。因此,废弃电路板上集成电路芯片的无损拆卸和再应用,不仅有较高的经济价值,而且节省能源,减少环境污染,具有较高的社会价值。
日本NEC公司研发了一套自动化装置实现废弃电路板元器件的自动拆卸,该装置先通过红外线加热的方式使焊锡熔化,再利用水平、垂直正交方向的冲击力使元器件脱落[2]。德国的研究者设计了一项基于机器视觉和红外辐射加热的电子元件自动化拆除技术[3]。赵子文等[4]研制了一套废弃印刷电路板脱焊设备,用液态焊锡作为传热介质,加热熔化电路板上的焊料,配合使用机械冲击振动使元器件振落。国外对废弃电路板元器件拆卸方面的研究较多,以自动拆卸为主,系统集成度高,投入成本巨大,拆解效率和元件的完好程度都能得到保证,相较国内一些对于废弃电路板元件拆卸设备的研制,自动化水平低,且元件振落的过程由于碰撞等因素有可能会对元件造成损坏,不能保证元件完好程度。结合国内外对拆卸废弃电路板电子元件技术研究的现状,电子元件拆卸的主要性能参数包括元件拆卸率、元件完好率、拆卸控制的自动化程度等。目前国内研究的拆卸技术主要有螺旋拆卸、风刀拆卸、机械振动拆卸、滚刷拆卸等[10],这几种拆卸方式属于半自动化拆卸,拆卸率基本都能得到保证,可以一次性将废弃电路板上的电子元件全部拆除下来,但拆卸过程的碰撞或挤压可能会使元件遭到破坏,拆卸后元件的完好率不能得到保证。国外基于机器视觉的电子元件拆卸技术,也属于一次性拆解,自动化程度高,元件的拆卸率和完好性都能得到保证,但投资巨大。目前,国内低成本、可小批量拆解任意单个芯片的自动拆卸设备,还未见报道。
本文针对废弃电路板上表面贴装元件的回收利用,设计实现电路板表面焊接元件无损拆卸的控制系统,基于三轴伺服定位装置,结合下位机STC15W4K56S4单片机和上位机LabVIEW编程,通过测得芯片在拆卸平台的坐标位置,实现表面焊接芯片的无损拆除。
1 电路板表面焊接元件无损拆卸设备工作原理
电路板表面焊接元件无损拆卸设备实物如图1所示。它由丝杆Z、X和Y轴组成的三轴运动机构以及真空吸嘴和熔焊台组成。三轴运动机构分别由3台交流伺服电动机驱动,把真空吸嘴送到需要拆卸的芯片正上方,然后由真空吸嘴(真空泵提供空气压力)把电路板上焊锡已经熔化的芯片吸取下来,再由三轴运动机构将其送到芯片回收区。
基于上述电路板芯片拆卸设备工作过程要求,需要设计三轴运动机构的控制系统硬件和控制软件。

