自动涂胶烘干一体化系统设计与分析
2018-06-24甘国栋卜剑秋
周 健,孟 婥,甘国栋,卜剑秋
(东华大学 机械工程学院,上海 201620)
0 引言
在网版制作过程中,感光胶涂布和烘干是两道重要工序,感光胶涂布是指将调制完成的感光胶均匀而有一定厚度的涂布在网版的印刷面和油墨面上,网版烘干通常是指通过通入热空气将网版中水分蒸发并带走的过程[1]。
目前,在中小印刷厂中感光胶涂布都是以手工涂布为主,其中以刮斗涂布最为常用,少数采用自动网版涂布机,烘干主要采用电吹风或网版烘箱,这两道工序工人工作量比较大,网版制作质量取决于操作工人的技术水平[2]。
针对以上问题,设计了自动涂胶烘干一体化系统,对市场上现有的自动网版涂布机和网版烘箱进行了改进,增加了搬运机械手、推出机构、搬运小车等,解决了网版感光胶涂布和烘干过程中需要人工操作的问题,提高了网版制作过程中的自动化水平。
1 自动涂胶烘干一体化系统设计
1.1 总体设计
自动涂胶烘干一体化系统的任务是对网版进行感光胶涂布和烘干,保证感光胶厚度和表面平整度符合要求,采用机械装置自动完成两道工序之间网版的搬运,系统总体方案如图1所示。
系统主要由自动网版涂布机、网版烘箱、搬运机械手、推出机构和搬运小车等组成,其中自动网版涂布机的主要功能是对网版进行感光胶涂布;网版烘箱的主要功能是对完成涂布的网版进行烘干;搬运机械手的主要功能是将网版在不同工位之间进行搬运;推出机构的主要作用是将完成烘干操作的网版从网版烘箱中推出至搬运小车上;搬运小车的作用是便于工人将完成涂布烘干操作的网版搬运至下一工位。
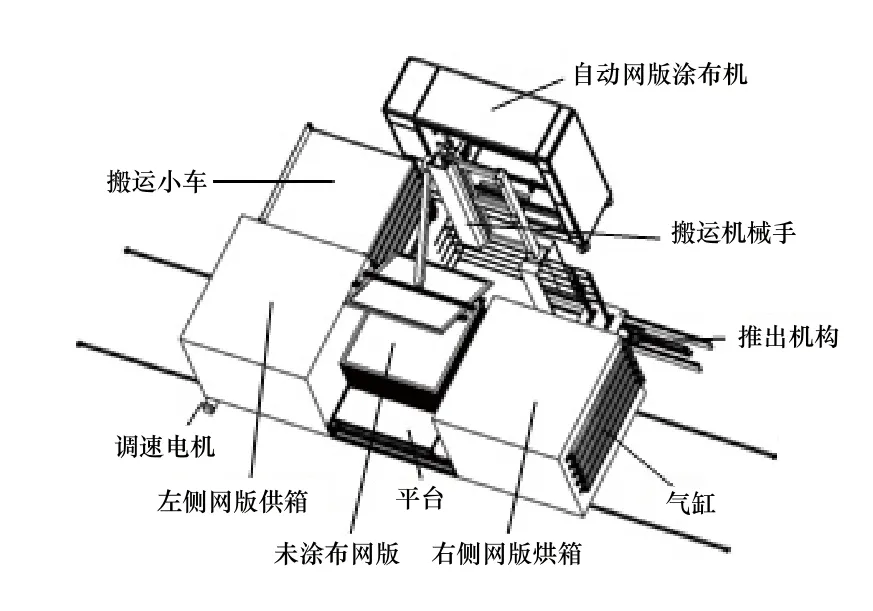
图1 系统总体方案
1.2 自动网版涂布机
自动网版涂布机要能够按照工艺要求对不同尺寸的网版进行均匀而有一定厚度的涂布,并且能够单面涂布或者双面涂布,涂布速度可以调整,其总体结构如图2所示。
所设计的自动网版涂布机主要由箱体、顶部夹紧机构、涂布机构、底部夹紧机构和脚轮组成。箱体作为承载模块用来架设各部件;顶部夹紧机构和底部夹紧机构对放置在自动网版涂布机上不同尺寸的网版进行夹紧,其中顶部夹紧机构能够上下运动,以适应不同尺寸的网版;涂布机构通过平面连杆机构控制涂胶器与网版之间的距离和角度,安装在箱体内部的直线模组能够带动涂布机构上下运动,使涂胶器能够按照工艺要求对网版均匀而有一定厚度的涂布;脚轮带水平调节,以通过调节脚轮使自动网版涂布机水平放置在地面上。
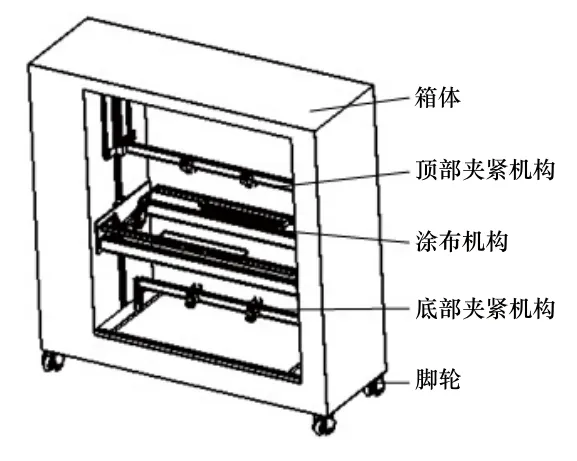
