厚规格结构钢冷却工艺与机械性能相关性研究
2018-06-11供稿张冰
供稿|张冰 /
本钢2300 mm热连轧机组是本钢优化产品结构、提高经济效益的关键项目,是本钢引进集成、自主创新的生产线。机组投产以来,已经累计轧制出各类钢种200多个,规格多达2000个以上。主要供冷轧用热轧原料和热轧商品卷。热轧商品卷主要包括普通碳素结构钢、低合金高强结构钢、高强及管线钢系列、汽车结构用钢、出口结构钢等,这些都是需要严格按照标准进行性能检验的钢种。生产过程中发现一部分结构钢,特别是较厚规格结构钢性能经常出现较大的波动,并由此造成降级或转单等损失的产生。其中以普碳类最为明显,如Q235B、Q345系列,以及汽车结构用钢等。为了找到生产工艺方面可能存在的问题,找到解决方案,减少或避免损失,从而提高2300 mm机组产品的合格率,对普碳结构钢性能进行了研究、测试及改进。
产品性能不合格问题
随着2300 mm机组投产并进入稳定生产阶段,所承担的品种钢的种类更加繁多,品种钢产量所占比例也更大,质量控制难度也相应提高,性能波动增大,产品的机械性能检验平均合格率只有96.50%。其中,影响较大的是较厚规格,而总产量中9.5 mm以上厚规格所占比例达31.06%。由于钢板较厚,钢板内部与表面的温差较大、钢板本体的淬透性差等原因,导致温度控制命中率(温度检测值达到温度控制目标的比例)的提高难度很大,是造成温度控制指标波动较大的主要原因之一,温度控制成为厚规格所有热轧线的难点。
性能不合格批次较多的钢种集中在厚规格低合金高强结构钢上,主要钢种为7.5 mm以上厚规格的Q345A和Q345B,不合格的性能指标为屈服强度和延伸率。9个月累计因性能不合格造成降级和改判的批次中,厚规格Q345性能不合格批次占比达51%。当因合同规定集中生产厚规格的Q345B时,轧制量增大,出现了连续20个批次的产品初检和复检均不合格的情况,使问题凸显出来。分析这些不合格批次的温度控制,发现多个批次温度控制良好但性能检验仍然不合格(见图1),并造成多个批次降级和转单。
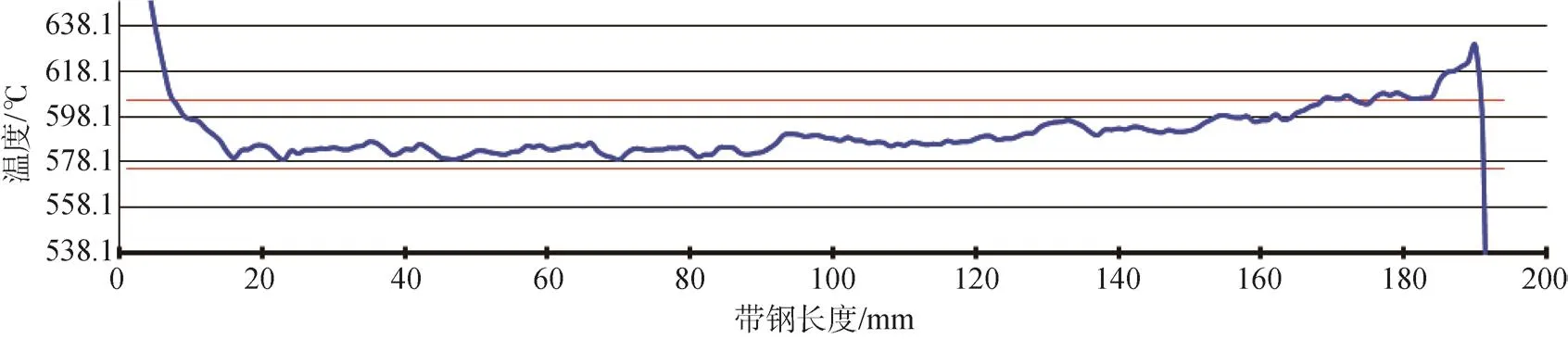
图1 卷取温度控制实例
统计数据显示了两年内Q345系列钢种累计不合格批次的情况,共有488个批次性能检验不合格,主要指标如下图2所示。不合格批次中,屈服强度不合格批次占比最大。特别是随着Q345B订单量逐渐增大,其屈服强度的波动也逐渐增多。以2011年1—8月份技术攻关时期为例,Q345B的轧制总量约为161068 t,共117批性能检验不合格,其中54个批次屈服强度不合格,占总不合格批次的46.15%。并且随着钢种产量的增加,屈服强度不合格批次占比有逐渐增大的趋势。

