444超纯铁素体不锈钢A-TIG焊接头腐蚀性能的研究
2018-06-22霍玉双
范 宇 洪 昌 霍玉双
(山东建筑大学 材料科学与工程学院,济南 250101)
444不锈钢是一种中铬超纯铁素体不锈钢,导热系数大,线膨胀系数小,具有优良的耐点蚀、耐晶间腐蚀和耐氯化物应力腐蚀等性能,在工业生产和日常生活中应用日益广泛[1-2]。A-TIG(活性钨极惰性气体保护焊)焊是一种高效的TIG焊方法,已广泛应用于碳钢、低合金钢、钛合金、不锈钢等材料的焊接。研究A-TIG焊接头的耐蚀性能,尤其是铁素体不锈钢A-TIG焊接头的耐蚀性能具有非常重要的生产应用价值[3-4]。
1 试验材料及方法
试验用444不锈钢板尺寸为150mm×50mm×1.7mm,所选单组元活性剂分别为Cr2O3、B2O3、TiO2和SiO2。试验前用砂纸对试件表面进行打磨,并用无水乙醇进行清洗。将所选活性剂用丙酮调成糊状后均匀涂到工件表面,涂覆厚度为0.1~0.3mm,自然风干后进行焊接。采用单面焊双面成型工艺。焊接电流如表1所示,焊接电压为12V,焊接速度3mm/s,保护气体为Ar气(纯度99.9%),气体流量12L/min。规定未涂覆活性剂的常规TIG焊接头为1#试样,涂覆Cr2O3、B2O3、TiO2和SiO2的试样依次为2#、3#、4#、5#。

表1 焊接电流
2 试验结果及分析
2.1 电化学腐蚀
电化学腐蚀溶液为3.5%NaCl溶液,各接头试样电化学试验测试结果如表2所示。从表2可以看出,5#自腐蚀电位最高,3#、4#次之,1#和2#接头接近,较易发生腐蚀。从自腐蚀电流上看,除5#外,其余活性剂均使自腐蚀电流增大,3#、4#增大越明显,自腐蚀电流表征材料的腐蚀的速率。自腐蚀电流越低,材料抗腐蚀能力越强,腐蚀速率越低。由表2可知,5#接头腐蚀速率最低,腐蚀较难继续进行。
各接头试样电化学极化曲线如图1所示。由图1可知,活性剂接头的电化学腐蚀性能产生明显影响。与常规TIG接头相比,3#和4#焊接接头耐蚀性有所下降,5#接头耐蚀性有较大提高,2#接头耐蚀性变化较小。一方面,部分活性剂在焊接电弧高温下蒸发分解,抑制熔池中有益元素的蒸发分解,使接头耐蚀性提高;另一方面,活性剂的存在使熔池液态金属流动方向及效率改变,使合金元素重新分布,造成焊缝组织及晶粒大小的变化,而晶粒尺寸过大或过小耐蚀性都会下降,并且部分活性剂或活性剂分解产物进入熔池,也会对接头耐蚀性造成影响[5]。
