铸态下具有-40℃冲击韧性的QT500-7AL齿轮箱熔炼工艺研究
2018-06-08王晓颖郭振峰
李 泽,王晓颖,郭振峰,洪 宇
(中车大连机车车辆有限公司,辽宁大连 116021)
近几年,随着我国轨道交通业的快速发展,各类电力机车在行驶地域上也随之扩大,我国地域辽阔,纬度跨度很大,北方寒冷地区冬季的极端温度可达到-40℃以下,同时由于机车运行速度的不断升级,基于安全考虑,对电力机车用球墨铸铁件的力学性能(特别是低温冲击韧性)的要求亦越来越高。
HXD3C型交流传动电力机车是我国铁路线上的主力机型,其关键的走行部分驱动装置齿轮箱体铸件的材质由QT500-7升级为QT500-7AL,根据最新版《交流传动电力机车用球铁齿轮箱技术条件》的规定,该铸件不仅要求保证该牌号的强度和硬度,同时要兼具较高的伸长率和-40℃低温冲击韧性。目前国内生产低温冲击韧性球铁件主要为GB/T1348-2009中QT350-22AL和QT400-18AL两种牌号,强度低,且全部采用高温石墨化退火,会造成薄壁铸件变形,生产周期和成本的增加,无法满足要求。
中车大连公司通过立项攻关研制一种铸态下具有-40℃冲击韧性QT500-7AL齿轮箱的熔炼工艺,填补国内在此类球铁件生产上的技术空白。
1 主要技术难点
1.1 温度对冲击韧性的影响
随着温度降低,球墨铸铁逐渐发生由韧性向脆性的转变,低温冲击韧性变差。至今为止,各国标准中对QT500-7A的球墨铸铁件均无低温冲击要求,现要求QT500-7A球铁件具有-40℃冲击功,这与球墨铸铁的冲击韧性随温度降低而下降的趋势相悖,故技术难度较大。
1.2 强度与韧塑性的制约关系
球墨铸铁的抗拉强度与低温冲击功一定范围内存在相互制约关系,例如QT400-18AL抗拉强度要求仅为≥380MPa(见表1)。要求QT500-7AL在-40℃的冲击功值不小于4J,伸长率达到8%时,其常温抗拉强度仍达到500 MPa难度较大[1]。
1.3 冷却速度与金相组织
金相组织对于球墨铸铁的低温冲击韧性具有决定性作用,而冷却速度是影响球铁件铸态金相组织的重要因素。由于原材料、工装、设备、人员操作水平、甚至气温等外在因素的波动,实际生产中对于冷却速度的精确且稳定的控制难度较大。
2 基本原理
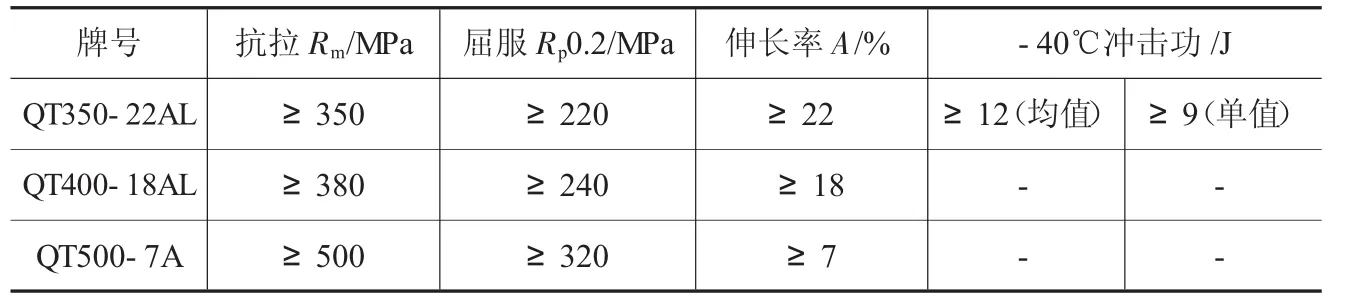
表1 GB/T1348-2009规定的各牌号附铸试块机械性能
球墨铸铁的化学成分、球化率和石墨球数、冷却速度等是影响低温冲击韧性的主要因素。
(1)碳含量高,孕育处理好,石墨球数多对球墨铸铁的低温冲击韧性是有利的。特别是当温度低至零下40℃时,一定范围内若石墨球数增加,低温冲击韧性也会随之增加。
(2)硅强烈影响脆性转变温度,因此对于具有冲击韧性要求的铸件硅含量应尽可能低,但随硅含量的降低,抗拉强度和屈服强度也随着下降[2]。
(3)实际生产中,可用适量铜来强化铁素体球墨铸铁,但要严格控制含量,因为铜会提高球墨铸铁脆性转变温度,使冲击值下降。
(4)镍对石墨组织的影响较小,主要对基体产生影响,在低镍合金铸铁中由于珠光体数量的增加,珠光体的细化以及珠光体中的铁素体的强化,铸铁的强度性能可得到显著地提高。对于低温冲击韧性,加Ni可扩大奥氏体区,使更多的残余奥氏体组织保留到室温以下,因此加镍可以改善球铁的低温冲击韧性。
(5)球墨铸铁在奥氏体化后不同冷却速度形成的基体组织不同。在各类基体组织中铁素体冲击韧度最好。
依据以上原理,我公司铸造车间通过铁水化学成分的优化和球化孕育处理过程的控制等方面,进行HXD3C齿轮箱的生产试验。

