AC2040×01750型锡林金属针布生产精梳纱实践
2018-06-12姬良伟耿元勋
姬良伟,耿元勋
(华芳修武纺织有限公司,河南 修武 454100)
0 引言
AC2040×01750型锡林金属针布齿条选用高耐磨合金钢丝,经在线高频退火、弱氧淬火和在线高频回火工艺,在针布锋利度和淬火均匀度方面进行工艺创新,确保针尖硬度的一致性和针布的梳理效果,适应清梳联高产梳棉机和高效工艺要求。
我公司在38号清梳联上试用该针布,与格拉夫针布的成纱质量相当,且能大幅降低机物料消耗,给公司带来较好的经济效益。
1 纺纱工艺流程
JWF1012型往复抓棉机→FA113型开棉机→FA028C型多仓混棉机→JWF1124型清棉机→JWF1204型高产梳棉机→FA306型预并条机→JWF1383型条并联合机→JWF1275型精梳机→FA306型并条机→JWF1312型自调匀整并条机→JWF1415型粗纱机→F1520型环锭细纱机→No.21C型自动络筒机。
2 主要技术参数及技术措施
2.1 清梳联工序
清梳联工序使用16台JWF1204型高产梳棉机。清花车头抓棉机的抓取量大,导致棉条内小杂质多,因此,清梳联工序要加强除杂、少抓勤抓,以达到充分开松、除杂和改善不匀的目的[1]。
根据所纺新疆棉特点,适当调整清花工序的工艺参数,具体见表1。
新疆棉马克隆值较大、纤维粗、所含杂质中纤维籽屑较少、杂质易除去,为减少棉纤维损伤,降低了FA113型开棉机和JWF1124型清棉机打手转速,减小了JWF1012型抓棉机刀片伸出肋条高度。但由于抓棉量较小难以满足16台梳棉机的用棉量,因此提高其行走速度进行弥补,既保证质量又做到平衡供应。
挂花易导致给棉层条痕,造成给棉不匀、生条重量不匀,因此应每天检查JWF1204型梳棉机排杂通为了解棉条中的棉结含量,我公司按照周期对该针布梳理后的AFIS棉结与格拉夫锡林金属针布梳理后的AFIS棉结进行对比,具体见表3。
表1清花工序调整前、后的工艺参数
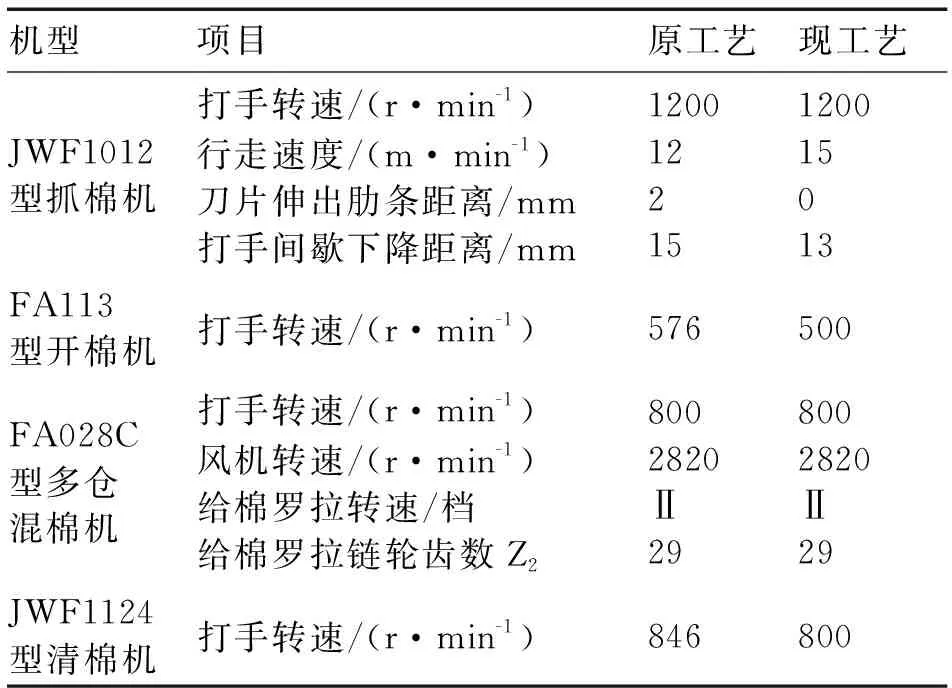
机型项目原工艺现工艺JWF1012型抓棉机打手转速/(r·min-1)行走速度/(m·min-1)刀片伸出肋条距离/mm打手间歇下降距离/mm120012215120015013FA113型开棉机打手转速/(r·min-1)576500FA028C型多仓混棉机打手转速/(r·min-1)风机转速/(r·min-1)给棉罗拉转速/档给棉罗拉链轮齿数Z28002820Ⅱ298002820Ⅱ29JWF1124型清棉机打手转速/(r·min-1)846800