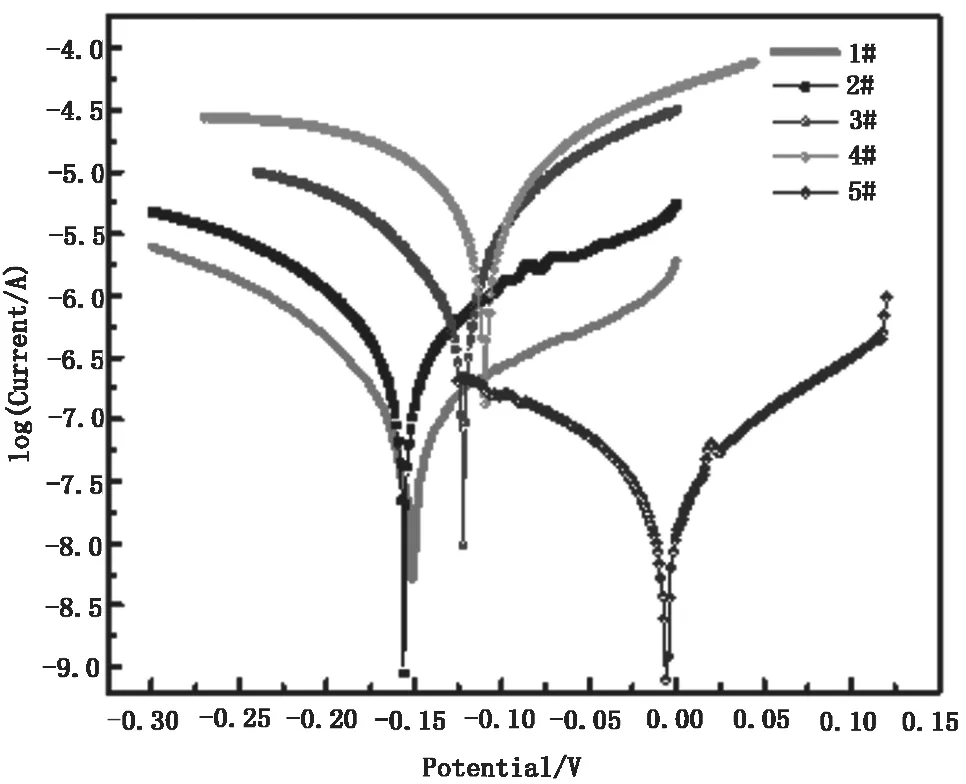
图1 在3.5% NaCl溶液中各接头极化曲线
2.2 浸泡腐蚀
制作腐蚀试样,将试样浸泡于6%FeCl3溶液中,每隔一段时间进行宏观观察并在超声波清洗后称重,试验在室温下进行。试验结果如表3所示。由表3可知,试样在试验条件下失重都在0.4g以下,说明各接头具有较强的耐蚀性,但2#和5#接头的质量损失更小,平均腐蚀率更低,具有更好的耐腐蚀效果,其中以5#耐蚀性最好。3#和4#接头平均腐蚀率变大,质量损失更多,耐蚀性降低。

表2 电化学试验结果
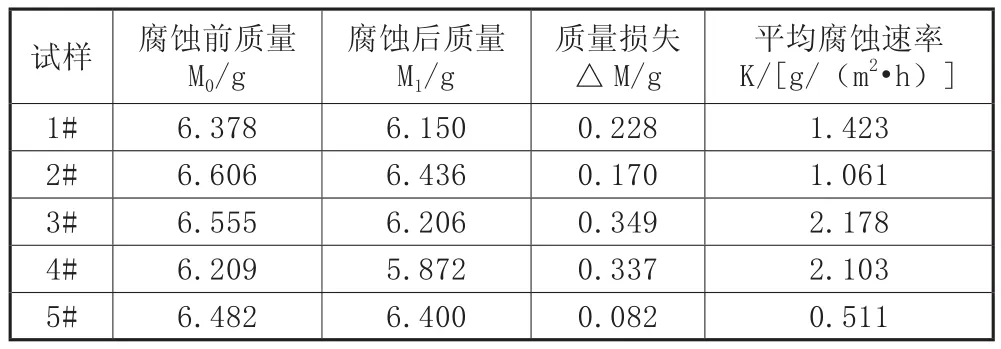
表3 各接头失重及腐蚀速率
3 结论
与常规TIG焊相比,涂覆SiO2的A-TIG焊接头在3.5%NaCl溶液中耐电化学腐蚀性能更好,而涂覆B2O3、TiO2、Cr2O3的接头耐电化学腐蚀能力下降。涂覆SiO2的接头室温下具有更好的耐FeCl3浸泡点蚀的能力,涂覆TiO2、B2O3的接头腐蚀率较高,耐蚀性较差。
[1]单亚廷.Ti、Nb微合金化超纯17wt.%Cr铁素体不锈钢凝固组织和焊接性能研究[D].北京:中国科学院研究生院,2010:7.
[2]ALIZADEH-SH M,MARASHI S P H,POURANVARI M.Resistance Spot Welding of AISI 430 Ferritic Stainless Steel:Phase Transformations and Mechanical Properties[J].Materials & Design,2014,56(56):258-563.
[3]FERRARESI V A.Ferritic Stainless Steel Welding with the A-TIG Process [J].Welding International,2010,24(8):571-578.
[4]刘黎明,张兆栋,沈勇.活性剂对镁合金TIG焊接熔深的影响[J].金属学报,2006,42(4):399-404.
[5]胡礼木,胡波,张永宏.不锈钢A-TIG焊接头的抗腐蚀性能分析[J].焊接学报,2006,27(7):34-36.