图2 自动网版涂布机
1.3 网版烘箱
网版完成感光胶涂布后,需要置于网版烘箱中烘干,所设计的系统包括左侧网版烘箱和右侧网版烘箱,当其中一个网版烘箱装满进行烘干操作时,网版涂布机完成涂布的网版放到另外一个网版烘箱中,左侧网版烘箱和右侧网版烘箱交替使用,两个烘箱中间的平台放置未涂布网版。网版烘箱工作时通过调速电机正反转有左、中、右三个工作位置,图1所示为处于中间工作位置,便于搬运机械手将网版从平台抓取搬运到自动网版涂布机上;图3所示为网版烘箱处于左侧工作位置的示意图,左侧和右侧两个工作位置便于搬运机械手将完成涂布的网版从自动网版涂布机上搬运至网版烘箱或者将完成烘干的网版从烘箱中推出至搬运小车,通过气缸驱动烘箱抽屉的开闭。
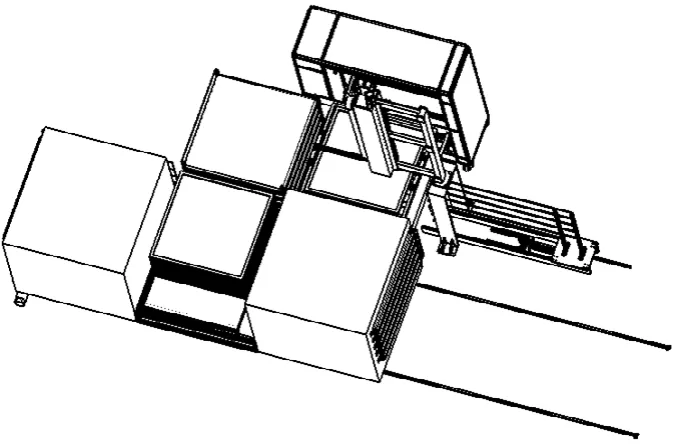
图3 网版烘箱处于左侧工作位置示意图
1.4 搬运机械手
在涂胶和烘干过程中需要在不同的工位之间搬运网版,所设计的搬运机械手通过直线模组的直线运动、步进电机的转动和舵机的转动控制机械手臂末端执行器,通过4个三轴气缸实现对网版的抓取,两侧三轴气缸之间的距离可以调节,以适应不同尺寸的网版。
1.5 辅助机构
辅助机构主要包括推出机构和搬运小车,烘干完成后需要推出机构将网版推至搬运小车上,推出前烘箱抽屉全部打开,推出之后,烘箱抽屉全部闭合,推出机构上的推板略高于对应烘箱抽屉的高度,推出机构将网版推出之后,搬运小车将网版搬运至下一工位。
2 涂布机构运动学分析
感光胶涂布工艺为:在涂胶器中倒入感光胶,将网版与水平面呈90°置于上浆台上,涂胶器水平贴紧网版印刷面,然后向上转至与网版呈85°~90°,再匀速、平稳向上将感光胶涂布于丝网上,当涂到离涂布区顶端约2cm时,将涂胶器后仰,让刀口外的感光胶回流入涂胶器,根据膜厚要求上浆3~6次。
涂布机构如图4所示,平面连杆机构控制涂胶器与网版之间的角度和距离,控制一组或两组连杆机构可以实现单面或双面涂布,气缸回路中压力保持装置保证涂胶器与网版接触时压力恒定,从而实现均匀而有一定厚度的涂布。
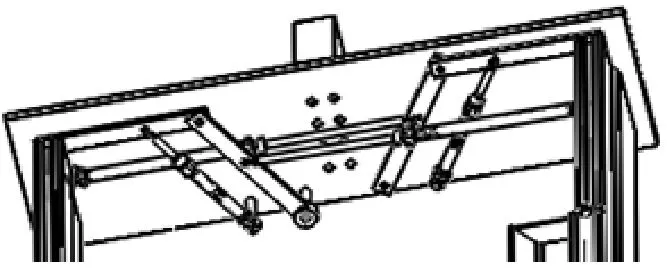
图4 涂布机构
运动学分析是了解机构运动性能的重要方法,同时也是研究机构动力学性能的必要前提。图5(a)所示为涂布机构的初始状态,图5(b)所示为涂布机构的涂布状态。
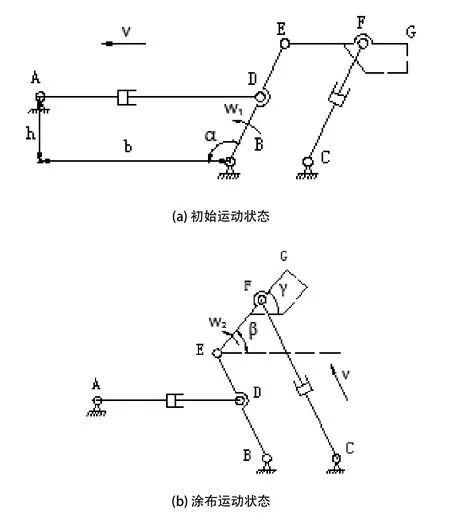
图5 涂布机构运动状态
首先对杆件BE进行运动学分析,由图5(a)的几何关系得杆件BE的转角:

式(1)中:
对式(1)两边取余弦并对时间t求导得杆件BE的角速度:

式(2)中:v是气缸活塞杆的运动速度。
在式(2)的基础上继续对时间t求导得杆件BE的角加速度:

由图5(a)可知,杆件CF上的气缸一直处于收缩状态,此时四边形BEFC为平行四边形,平行四边形机构是应用广泛的双曲柄机构[3~6],除了具有平面连杆机构的优点外,还具两个显著特点[7~9]: 一是两曲柄以相同速度同向转动,二是连杆作平动。即杆件BE和杆件CF具有相同的角速度和角加速度,杆件EF作平动,其运动状态可以等效成杆件上任意一点的运动状态,所以求得杆件BE的运动规律时,整个机构的运动规律也就确定了。在所设计的机构中,lAD=(190-vt)mm,lBD=61.8mm,b=158.6mm,h=58.2mm,α0=20.15°,气缸的平均速度v=60mm/s,行程为60mm,运转时间为1s。
将设计参数带入式(1)~式(3),求得杆件BE的转角、角速度和角加速度曲线如图6(a)~图6(c)所示[13]。
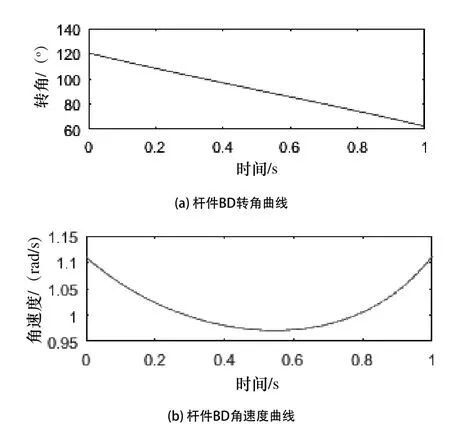
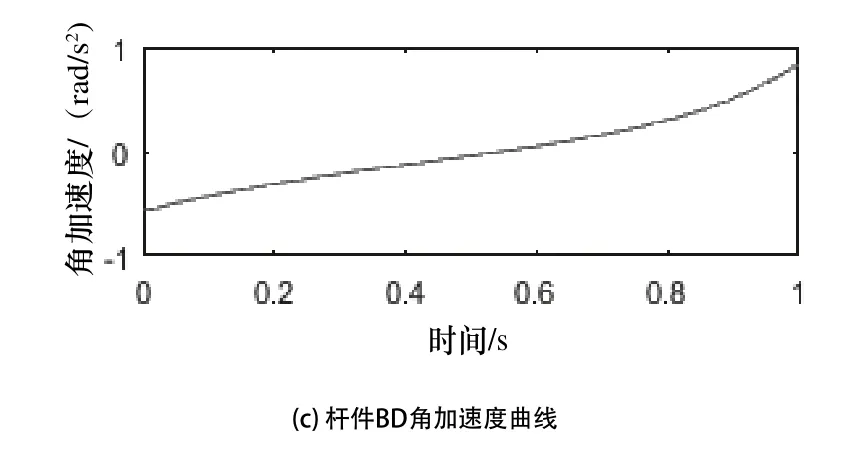
图6 杆件BD运动曲线
然后对杆件EG进行运动学分析,涂布状态时四边形BCFE为等腰梯形,由图5(b)的几何关系得杆件EG的转角:

对式(4)两边取余弦并对时间t求导得杆件EG的角速度:

式(5)中:v是气缸活塞杆的运动速度。
在式(5)的基础上继续对时间t求导得杆件EG的角加速度:

由图5(b)可知,杆件AD上的气缸处于收缩状态,杆件CF中的气缸带动杆件EG摆动,在所设计的机构中,lFC=(130+vt)mm,lEB=130mm,lEF=43.3mm,气缸的平均速度v=60mm/s,行程为40mm,运转时间为0.67s。
将设计参数带入式(4)~式(6),求得杆件EG的转角、角速度和角加速度曲线如图7(a)~图7(c)所示。
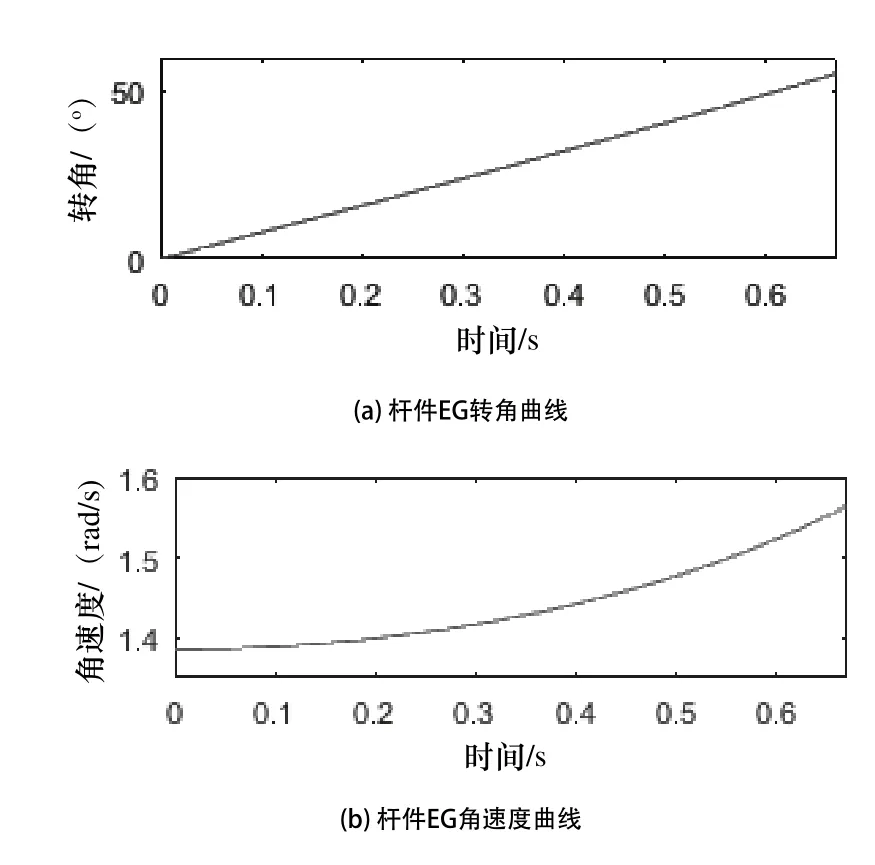
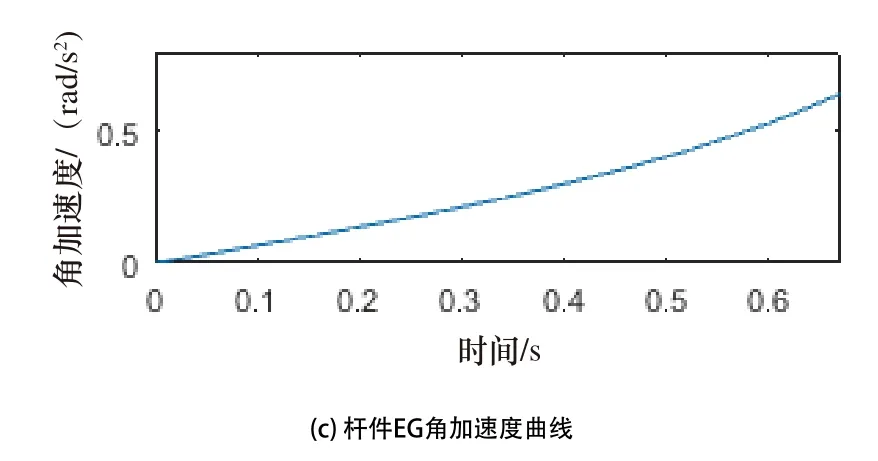
图7 杆件EG运动曲线
由图6~图7可知,杆件EG的转角约为55°,图8为涂布状态时杆件EG和涂胶器截面示意图,图8中涂胶器端口角度:
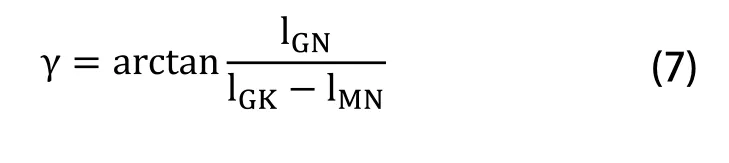
