基于跳动值的焊接转子焊后平衡修正技术研究
2018-07-03李蒙军刘华崔颖黄俊杰
李蒙军,刘华,崔颖,黄俊杰
(东方汽轮机有限公司,四川 德阳,618000)
0 引言
汽轮机转子通常有整锻转子、焊接转子、组合转子、拉杆转子和套装转子等结构形式。焊接转子是由若干个实心轮盘和端轴拼合焊接而成。与整锻转子相比,焊接转子结构紧凑、生产成本低、采购周期短,因而受到国内外汽轮机厂家的高度重视。
但由于各种因素的影响,焊接后的转子不可避免地会产生各种形式的误差,这些误差将会使转子产生较大的不平衡量,为确保转子的精度和动平衡试验的成功,必须对焊接转子的不平衡量进行修正。
1 某焊接转子结构特点与不平衡量的计算方法
1.1 焊接转子结构
某焊接低压转子是由8个轮盘和2个轴头组成,各轮盘和轴头是通过精度较高的凹、凸止口定位,接配后以U型焊接坡口的方式焊接而成。低压转子如图1所示。
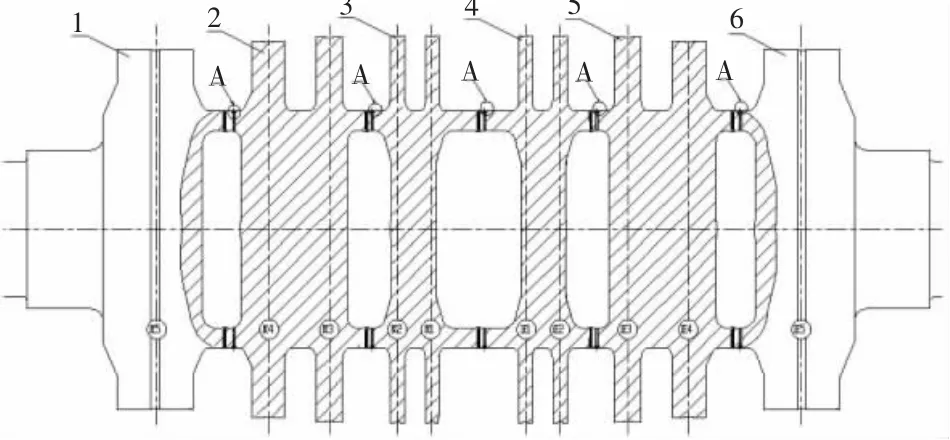
图1 焊接低压转子
1.2 焊接转子不平衡量产生的原因
由于转子焊前各轮盘及轴头的加工装夹定位以及焊接装配工序中定位、焊接技术的影响,焊接后的转子不可避免地会产生各焊接件的各种形式的误差,如焊接轮盘及轴头轴心线不对中、各轮盘及轴头轴心线倾斜及两种情况共同存在等。转子焊接后误差如图2所示。转子是汽轮机的核心部件,精度要求高,因此必须在转子制造的每一过程加以控制。
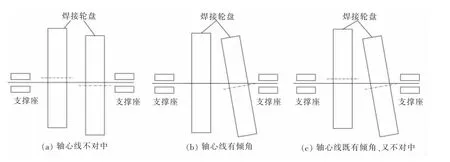
图2 焊后转子误差示意图
通过对焊接后的转子径向及端面跳动的测量,直观地了解转子各部分的相应情况,转子径向、轴向跳动值和他们所在位置组成了一个空间的矢量问题。为了给后续的转子修正提供指导意见,因此提出了采用跳动值矢量法计算不平衡量和最小二乘法完成焊接转子焊后不平衡量的修正。
1.3 焊接转子焊后不平衡量计算方法
为了完全或部分消除转子焊接后产生的不平衡量,在采集跳动值数据和各轮盘质量、尺寸数据的基础上,对焊后转子做不平衡量计算。
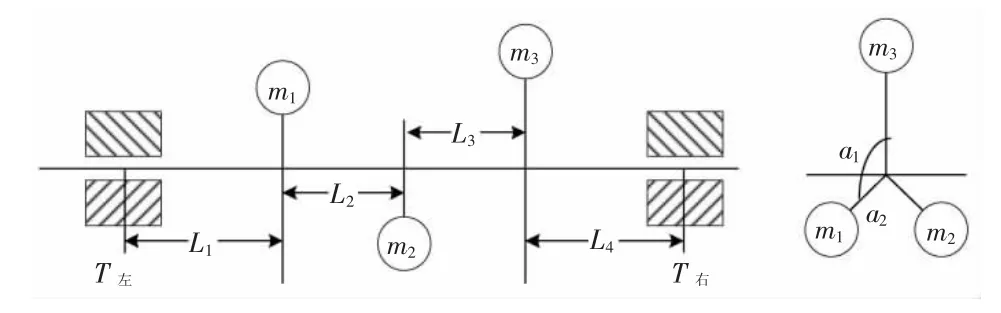
图3 焊接转子不平衡量计算示意图
图3所示,mi为测量的各段的跳动值计算后各段存在的不平衡量,Li为相应各段测量点间的距离,ai为不平衡量间投影在一个基圆上的夹角,T左、T右为轴颈平衡面。其不平衡量计算的思想为:分别以T左和T右为平衡面,由公式(1)计算出平衡面的不平衡量,并结合轴颈尺寸得出转子不平衡量及角度。