道、排风管、给棉箱内是否挂花,以及梳棉机回转盖板针布内是否有嵌花及杂质,及时清理以避免造成棉网短绒增加、生条质量下降[2]。JWF1204型梳棉机主要工艺参数见表2。
表2JWF1204型梳棉机主要工艺参数

项目参数生条定量/[g·(5 m)-1]23 出条速度/(m·min-1)135锡林转速/(r·min-1)406道夫转速/(r·min-1)930道夫—锡林隔距/mm0.15锡林—刺辊隔距/mm0.18刺辊—给棉板隔距/mm1.02给棉板抬高距离/mm0锡林—大漏底隔距/mm0.25固定齿条盖板—刺辊隔距/mm0.56后固定盖板—锡林隔距/mm0.61,0.61,0.51,0.51,0.41,0.41前固定盖板—锡林隔距/mm0.30,0.30,0.28,0.28,0.25,0.25 回转盖板—锡林隔距/mm0.20,0.18,0.15,0.15,0.18除尘刀高度/mm-1除尘刀角度位置/(°)90AFIS生条棉结/(粒·g-1)≤70 注:锡林金属针布齿条型号为AC2040×01750NS;回转弹性盖板针布型号为MCHT42P;格拉夫道夫金属针布齿条型号为N-4030BX0.9;格拉夫刺辊针布型号为V.E-5010V-8。
表3AC2040×01750型锡林金属针布与格拉夫锡林金属针布试验结果对比

日期AC2040×01750型锡林金属针布格拉夫锡林金属针布AFIS棉结/(粒·g-1)籽皮棉结/(粒·g-1)短绒率(W)/%短绒率(n)/%AFIS棉结/(粒·g-1)籽皮棉结/(粒·g-1)短绒率(W)/%短绒率(n)/%2017-03-235755.316.358147.217.4 2017-03-255565.315.95845.316.8 2017-03-275405.817.06586.817.6 2017-03-284525.316.259104.715.0 2017-03-295356.520.25144.915.1 2017-03-304545.316.46725.717.3 2017-03-314395.717.14395.717.12017-04-014136.819.84136.819.82017-04-025834.814.76666.118.42017-04-034136.819.85074.815.22017-04-054305.617.16185.215.02017-04-074395.617.05