表2 TJW065-2015规定的附铸试块机械性能

图1 HXD3C齿轮箱铸件三维图
3 试验方案制定及实施
3.1 研究对象
HXD3C齿轮箱体是HXD3C型电力机车驱动装置的重要组成部分,其材质为QT500-7AL,上箱体单重170kg,下箱体单重200kg(见图1)。根据TJW065-2015《交流传动机车球墨铸铁齿轮箱体暂行技术条件》规定,其各项机械性能均提出很高要求(见表2)。
3.2 化学成分设计
根据研究的基本原理,铁液的化学成分设计是项目成功的关键控制点,特别是硅的含量及铜镍等合金元素的含量。为此,本公司特别制定了以下7种方案分别逐步进行工艺试验。
3.3 铁水球化孕育处理
石墨形态、石墨球数、基体组织取决于铁水的球化孕育处理水平。在HXD3C齿轮箱的生产中本公司采用敞口包夹层覆盖冲入法和多次孕育的孕育处理技术(见表4),保证了较高的球化率。
3.4 附铸试块的位置设计
HXD3C铸型采用自硬树脂砂造型,通过使用MAGMA软件对各方案凝固过程温度场的模拟,选定试块位置,保证其与铸件冷却条件相近,内部质量较好。
4 附铸试块的检测及分析

表3 化学成分设计方案 ωB/%

表4 孕育处理方案
试生产后将每种方案的附铸试块直接在铸态下按相应标准进行了力学性能和金相组织检测,检测结果如表5所示。
由表5可知:(1)在硅含量不变的情况下,Cu+Ni的合金组合能够保证足够的强度,但是冲击韧性相对较低,大部分≤4J,不能满足技术要求;(2)合金元素单纯采用Ni进行合金化后,冲击韧性明显提升,大部分可达6~8J,但是当Ni含量<1.2%时,其抗拉强度均<500MPa;(3)适当降低Si含量,可试-40℃低温冲击得以提升。
力学性能检测结果较理想的方案④~⑦的金相组织如图2所示。