1.4 矢量法计算跳动值不平衡量
随着测试技术发展,超精度要求的测量方法及数据分析处理的合理性都获得了很大的提高,从以往需要多人合作,数据处理速度缓慢的手工技术测量方法迅速地向半自动和自动测量技术转变。实现这样的功能除了具有良好的数据采集之外,还需要与此配套的数据处理分析功能,用来计算分析采集的测量数据,实现测量的最终功能和最后目标。在该测量计算系统中,为了满足不同焊接转子跳动值的测量,同根转子不同焊接件的跳动值测量以及同段焊接件均布在外周的多个测量点的测量。鉴于跳动值测量计算系统的特点,由于每次测量值与整个焊接件设计尺寸的和值即可以理解为一个矢量,因此可以用矢量的方法来进行计算。
针对焊接转子在焊接时出现的三种情况(见图2),为了从全方面考虑,该系统的算法在基于数据采集的基础上,采用模拟两种同时出现的情况,因为这时候最能反映实际情况,其计算的结果也比较能满足焊接转子偏心及其修正的要求。
(1)径向跳动偏心量、相角及其相关计算
各个焊接件的测量值与该焊接件的半径之和,构成一个新的向量,从而计算偏心量及其相角就转成了向量的加减法。最后的结果就为偏心量,相应的角度就为相角。最后提供解决的方案作返回计算,达到相应的偏心要求。
(2)具有倾角及端面跳动偏心量相关计算
具有倾角的情况比较复杂,需要用两个触头同时测量焊接件的端面跳动值,由端面跳动值不仅可以按照(1)的情况计算其偏心量及其相角,还能由两个触头的差值以及触头本身具有的距离,通过其正切值计算出倾角的大小,在焊接件一圈的测量后,找到与轴心线的最大倾角即为该焊接件与轴心线的倾角,其端面跳动的偏心量通过相似三角形原理来求证。具体原理如图4所示。
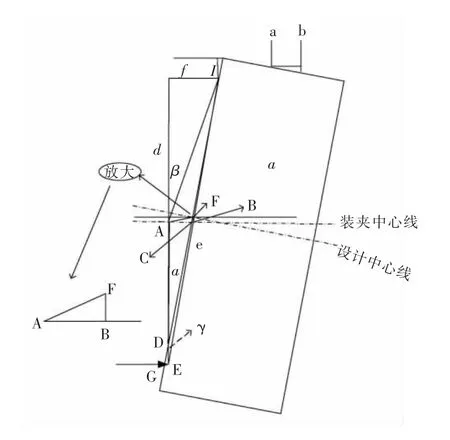
图4 有倾角偏心量计算原理
据图4所示:其偏心量e即FB由下列计算公式推导得出:
设:a角度即倾角由焊件外圆两测点值得出,端面测量值为f,测量直径为d,β、γ为图中表示的角度,焊件直径由系统规定给出,焊件端面测量点到外圆的距离由测量时输入表示为φ,字母表示为I。由图4可知:

根据上述公式,计算出AF的值,其值等于DF和AD的平行四边形矢量差的值。

由上面的计算公式可知。设计算法可以计算出具有倾角的每段焊件的偏心量的值,通过每次测量时的转过角度可以作为向量角的表示,所以一段焊件的总偏心量可以作为一个向量,然后进行计算整根焊接转子的焊后偏心量。
1.5 最小二乘法修正计算
最小二乘法(least squares analysis)是一种数学优化技术,它通过最小化误差的平方和找到一组数据的最佳函数匹配。 最小二乘法是用最简的方法求得一些绝对不可知的真值,而令误差平方之和为最小。最小二乘法通常用于曲线拟合(least squares fitting)。在本文中,用最小二乘法主要实现拟合圆曲线。最小二乘法拟合圆曲线见式(3):