655.917.42017-04-105364.614.34745.216.42017-04-184844.614.458154.814.22017-04-224645.316.44744.714.62017-05-053505.115.65555.817.32017-05-104405.816.94875.918.12017-05-194805.917.25295.316.82017-05-265016.018.04905.716.8平均47.473.375.5816.8654.266.535.6116.65
由表3可知,在近3个月试验中,与格拉夫锡林金属针布相比,AC2040×01750型锡林金属针布的AFIS 棉结减少约7 粒/g,籽皮棉结减少约3 粒/g,短绒率基本持平;在相同的配棉及试验条件下,两种金属针布的成纱质量均比整套平均值好。
2.2 精梳工序
精梳工序使用JWF1383型条并联合机与JWF1275型精梳机。FA306型预并条机出条速度为290 m/min,8根并合后牵伸倍数为1.56,隔距为3 mm×18 mm。JWF1383型条并联合机使用24根并合,车速为120 m/min,定长为220 m。为了降低精梳条质量不匀率,保证条并联合机传动部件转动灵活,减少接头与少条子的产生,条并联合机的牵伸倍数要合理掌握而不宜太大,以降低粘卷概率,提高精梳生产效率。另外,加强温湿度控制,一般相对湿度控制在50%~55%。精梳工序的主要工艺参数见表4。
精梳工序是高成纱质量的关键工序,其主要作用是进一步梳理纤维、排除梳棉生条内的短绒、提高纤维整体长度和伸直平行度,并清除部分杂质、棉结和纤维疵点。根据所纺品种的质量要求,保持棉条内较少的短绒含量才能在后道工序减少断头、提高强力。该工序应采用“多落棉,短给棉,较好梳理”的工艺原则;但落棉量增大会使生产成本增加,与降本增效的理念相冲突。在不改变原有工艺的情况下,只有优选器材专件才能达到减少纤维损伤、降低短绒、提高后道产品质量的目的。为了验证AC2040×01750型锡林金属针布的实际使用效果,笔者单独进行了成卷对比试纺,试纺结果见表5。
表4精梳工序的主要工艺参数

项目参数棉卷罗拉直径/mm51给棉罗拉棘轮齿数ZJ18前/后牵伸齿轮(A/B)齿数ZA/ZB40/33后牵伸齿轮C齿数ZC38设计落棉率/%14.5~15.5给棉长度/mm5.2并合数/根8精梳条定量/[g·(5 m)-1]23锡林—钳板隔距/mm20毛刷插入锡林深度/mm1.5顶梳高低隔距/mm0.5牵伸罗拉隔距/mm12×16顶梳角度位置/(°)24速度/(钳次·min-1)325