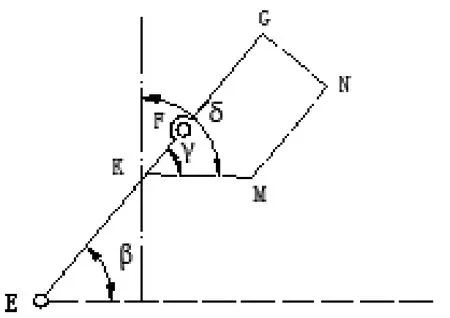
图8 杆件EG和涂胶器横截面示意图
式(7)中:lGN=32mm,lGK=70mm,lMN=45mm,所以γ=52°,涂胶器刮板KM与网版的角度δ=90°-β+γ=90°-55°+52°=87°,符合工艺中85°~90°要求;杆件BD和EG的角速度不超过1.6rad/s,角加速度不超过0.9rad/s2,运转时无刚性冲击,运动较为平稳。
3 单侧网版烘箱抽屉数量计算
设计过程中单侧网版烘箱抽屉数量是一个重要参数,推出机构中推板个数和搬运小车层数都与单侧网版烘箱抽屉数量相等。抽屉数量越多,搬运机械手高度越高,系统占地面积越大。
单侧网版烘箱抽屉数量取决于系统一次烘干时间内能够涂布网版的数量,在涂布之前需要将网版从平台上抓取搬运至自动网版涂布机上,涂布完成后需要将网版从自动网版涂布机上抓取搬运至网版烘箱中。设网版烘干时间为T1,网版涂布前搬运时间为T2,网版涂布时间为T3,网版涂布后搬运时间为T4,单侧网版烘箱抽屉数量为N,则:

网版烘干一般需要1200~1800s,本设计T1=1500s。
3.1 网版涂布前搬运时间计算
图9所示为涂布前网版搬运初始状态,搬运机械手处于竖直位置,位于顶端,网版烘箱处于中间工作位置。
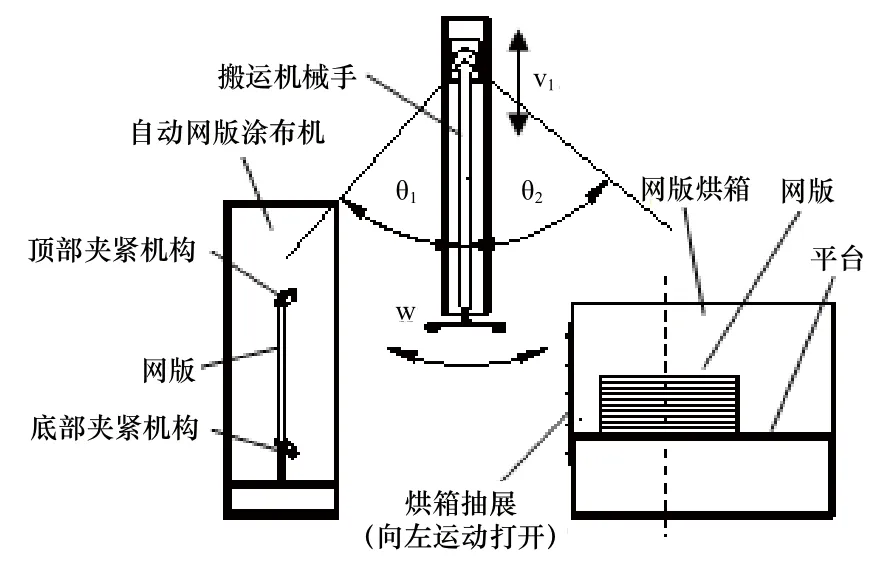
图9 涂布前网版搬运初始状态
涂布前网版搬运流程为:
1)搬运机械手从竖直位置转θ2至平台上方;
2)搬运机械手下降高度H1至平台上抓取下一块网版;
3)搬运机械手抓取网版后转θ1+θ2至自动网版涂布机上;
4)搬运机械手转动至竖直位置,然后自动网版涂布机开始涂布,网版烘箱移动至左侧工作位置或者右侧工作位置。
流程2)中搬运机械手需下降高度与平台上剩余网版数量有关,设计时搬运机械手的高度与单侧网版烘箱抽屉的数量N有关,在所设计的机构中,烘箱抽屉高度为150mm,搬运机械手末端在流程1)中转至平台上方时距离地面的高度为(955+150N)mm,平台距离地面的高度为525mm,所以流程2)中搬运机械手需下降的最大高度为H1=955-525+150N=430+150N。
所以网版涂布前搬运时间:

式(9)中,w为角速度,v1为速度。在所设计的机构中w=0.628rad/s,v1=500mm/s,θ1=0.63rad,θ2=0.74rad,代入式(9)得网版涂布前搬运时间T2与单侧网版烘箱抽屉数量N的关系为:

3.2 网版涂布时间计算
图10所示为网版涂布初始状态,搬运机械手将网版放置在底部夹紧机构上方,顶部夹紧机构位于最上方,涂布机构位于最下方,涂布机构处于初始状态。
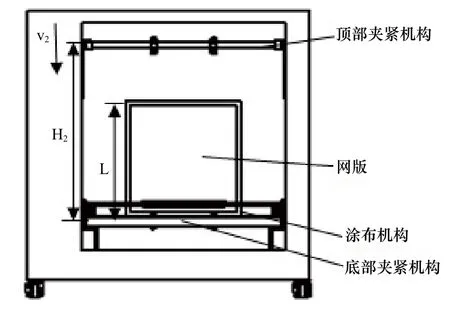
图10 网版涂布初始状态
网版涂布流程为:
1)顶部夹紧机构以速度v2向下运动距离(H2-L)至网版顶端将其夹紧;
2)涂布机构进入涂布状态,需要时间t1;
3)涂布机构以速度v3向上运动距离L对网版涂布;
4)涂布机构涂到网版最上方后,将涂胶器后仰,并远离网版,需要时间t2;
5)涂布机构以速度v4向下运动距离L至最下方;
6)重复流程2)~4)n次进行n次涂布。
所以单块网版涂布时间

在所设计的机构中,H2=1050mm,v2=100mm/s,v3=50mm/s,v4=120mm/s,t1=t2=6s,n=6,代入式(11)得单块网版涂布时间T3与网版尺寸高度L之间的关系为:

3.3 网版涂布后搬运时间计算
图11所示为网版涂布后搬运初始状态,搬运机械手处于竖直位置,与顶端之间的距离为H3,网版烘箱处于左侧工作位置或者右侧工作位置。
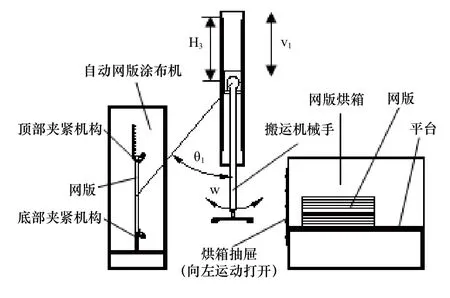
图11 网版搬运初始状态
涂布后网版搬运流程为:
1)搬运机械手从竖直位置转θ1至自动网版涂布机上;
2)搬运机械手夹紧网版、自动网版涂布机夹紧机构松开,需要时间t3;
3)搬运机械手抓取网版从自动网版涂布机转θ1至竖直位置,再向上运动高度H3至顶端;
4)烘箱抽屉打开,需要时间t4;
5)搬运机械手下降高度H4将网版放入烘箱抽屉中;
6)搬运机械手上升100mm后烘箱抽屉开始关闭,关闭时搬运机械手继续上升至最高处,烘箱抽屉关闭需要时间t5;
7)网版烘箱由左侧工作位置或者右侧工作位置移动至中间工作位置,需要时间t6;
流程5)中搬运机械手下降高度与放入烘箱抽屉层数有关,设计时搬运机械手的高度与单侧网版烘箱抽屉的数量N有关,在所设计的机构中,烘箱抽屉高度为150mm,搬运机械手末端在流程3)中升至顶端后距离地面的高度为(895+150N)mm,网版烘箱最底层烘箱抽屉距离地面的高度为445mm,所以流程5)中搬运机械手需下降的最大高度为H4=895+150N-445=450+150N。
所以网版涂布后搬运时间:

式(13)中,w为角速度,v1为速度。在所设计的机构中 w=0.628rad/s,v1=500mm/s,t3=2s,t4=t5=5.5s,t6=6.75s,θ1=0.63rad,H3=430+150N,代入式(13)得网版涂布后搬运时间T4与单侧网版烘箱抽屉数量N的关系为:

3.4 单侧网版烘箱数量计算
将式(10)、式(12)、式(14)代入式(8)得单侧网版烘箱抽屉数量N与网版尺寸L的关系为:

网版尺寸高度L=400~1000mm时,求得N<5.43,所以单侧网版烘箱抽屉数量设计为5个,与目前市场上网版烘箱抽屉数量相同。
4 结论
1)对自动涂胶烘干一体化系统方案和工作原理进行了介绍,对涂布机构进行了运动学分析,得出运动学规律,结果表明,所设计的涂布机构无刚性冲击,运转平稳,符合设计要求。
2)对网版烘箱抽屉数量进行了计算,与市场上烘箱抽屉数量相同。结果表明,所设计的系统结构合理、能够对不同尺寸的网版进行感光胶涂布和烘干,具有很强的实用性。
[1]张红路.烘干温度对丝网版张力的影响[J].网印工业,2011,(8):30-36.
[2]林其水.网版制作中怎样正确使用刮斗涂布感光胶[J].网印工业,2005,(10):29-31.
[3]Zongyue Ni, Dawei Zhang,Yingjun Wu, Yanling Tian, Ming Hu. Analysis of parasitic motion in parallelogram compliant mechanism[J].Precision Engineering,2010,34(1):133-138.
[4]刘凤臣,刘黎明,姚赟峰,张良安.平行四边形机构在后道包装机械中的应用[J].包装与食品机械,2010,28(5):51-55.
[5]李宏,张全明,洪琦.双曲柄机构急回运动分析[J].机械设计与研究,2001,17(4):41-43.
[6]郝艳玲,谭智申,姚燕安.可调整双曲柄驱动机构的运动设计[J].机械科学与技术(西安),2003,22(4):614-616.
[7]孙恒,陈作模,葛文杰.机械原理[M].北京:高等教育出版社,2006.
[8]郑伟文,吴克坚.机械原理[M].北京:高等教育出版社,1997.
[9]申永胜.机械原理教程[M].北京:清华大学出版社,1999.