令a=-2A;b=-2B;c=A2+B2-R2得出 x2+y2+ax+by+c=0,通过求出参数a、b、c就可以得出圆心半径参数。图5为最小二乘法拟合圆的原理图。
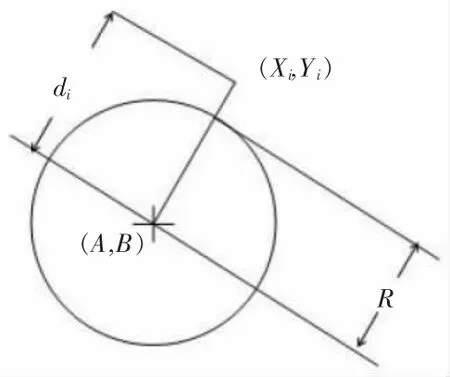
图5 最小二乘法拟合圆原理图
采集的数据(Xi,Yi)i∈(1,2,3…N)中点到圆心的距离为d:
d2=(Xi-A)2+(Yi-B)2, 点 (Xi,Yi) 到圆边缘的距离平方与半径平方的差见式 (4):

令,从而转化成求参数a,b,c使得Q(a,b,c)的值为最小值。通过对Q(a,b,c)分别对a,b,c求偏导,比较所有极值点的函数值即可得到最小值,从而求出a,b,c,最后由得到相应的半径值,通过对圆心半径转换为直角坐标系的坐标即为新的理想修正圆坐标。
2 修正系统软件设计与实现
2.1 修正系统设计
跳动测量值越多对计算的准确性要求越高,但是由于利用矢量计算的方式会由于累积和的矢量值而超出计算机默认的数值,因此采用了Ⅰ、Ⅱ、Ⅲ、Ⅳ四个象限的方式分别计算各象限的跳动值矢量,最后在计算出这四个象限的整体值,即得到了每个轮盘及轴头测量部位的跳动值及不平衡部位。最后选择基于两端轴颈设计尺寸的轴颈外圆作为平衡面,结合各段质量作不平衡量计算,并结合最小二乘法拟合圆的思想提出修正意见并对相应意见作修正计算处理。其实现流程图如图6所示。
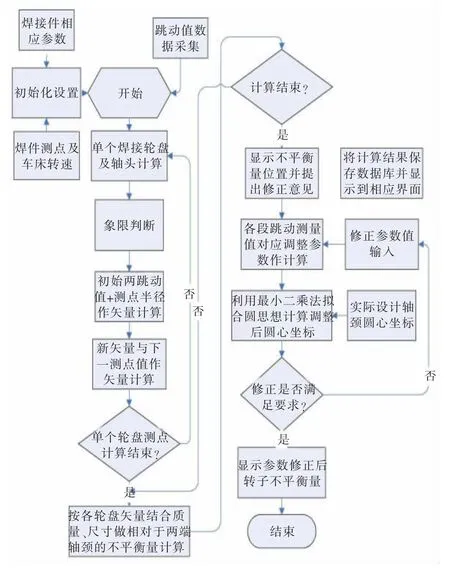
图6 不平衡量计算修正流程图
2.2 修正系统实现
鉴于系统的最终实现目的,设计系统的功能模块,以VC6.0为开发工具,结合数据库技术和面向对象的编程思想,编制开发该系统。其系统总体功能模块如图7所示,其部分界面图如图8~10所示。
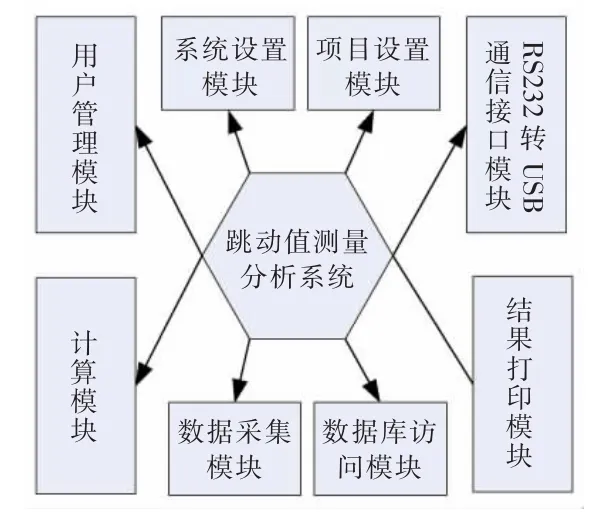
图7 测量系统功能模块图