表5AC2040×01750型锡林金属针布与格拉夫锡林金属针布成卷质量对比
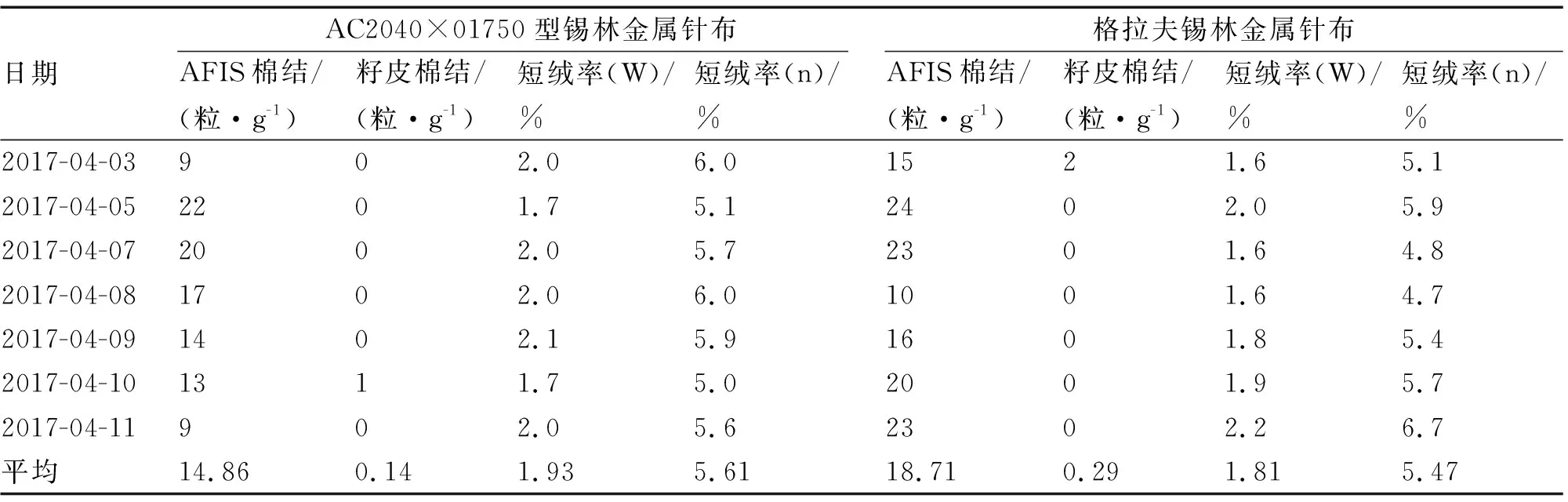
日期AC2040×01750型锡林金属针布格拉夫锡林金属针布AFIS棉结/(粒·g-1)籽皮棉结/(粒·g-1)短绒率(W)/%短绒率(n)/%AFIS棉结/(粒·g-1)籽皮棉结/(粒·g-1)短绒率(W)/%短绒率(n)/%2017-04-03902.06.01521.65.1 2017-04-052201.75.12402.05.92017-04-072002.05.72301.64.8 2017-04-081702.06.01001.64.7 2017-04-091402.15.91601.85.4 2017-04-101311.75.02001.95.7 2017-04-11902.05.62302.26.7平均14.860.141.935.6118.710.291.815.47
两种金属针布分别在31号和38号梳棉机上单独纺配棉相同生条,然后单独试纺成小卷继续在同台精梳机上进行试纺。31号精梳机4月份平均值:AFIS棉结为20 粒/g,籽皮棉结为0.70粒/g,短绒率(W)为2.00%,短绒率(n)为5.10%。对比可见,应用AC2040×01750型锡林金属针布时的AFIS棉结比31号平均值约少5粒/g,而格拉夫金属针布则约少1粒/g。在相同条件下,梳棉棉结较少对后道工序的棉结减少起到了一定的作用。
2.3 并条工序
并条工序的主要作用是并合以改善棉条的长片段不匀,并将并合后的棉条拉细,进一步提高纤维的伸直平行度,生产出成形良好的熟条,并有规律地盘放到条筒内,便于运输到后道工序。棉纤维中的弯钩纤维已经在精梳工序伸直,但纤维间的抱合力较差,应适当加压以保证握持力与牵伸力相适应,确保纤维在牵伸过程中能稳定地运动,从而提高成纱质量[3]。头并后区牵伸倍数宜适中掌握,末并后区牵伸倍数宜偏小掌握,以利于成纱条干质量的提高。为合理选择并条工序的后区牵伸倍数,对精梳条进行不同后区牵伸倍数对比试纺,结果见表6。此外,根据并条定量的变化,进行压力棒调节环试验,以实现对浮游纤维的良好控制,从而改善条干水平,试验结果见表7。
由表6和表7可见,应用AC2040×01750型锡林金属针布精梳条选用头并后区牵伸倍数为1.6,定量为22.5 g/(5 m),喇叭口为3.2 mm;二并后区牵伸倍数为1.3,定量为22.2 g/(5 m),喇叭口为3.0 mm时的条干质量较好;且两种锡林金属针布在并条工序的试纺结果相差不大。