图2 Q345系列钢种累计性能不合格情况
同时,还发现大量厚规格(10 mm以上)车轮用钢BG420CL性能检验不合格的问题,不合格性能指标主要为延伸率,集中在12和14 mm两个规格上,并频繁出现,因此将车轮钢BG420CL延伸率检验不合格的问题同时列入技术攻关范围内。由上述两个钢种性能不合格造成的损失共计1511 t,占当年全年损失总量的33.5%,见表1。
原因分析
2300 mm热连轧机组带钢冷却系统由SMS设计并提供关键设备,采用国内合作制造的方式建设。该系统由20组冷却集管构成,其中前18组为普通层冷,19~20组为加密的精冷组,用于卷取温度的反馈控制。系统总流量为63000 m3/h(见图3)。
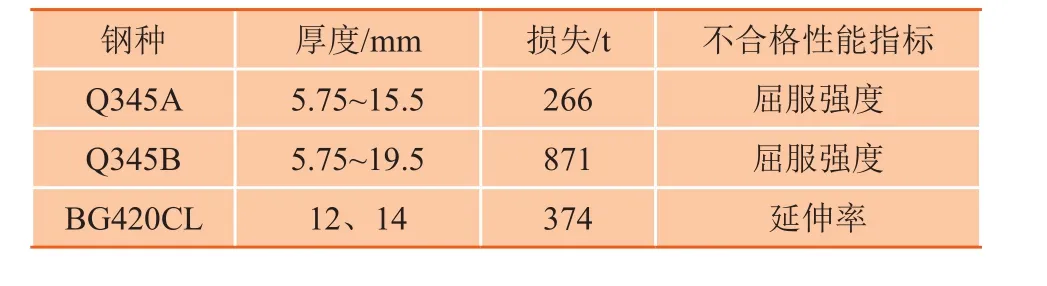
表1 Q345和BG420CL性能不合格造成的损失情况
2300 mm机组层流冷却设备分为二部分:主冷却区、精调区,其中:1~18组为主冷却区,19~20组为精调区。主冷却区上喷与下喷每组集管流量之比SMSS设计为1∶1.22,即1~18组上排流量:92 m3/h,下排流量:112.5 m3/h。以表2中设备为基础,构成了卷取温度控制系统。其主要功能有预设定温度计算、前馈修正计算、反馈控制计算和自学习功能,还包括使用超快冷设备的分段冷却控制功能。
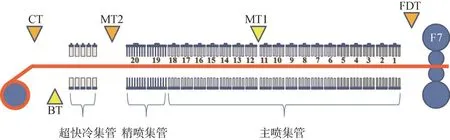
图3 2300 mm机组层流配置

表2 层冷高温计的布置
为了研发高级别管线钢、快速进入高端管线钢市场,需要理想的冷却速率,以保证高级别管线钢产品高强度的性能要求,将原来的层流冷却1~5组总计20根集管的水流量进行了调整。加大了主冷却区1~5组的水流量,加大后的上、下排喷水流量均为设定流量的1.6倍左右,即1~5组上排流量为147 m3/h,下排流量为180 m3/h。调整之后,整个带钢冷却系统的流量配置情况如表3示。

表3 层冷各类集管流量
由于1~5组冷却集管的流量调整较大,为避免由于冷却过大对其他普通钢种造成不利影响,设备改造后,除管线钢外,其余钢种的冷却均从第6组层冷喷水集管开始投入使用,这就使得除管线外的其他钢种在轧出F7机架后,先经过大约22.5 m的空冷,然后再进行喷水冷却至目标卷取温度。