图8 实现界面图
图9 系统计算界面
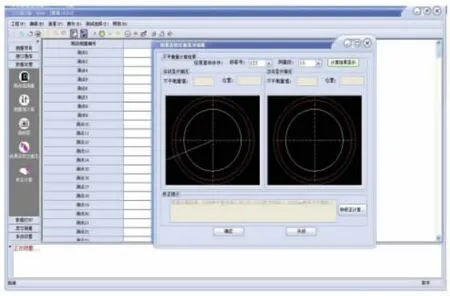
图10 系统计算结果及修正意见界面
(1)用户管理模块:用户管理模块主要实现使用该系统的用户注册及系统管理员的管理,以及该系统操作的权限问题。用户管理模块的使用能更好地实现系统测量时的安全性和数据的维护性。
(2)USB通信接口模块:TT60到外的接口仅仅提供了RS232的接口,为了从TT60测量仪中获得测量的跳动值,就需要通过RS232转为USB接口实现TT60与笔记本的接口通信,这是实现正确数据采集的关键。
(3)数据库访问模块:测量计算系统是以数据为依据,在以数据为依托的情况下缺少不了数据库,在该系统的开发过程中,对于测量数据实现数据流,用VC与数据库的连接,由于成本的限制,故采用了ACCESS 2007作为数据库,即该模块主要实现VC通过ADO方式与ACCESS 2007的数据通信,操作其数据库中的数据表,完成系统的数据流。
(4)参数设置模块:系统设置模块主要包括对采集的点数设置、机床当前转速设置、测量段设置等。
(5)计算分析模块:不平衡量计算模块是该系统的核心部分,主要是对测量的跳动值经过算法计算出各级焊接件外圆的不平衡量及其位置,然后把各级不平衡量及其出现的位置当成一个焊接件外圆处的相应位置不平衡量,然后再次根据算法计算出整根焊接转子的不平衡量及出现的位置。从而完成系统的最终目标。
(6)不平衡量计算修正模块:该模块主要对计算后的数值提出不平衡量修正意见及修正计算,这样能更优地修正转子在焊接后出现的不平衡量,提高产品的质量和精度。
(7)计算结果打印模块:该模块实现对计算的结果进行打印预览及打印功能。
3 实例
以一组焊接轮盘测量跳动值为例,表1数据是测点1~12分布在轮盘一周的跳动值及相应的位置。用矢量法计算其不平衡位置以及用最小二乘法计算出平衡修正调整意见如表2所示。

表1 跳动值数据
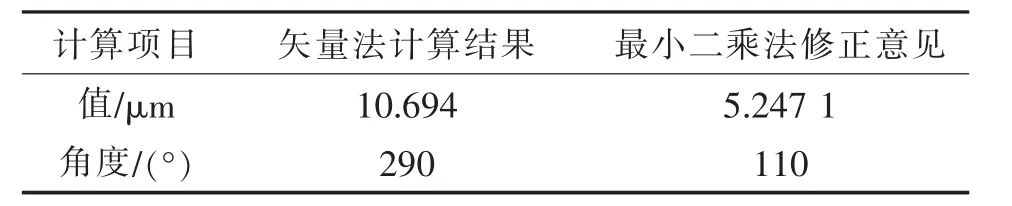
表2 计算及修正意见
根据上述数据及计算结果可以看出,此级轮盘跳动值的不平衡量出现在290°方向,大小为10.694 μm(对于本级轮盘暂不考虑质量),修正意见提示中心位置向110°方向移动5.2471 μm使该级轮盘不平衡量达到比较小的水平。此算法较准确地计算出了跳动值的偏心量及出现的位置,并得到了正确的修正调整意见,很好地解决了焊接转子焊后由跳动值引起的不平衡量修正调整问题。
4 结论
本文探讨了以测量跳动值计算焊接转子焊后不平衡量,根据跳动值矢量算法计算各段跳动值及不平衡量,用最小二乘法拟合圆的算法实现焊接转子的焊后修正,给出了软件流程图,并用VC6.0开发实现该系统。此方法能有效地修正转子在焊接后出现的不平衡量,在生产实践中有一定的使用价值。
[1]陈霖,甘露萍.机械设计基础[M].北京:人民邮电出版社,2008.
[2]王宣 .径向跳动测量中测量基准的误差修正[J].机械工人(冷加工),2005,(12):52-53.
[3]周骏,潘晓铭,周哲为.转子动平衡的技术研究[J].机械设计与制造,2007,(4):151-153.
[4]陈秀玲,周欣,陈黎平,等.基于USB接口的数据采集系统的设计与实现[J].自动化仪表,2004,25(9):19-22.
[5]马浩,贾庆轩,曲庆文,等.转子动平衡理论分析[J].机械工程学报,2000,36(3):1-3.
[6]求是科技.Visual C++6.0程序设计与开发技术大全[M].北京:人民邮电出版社,2004.
[7]李庆扬,王能超,易大义.数值分析:第 4 版[M].武汉:华中科技大学出版社,2006.