2.4 粗纱工序
粗纱工序采用“重加压,低速度,小张力”的工艺原则。为确保细纱正常牵伸,粗纱捻系数宜偏大掌握,可保证粗纱强力、减少粗纱断头;调整粗纱张力控制粗纱伸长率,使粗纱里外排的长度差异减小。增大粗纱捻系数能有效地改善粗纱内部结构及其表面粗糙度,从而改善细纱工序的条干水平及毛羽,但由于前、后纺的机台配置已定,捻系数较大粗纱供应的细纱机台较少,导致细纱停台较多、产量较低、利润较少,因此,需通过提高粗纱定量平衡生产供应。不同锡林金属针布产熟条在不同粗纱定量条件下的对比结果见表8。
表6不同精梳条不同后区牵伸倍数条干质量对比

精梳条AC2040×01750型锡林金属针布格拉夫锡林金属针布头并后区牵伸倍数乌斯特条干CV/%萨式条干CV/%1.73.109.121.62.949.991.52.818.801.73.129.501.63.009.751.52.848.76二并后区牵伸倍数乌斯特条干CV/%萨式条干CV/%1.52.506.101.42.457.001.32.326.501.52.417.001.42.607.201.32.606.70
表7不同精梳条不同压力棒调节环的条干质量对比
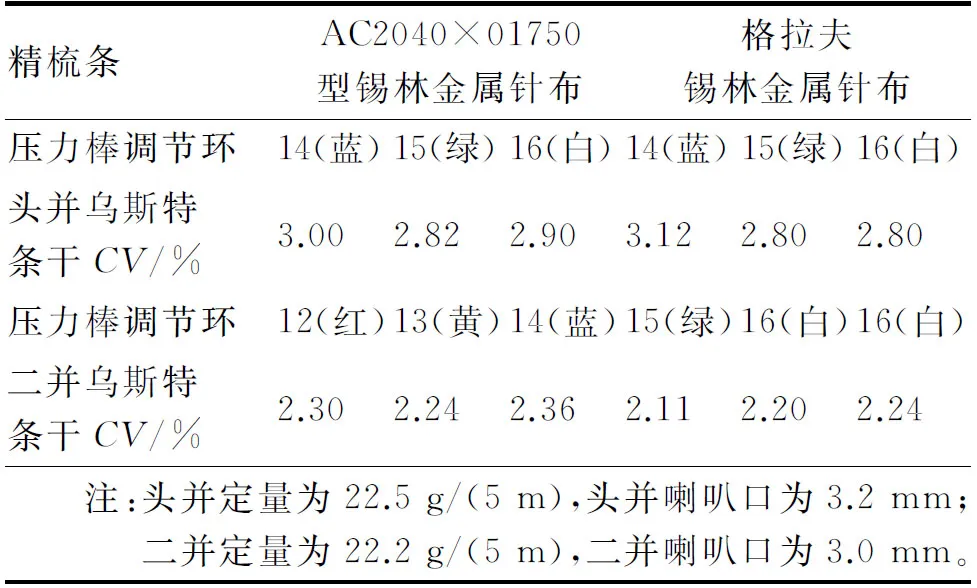
精梳条AC2040×01750型锡林金属针布格拉夫锡林金属针布压力棒调节环14(蓝)15(绿)16(白)14(蓝)15(绿)16(白)头并乌斯特条干CV/%3.002.822.903.122.802.80 压力棒调节环12(红)13(黄)14(蓝)15(绿)16(白)16(白)二并乌斯特条干CV/%2.302.242.362.112.202.24 注:头并定量为22.5 g/(5 m),头并喇叭口为3.2 mm;二并定量为22.2 g/(5 m),二并喇叭口为3.0 mm。
由表8可知,对于AC2040×01750型锡林金属针布产熟条而言,当粗纱定量为5.5 g/(10 m)、捻系数为130时,粗纱条干较好,但为了平衡供应、减少停台,我公司选用粗纱定量为6.0 g/(10 m),捻系数为126的工艺参数,以提高细纱开台率和企业的经济效益。
表8不同粗纱定量下的条干指标对比