图1 电路板表面焊接元件无损拆卸设备Fig.1 Nondestructive dismantling equipment for surface welding components of printed circuit boards
2 控制系统设计
电路板芯片拆卸设备控制系统由上位机(PC计算机或笔记本电脑)和下位机(控制板)组成,如图2所示。电路板芯片拆卸设备的控制系统硬件主要由伺服驱动器、伺服电动机、控制板、真空吸嘴、测温传感器等组成。其中,由于伺服电动机控制精度比步进电动机高,且台达伺服系统在学习、调试方面均容易上手,相比其他品牌伺服系统性价比也较高,因此选用的电动机为台达ECMA-C20401ES型伺服电动机,并配套选用台达ASDA-B2系列伺服驱动器。由于需要寻找熔化电路板焊锡的最佳温度,选用的熔焊台为加热温度可调的焊锡熔化装置。相比机械手夹取,真空吸嘴吸取的方式拆除芯片更能保证芯片的完好性,且考虑高温的影响,选用耐高温金属材质的真空吸嘴作为芯片拆除单元。由于丝杆比皮带传送精度要高,选用丝杆作为传送机构,丝杆与伺服电动机轴之间传动比为1:1,螺距为2 mm。
图2中,上位机与控制板通过RS-485串口通信电缆连接,控制板接收上位机控制指令,控制三轴伺服系统运动和吸嘴动作,实现芯片的拆除操作。X、Y为2个水平移动轴,用于芯片的定位,拖动真空吸嘴到要拆除的芯片中心的正上方,Z轴用于拖动吸嘴装置进行上下移动进行芯片吸取。光电限位信号为安装在各轴两端的光电开关信号,据此避免运动超限时对机械结构的损坏。
(1)上位机软件设计。上位机人机交互软件选用美国国家仪器公司研制的LabVIEW软件进行开发,LabVIEW为图形化编程软件,编程简单、直观,缩短了开发周期。编写的上位机软件操作界面如图3所示。通过操作界面可以添加所要拆除的芯片在工作平台上的坐标位置,每添加1个就把数据发送给控制板进行保存,同时也可以设置需要输入的坐标个数,即添加的坐标数应大于或等于设置的坐标个数。坐标设置好后,点击“开始拆除”按钮,控制板即开始控制拆除操作,同时配有“急停”和“归零”操作按钮。其中,零位为X轴负限位和Y轴负限位所在位置,且开始拆除前应使真空吸嘴在零位位置。

图2 总体结构框图Fig.2 Overall structure block diagram

图3 上位机软件操作界面Fig.3 Host computer software operation interface
为了保证上位机与下位机通信过程中指令的正确解析,且使系统具有良好的可维护性,同时保证指令接收的可靠性,本控制系统自定义了通信协议,单条协议指令为由标志头、内容、尾校验码和结束符4个部分组成的16进制字符串,如图4所示。其中,标志头约定为A5XX,作为指令功能的识别码,由于上位机发给下位机的指令分为添加坐标、提交坐标个数、开始拆除等多个类型,因此需要根据标志头的第2个字节XX的值来确定类型;指令内容的字符串长度变长,根据类型的不同,包含坐标位置、坐标个数等信息;尾校验码为1个字节长度,是标志头和内容累加和的末两位;指令结束符为0x0D,用于判断指令的接收结束。

图4 协议指令格式Fig.4 Protocol instruction format
(2)下位机软件设计。本控制系统下位机控制板硬件原理框图如图5所示,由STC15W4K56S4单片机和外围电路芯片及继电器组成。其中,STC15W4K56S4单片机具有抗干扰能力强,不需要外部晶振和外部复位,高速、高可靠,超低功耗等优点;TLP291-4为光耦隔离芯片,用于隔离光电开关信号,提高限位信号采集的稳定性;继电器1和2分别用于控制真空泵气路和熔焊台电源的通断;MAX13487为TTL串口转RS-485通信芯片,用于实现与上位机的RS-485通信功能;单片机I/O口P2.0~P2.5为各轴脉冲和方向控制信号。
下位机软件是上位机控制指令的执行软件,用于调度控制过程、发出控制信号、驱动各轴运动。其主要任务是接收、解析控制指令,执行控制算法,获取转台实时状态信息并周期性以约定的指令协议格式发送给上位机解析并显示。本系统运用单片机16位外设定时器来发送脉冲并控制发脉冲的频率,当某个轴需要运动到某位置时,结合当前位置,根据运动距离和速率,分别算出需发送的脉冲个数及定时初值,再启动定时器,定时时间每到1次进入相应定时器中断,单片机脉冲输出引脚电平反向1次,发送的脉冲个数减1,并更新1次定时初值,直至脉冲个数减为0,运动到位,关闭定时器。设传送机构传动比为r(丝杆每传送1个螺距,电动机转动r圈),丝杆螺距为d(mm),伺服电动机每旋转1圈所需脉冲数为n(该值通过设置驱动器参数设置),运动速度为v(mm/s),单片机运行频率为f(MHz),则丝杆每传送1 mm所需脉冲数N0、传送s mm所需总脉冲数N及决定速度的定时初值T可由以下公式计算得出:

由于脉冲高电平有效,式(1)中N0实际上是定时器的定时中断次数,为每运动1 mm实际所需脉冲数的2倍。拆除过程的单片机控制软件流程如图6所示。

图5 控制板硬件原理框图Fig.5 Block diagram of control board hardware
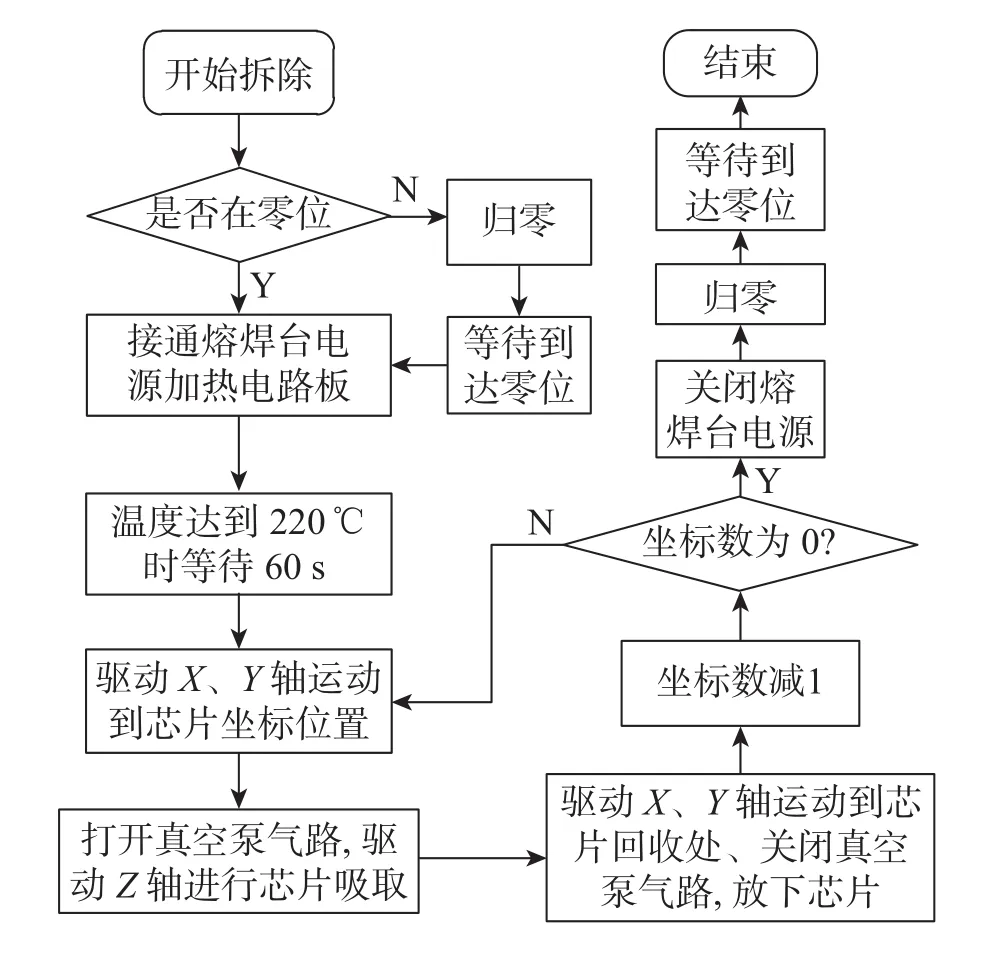
图6 控制软件流程图Fig.6 The f l ow chart of software
3 实验测试
对废弃电路板上表面焊接元件进行拆卸的实验步骤如下:
(1)将废弃电路板放在工作台上,用直尺测出所有要被拆除的表面焊接元件在工作台上相对零位在X、Y轴方向的坐标位置,并一一记录;
(2)连接好通信线,接通电源,打开图3所示的上位机操作界面,将第(1)步测得的坐标位置添加到下位机中,并提交所添加的坐标个数(即要拆除的元件的个数);
(3)观察零位状态指示灯是否亮,若不在零位,按下“归零”按钮将装置归零,装置在零位后,点击“开始拆除”按钮,系统即按图6所示流程对元件进行拆除。
实验室某一废弃电路板上共有集成IC芯片13个,将其放在图1所示工作平台的熔焊台上,测量出13个芯片在平台上相对零位位置处的坐标,接通此装置电源,连接好与上位机之间的RS-485通信线,打开图3的操作界面,在界面上分别添加13个芯片的坐标位置,坐标数设置为13,点击“开始拆除”,装置即开始进行拆除操作。拆除结果如图7所示,13个芯片全部成功被拆除,拆除率为100%,加上熔化焊锡的时间为60 s,共耗时130 s,经集成电路测试仪器检测,所有芯片完好,可以再次使用。