Q345B模型控制中,与其他非管线钢一样,带钢的冷却是采用F7出口后第6组层流冷却段开始投入,并且较厚规格均投入热尾功能(带钢尾部冷却水提前关闭,使尾部温度高于带钢带身温度,即为热尾),以补偿尾部温度的下降。
此外,为了降低该类钢种生产成本,Q345系列钢种的Mn含量下调了0.05%,强化成分含量的降低,使热轧工艺过程中性能的控制窗口变窄,必须通过更加有效和准确的冷却控制保证工艺温度的实现,补偿由于强化成分含量的降低导致的强度降低。这一点,从多个批次屈服强度检验结果的平均值就可以看出,检验的屈服强度平均为340 MPa(标准强度≥345 MPa)。
考虑上述实际生产过程控制情况,认为带钢强度下降的原因是带钢轧制完成后先经过大约20 m的空冷,而未立即进行喷水冷却。同时,通过带钢微观组织结构检验,可以看到较大的晶粒尺寸(图4),这是由于带钢完成轧制后在2~3 s的缓冷中晶粒在较高温度下有机会长大,导致带钢强度下降。

图4 显微组织
改进措施
通过对比前期Q345系列性能检验结果,对应温度控制情况以及形成的微观组织结构进行分析,得出了改进方案:取消热尾,避免热尾波动产生额外的影响因素;增加层冷喷水组数,增大冷却速率;采用层冷第二组开始投入的方式;同时为了防止由于前五组过大的水量而造成过冷,采用集管间喷的模式投入。
根据钢种工艺要求,厚度8.0 mm以下的Q345B采用间隔冷却的层冷喷水模式,即冷却集管隔管喷水;厚度8.0 mm以上的Q345B采用前部连续喷水模式。同时为了防止由于前五组过大的水量而造成过冷,采用集管间喷的模式。结合同规格9.5、13.5以及15.5 mm进行了实验(见图5)。图5中“竖线”表示该集管喷水;“圆圈”表示该集管投入但未喷水(根据温度反馈自动调整的);“×”表示该集管阀门损坏且关闭;“横线”表示不投入,即不在喷水模式内。

图5 技术攻关后Q345B的层流喷水模式
此外,由于采用了集管间隔喷水的冷却方式,使卷取温度控制波动较大,如整体温度偏低等,但并未造成强度偏高、延伸率偏低的影响。先后实验的20卷钢,其屈服强度、抗拉强度以及延伸率指标平均值分别达到377 MPa、530 MPa和26%(标准值为345 MPa、470 MPa和18%),效果理想。之后对7.5 mm以上规格Q345A/B钢种均采用相同的冷却模式。固定冷却模式后的16 d内7.5 mm以上厚度的Q345A/B累计生产了1445块,39595 t,共取样381个批次,全部合格。随后,将该喷水冷却控制模式扩展到了厚度5.0 mm以上的Q345系列钢种上,并且控制过程和性能检验结果都非常稳定。