项目AC2040×01750型锡林金属针布格拉夫锡林金属针布熟条粗纱定量/[g·(10 m)-1]5.56.05.56.0总牵伸倍数8.157.478.157.47粗纱捻系数130125130125条干变异系数3.683.823.773.73 注:钳口隔距为6 mm;后区牵伸倍数为1.25;锭翼转速为1050 r/min;罗拉隔距为7.5 mm×22 mm×30 mm。
2.5 细纱工序
细纱机的主要作用是将粗纱进一步牵伸使纤维伸直平行,给经过牵伸后的须条加上适当的捻度,使之成为具有一定强力的细纱,最终卷绕成具有一定大小和形状的管纱。其中,吊锭质量、罗拉隔距、胶圈张力、胶辊压力、钢丝圈质量、温湿度等都是影响成纱指标的关键因素,因此必须进行优化,从而提高成纱条干均匀度[4]。
纺精梳CJ 14.58 tex DK纱,F1520型环锭细纱机采用三罗拉长短胶圈牵伸、弹簧加压,配套PG1-4254型钢领、金井EM6/0型钢丝圈、D4211F型锭子,前、中、后罗拉加压分别为160 N/双锭、120 N/双锭、130 N/双锭,上、下胶圈直径分别为37.00 mm、83.00 mm,前胶辊前冲量为3 mm,钢丝圈清洁器隔距为2 mm,隔距块为2.5 mm,粗纱定量为6.0 g/(10 m),细纱罗拉隔距为18 mm×30 mm,后区牵伸倍数为1.21,前区牵伸倍数为36.59时,成纱条干差,粗、细节较多。
细纱机下胶圈张力簧使用5 a后,弹性张力有所下降,易导致上、下胶圈间摩擦力减小、纤维控制力减弱、短细节和短粗节增多,因此,需将下胶圈张力架孔调后一个使用,且将上胶圈直径由37.00 mm改为36.75 mm后,+140%棉结和+35%粗节减少了约20个/km,成纱质量水平提高。AC2040×01750型锡林金属针布和格拉夫锡林金属针布所纺粗纱进行同锭细纱试纺,成纱质量指标分别见表9和表10。
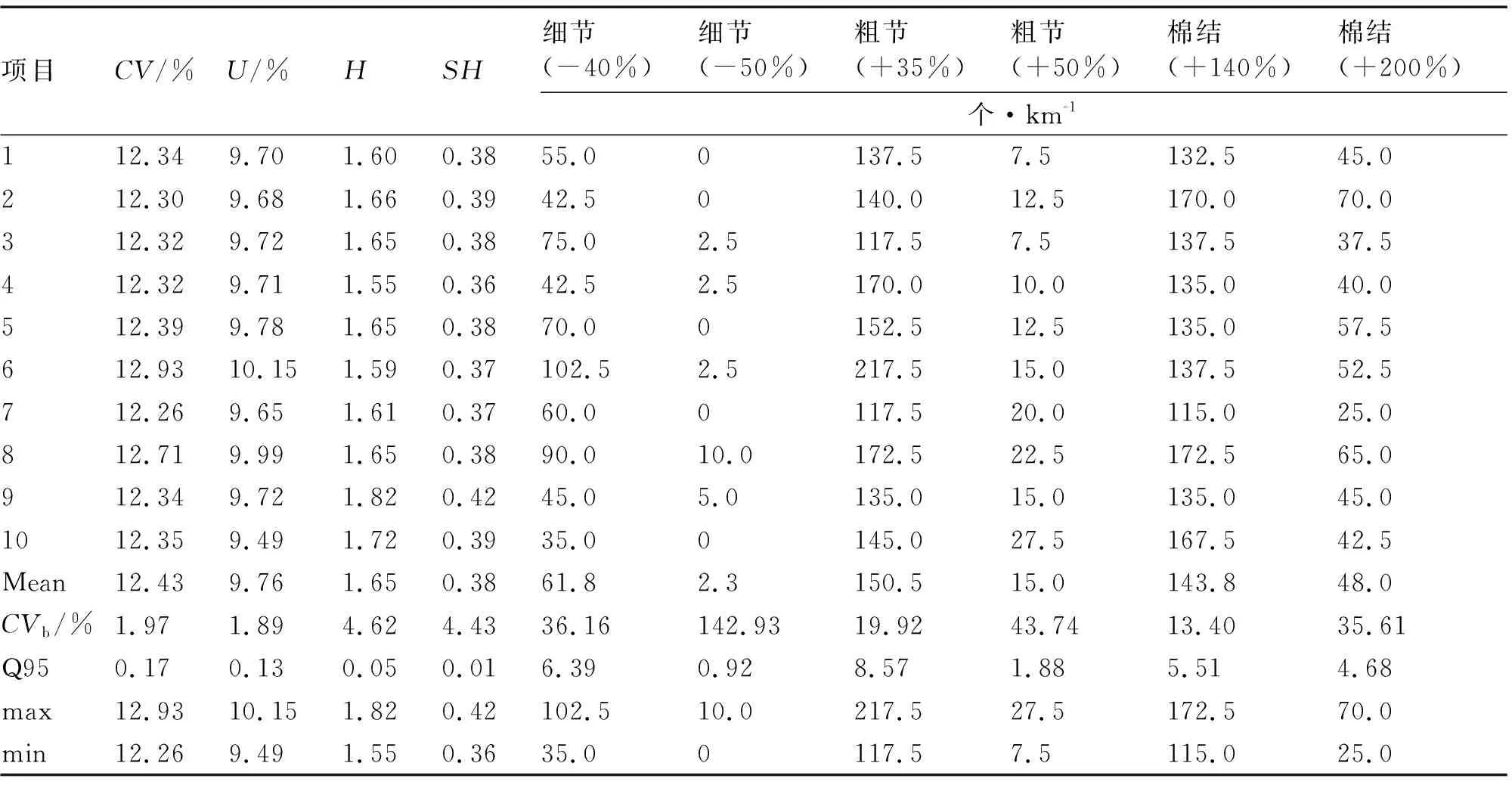
表9应用AC2040×01750型锡林金属针布的成纱指标

项目CV/%U/%HSH细节(-40%)细节(-50%)粗节(+35%)粗节(+50%)棉结(+140%)棉结(+200%)个·km-1112.239.601.600.3732.50152.57.5155.035.0212.179.581.680.3940.00130.012.5147.532.5312.256.631.710.3957.50135.012.5152.567.5412.529.830.35057.52.5180.027.5147.545.0512.649.960.170.4085.02.5152.510.