图7 电路板上芯片的拆除Fig.7 Dismantling the chips on the printed circuit board
4 结 语
本文设计的废弃电路板表面贴装芯片无损拆卸装置控制系统,采用交流伺服电动机、伺服驱动器和单片机控制板、上下位机软件组成控制系统,人机界面好、使用方便、控制精度高,可实现对真空吸嘴的精准控制;借助熔焊台实现最佳加热温度的控制;拆卸运动速度可调,保证在规定时间内完成一定数量芯片的拆卸,保障拆卸芯片的完好性以及芯片拆除效率。因此,本系统具有响应速度快、控制精度高的优点。与国内现有的对废弃电路板整体加热再将元器件整体振落的拆除设备相比,本系统创新性在于能实现对表面焊接元件的单独拆除,并且可以保证芯片的完好性,但与国外基于机器视觉的自动拆除装置相比,本系统自动化水平还不高。受本装置机械尺寸及加热时间太长易对元件造成损坏的限制,一次性拆卸芯片的数量有限。因此,本装置适合用于一次拆除含少量芯片的废弃电路板。
废旧电路板芯片的自动化无损拆卸,拆解效率较高、完好性高、能耗低,把原本要当垃圾扔掉、处理掉的芯片重新利用,从多个方面提高了废弃电路板资源利用效率,是电子废弃物处理过程中实现资源化再利用的有效手段。可以进一步通过对焊锡加热熔解过程的控制研究,并改进机械部分尺寸,使控制系统可以完成较大电路板上芯片的批量拆卸,具有较好的拓展空间和应用前景。
[1] 王芳芳,赵跃民,张涛,等.废弃线路板中金属资源的物理回收[J].矿产综合利用,2017(2):1-7.
[2] LI J Z,SHRIVASTAVA P,GAO Z,et al.Printed circuit board recycling:A state-of-the-art survey[J].IEEE Transactions On Electronics Packaging Manufacturing,2004,27(1):33-42.
[3] 邓明强,王肖倩,郭丽晶.国内外线路板电子元件去除及贵金属提取现状分析[J].再生资源与循环经济,2014,7(12):39-41.
[4] 赵子文,王玉琳,宋守许,等.废弃印刷电路板脱焊设备的研制与应用[J].组合机床与自动化加工技术,2009(10):95-98.
[5] 潘海燕,蒋友明.元器件再利用的废旧印制电路板拆解技术研究[J].机械与电子,2014(11):34-38.
[6] 林己,廖一鹏.基于STM32的伺服电机控制方法研究与设计[J].工业控制计算机,2013,26(3):4-5.
[7] 李晓东.台达伺服在慢走丝加工机床上的应用[J].伺服控制,2008(7):99-100.
[8] 陈树学,刘萱编著.LabVIEW宝典[M].北京:电子工业出版社,2011.
[9] 徐爱钧,徐阳.STC15单片机原理与应用[M].北京:高等教育出版社,2016.
[10]沈旭.废旧电路板上电子元件的拆卸工艺现状及展望[J].昆明冶金高等专科学校学报,2015,31(3):35-39.