同时,对改善后的组织进行了检验分析,发现晶粒尺寸明显变小,这是强度指标提升的主要原因(见图6)。
图4和图6是调整冷却模式前后相同厚度带钢的晶粒尺寸及组织结构,对比两图可以看出,经过20 m空冷之后再进行水冷的模式控制下的带钢晶粒尺寸明显较大并且带状较严重,而出精轧机架F7后(即完成轧制后)立即水冷的带钢晶粒尺寸非常细小并且带状细微。
参考Q345系列钢种冷却模式调整经验,对厚度规格在10 mm以上的BG420CL车轮钢进行了卷取温度及类似的冷却模式的调整和测试,延伸率平均值达到29.6%(标准值26%),扩大并稳定了延伸率余量,且屈服强度和抗拉强度方面没有出现下降,二者的平均值分别为358 MPa和450 MPa(钢种强度标准分别为290 MPa和410 MPa)。工艺调整后,再未出现性能不合格导致的BG420CL的降级和改判。
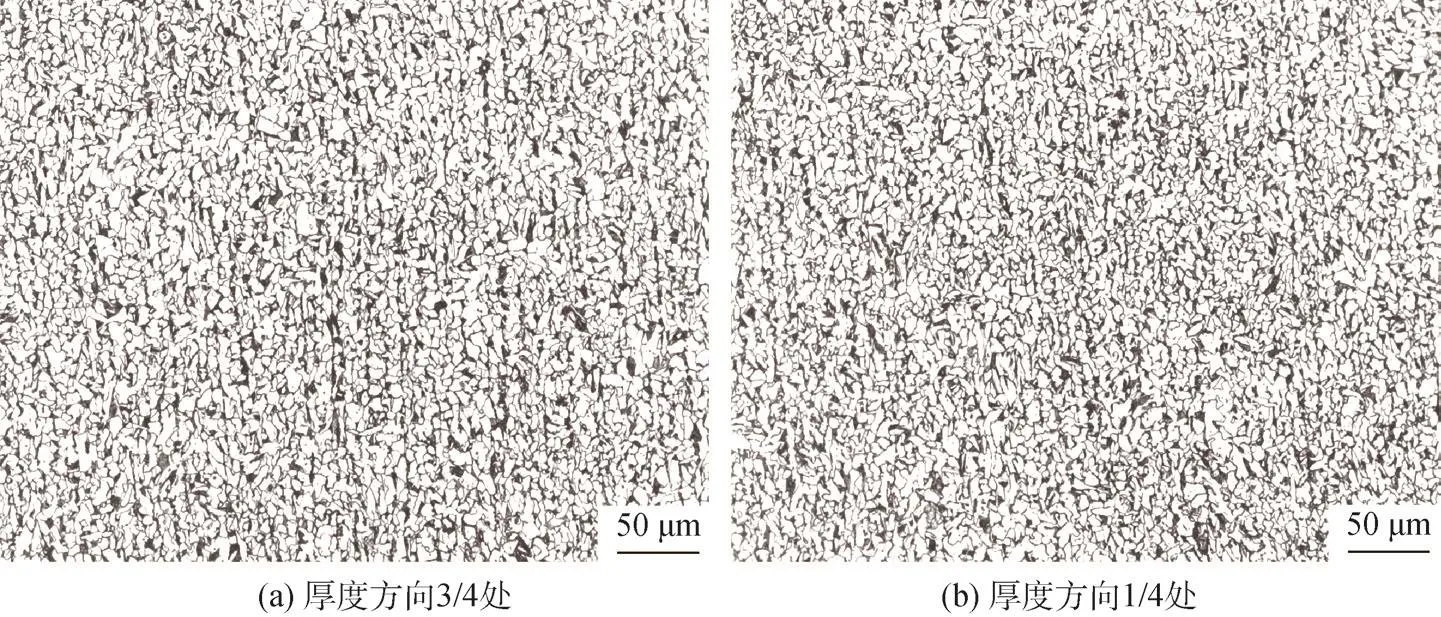
图6 显微组织
结束语
通过对厚规格Q345A/B和车轮用钢BG420CL采用新的带钢冷却控制模式,适当调整工艺中卷取温度目标值等措施,解决了钢种性能波动问题降低了性能问题造成的损失。攻关的规格钢种性能检验结果稳定、检验合格率提高。
此外,根据攻关经验,增加了喷水模式形式,将改进后的大流量层冷前五组集管按照不同喷水需求组成不同的模式,编写进模型表中,使原来的三种冷却模式扩展到了目前的八种,可用于不同需求的钢种和规格的卷取温度控制当中。喷水模式应用的灵活化,使卷取温度控制和产品性能检验结果更加的稳定,大幅度降低了损失,提高了产品质量,增强了企业市场竞争力。
[1] 王国栋. 现代热轧带钢生产技术(3)——自由程序轧制技术. 轧钢,1990(1):61
[2] 刘相华,王国栋. 热轧带钢新技术的发展. 钢铁研究,2000(5):1
[3] 蔡晓辉,龚彩军,王国栋. 中厚板加速冷却的控制策略// 中国金属学会第七届轧钢年会论文集. 北京,2002
[4] 叶晓瑜,左军,张开华. 热轧超快冷技术发展概况及应用探讨//全国轧钢生产技术会议. 赤峰,2010
作者简介:张冰(1971—),女,辽宁人,本钢板材技术研究院汽车板表面技术研究所研究员,副高级工程师。1993年毕业于东北大学金属压力加工专业,主要从事轧钢工艺、汽车表面板表面技术研究工作。获2010年中国金属学会论文集一等奖。参与或主持多个科技项目,获得省、市级科技进步奖。E-mail:zhangbing215@126.com。