0160.050.0612.8910.081.640.3877.52.5195.032.5172.562.5712.209.641.620.3742.52.5115.012.5135.035.0812.519.891.640.3762.50140.020.0120.042.5912.339.711.840.4262.50165.017.5137.540.01011.969.431.680.3827.50107.57.592.517.5Mean12.379.741.540.3554.51.0147.316.0142.042.8CVb/%2.192.0427.5435.3834.45129.118.7352.7015.9234.26Q950.190.140.300.095.370.377.892.416.454.19max12.8910.081.840.4285.02.5195.032.5172.067.5min11.969.430.17027.50107.57.592.517.5
分析表9和表10可知,应用AC2040×01750型锡林金属针布的成纱条干改善约0.6%,-40%细节减少约8个/km,-50%细节减少约1个/km,棉结减少约7个/km;两种锡林金属针布成纱强力相差不大,但强力不匀和3 mm毛羽指标有所改善,见表11。
2.6 络筒工序
络筒工序主要功能是把纱线从筒管上退绕下来,通过空气捻接器将管纱纱线的首尾相连后卷绕成筒子纱,并在此过程中清除飞花疵点、不良接头和单股纱等。为保证筒子成形良好、手感富有弹性,应适当控制络筒张力以防张力过大磨断纱线影响织造加工;同时,保持通道光洁,防止毛羽增多。我公司使用日本村田公司的No.21C型自动络筒机,配用洛菲电清,合理设定捻接器和电子清纱器参数,有针对性地切除有害疵点,具体见表12。
表10应用格拉夫锡林金属针布的成纱指标
项目CV/%U/%HSH细节(-40%)细节(-50%)粗节(+35%)粗节(+50%)棉结(+140%)棉结(+200%)个·km-1112.349.701.600.3855.00137.57.5132.545.0212.309.681.660.3942.50140.012.5170.070.0312.329.721.650.3875.02.5117.57.5137.537.5412.329.711.550.3642.52.5170.010.0135.040.0512.399.781.650.3870.00152.512.5135.057.5612.9310.151.590.37102.52.5217.515.0137.552.5712.269.651.610.3760.00117.520.0115.025.0812.719.991.650.3890.010.0172.522.5172.565.0912.349.721.820.4245.05.0135.015.0135.045.01012.359.491.720.3935.00145.027.5167.542.5Mean12.439.761.650.3861.82.3150.515.0143.848.0 CVb/%1.971.894.624.4336.16142.9319.9243.7413.4035.61Q950.170.130.050.016.390.928.571.885.514.68max12.9310.151.820.42102.510.0217.527.5172.570.0min12.269.491.550.3635.00117.57.5115.025.0
表11两种锡林金属针布成纱强力指标对比
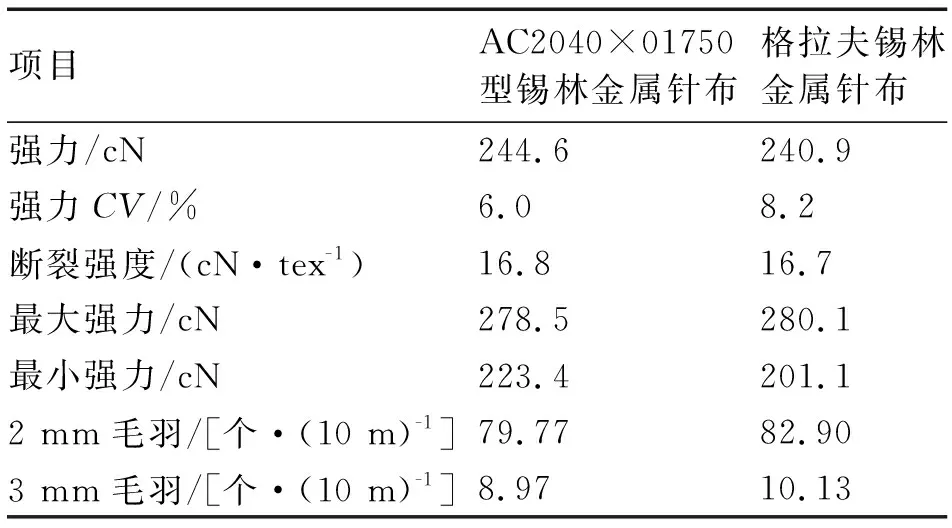
项目AC2040×01750型锡林金属针布格拉夫锡林金属针布强力/cN244.6240.9强力CV/%6.08.2断裂强度/(cN·tex-1)16.816.7最大强力/cN278.5280.1最小强力/cN223.4201.12 mm毛羽/[个·(10 m)-1]79.7782.903 mm毛羽/[个·(10 m)-1]8.9710.13
表12络筒工序工艺参数
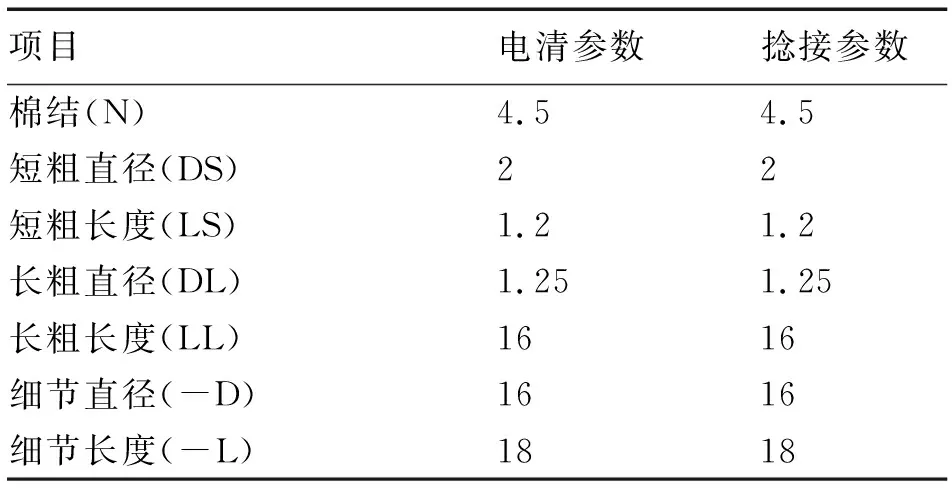
项目电清参数捻接参数棉结(N)4.54.5短粗直径(DS)22短粗长度(LS)1.21.2长粗直径(DL)1.251.25长粗长度(LL)1616细节直径(-D)1616细节长度(-L)1818
工艺调整后,自动络筒机的机械效率约为85%,生产效率达80%以上。由于自络的主要功能是成形卷绕,对改善成纱质量作用很小,所以两种锡林金属针布的对比在络筒工序无差别。
3 结语
使用AC2040×01750型锡林金属针布后,梳棉工序、并条工序、粗纱工序和细纱工序的纱线质量均有所改善。该针布与格拉夫锡林金属针布相比,在价格和成纱质量方面有一定优势,在梳棉工序近3个月的使用过程中,同条件下AFIS棉结指标均比其他锡林金属针布少10个/km,且比较稳定;同时后纺的成纱指标也有所提高。