表5 附铸试块的检测结果
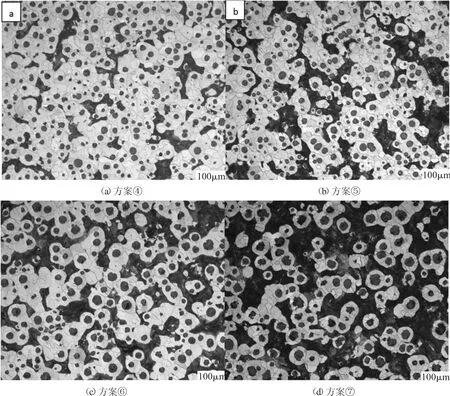
图2 铸态试样的金相组织
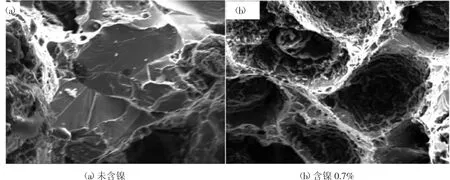
图3 铸态试样的断口形貌
由图2所知,良好的孕育保证了足够的石墨球数(>180个/mm2),镍的加入量对铸态试样组织中石墨球的形貌改变影响不显著,只是随着加入量增加珠光体含量提高,可达45%左右。而镍的加入对于低温冲击韧性的影响是显著的。图3所示为未加Ni和加Ni0.7%的铁铸态试样的冲击断口形貌。
由图3可知,不加镍铸态试样断口中石墨球周围并没有韧窝结构出现,断裂沿着特定的晶体界面发生脆性断裂;而加镍的铸态试样在石墨球剥落形成的空洞周围,有近似于“撕裂棱”的结构相互联结成网状,且分布有大小不一的韧窝结构。因此低温冲击韧性较好。
根据以上结论,我们采用方案⑦进行了小批量的HXD3C齿轮箱的生产,以验证该方案的稳定性和可行性,其铸态下附铸试块的检测结果如表6所示。
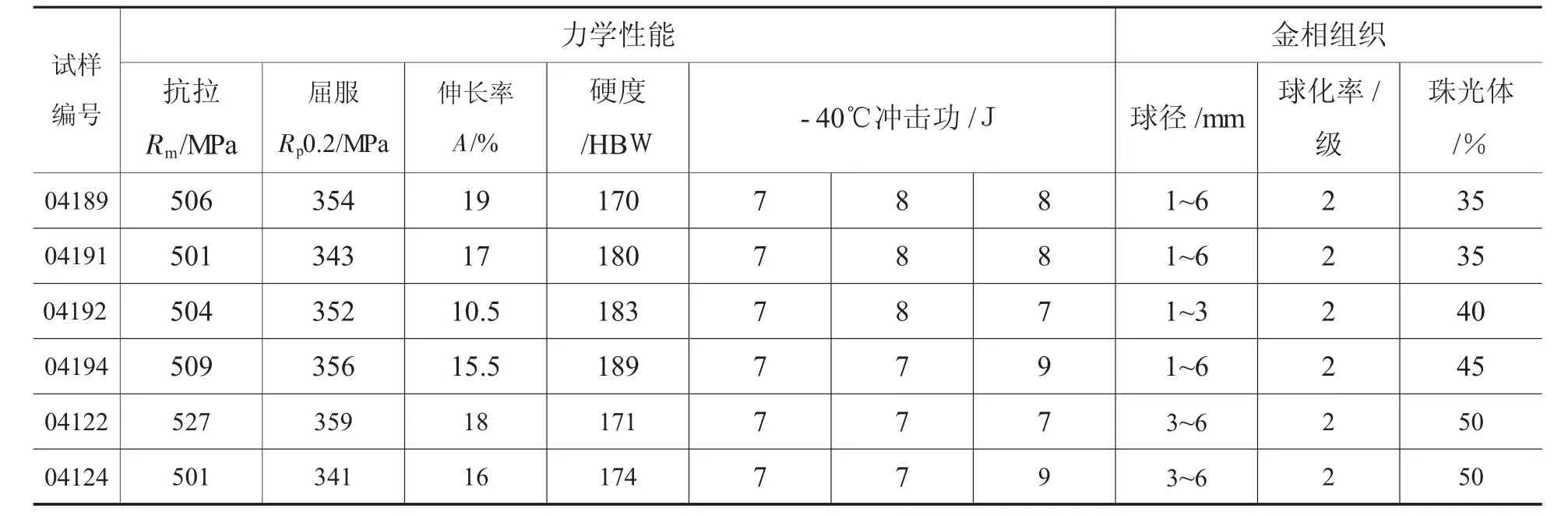
表6 附铸试块的力学性能和金相组织
由表6可知,采用方案⑦生产的HXD3C齿轮箱,附铸试块的强度、伸长率以及冲击值均数值稳定,抗拉强度均在500~530MPa,伸长率达10%~19%,-40℃低温冲击功在7~9J,各项指标均符合材料规范。
5 结论
(1)3.80%~3.85%C,1.8%~1.9%Si,0.10%~0.15%Mn,≤0.035%P,≤0.02%S,1.2%~1.3%Ni是超低温冲击韧性QT500-7AL球墨铸铁齿轮箱化学成分的适宜范围,实际铸件生产中需要配合优选的主炉料和合理的炉料配比及先进的球化孕育处理技术形成完整的熔炼工艺。
(2)本公司生产的QT500-7AL球墨铸铁齿轮箱与GB/T1348-2009中规定的该牌号铸件相比,具有-40℃低温冲击韧性,其附铸试块抗拉强度保持500~530MPa,伸长率达10%~20%的同时冲击值可达到7~9J,各项性能指标完全符合《交流传动电力机车用球铁齿轮箱技术条件》的最新规定。
(3)本公司生产的QT500-7AL球墨铸铁齿轮箱及其试块均不需热处理,各项理化检测结果均是铸态下所得。从而大大缩短了工艺流程,避免了热处理过程和高温后表面清理的能源和人工投入,有效节约了生产成本。
[1] 马敬仲,丁建中,尤其光,等.超低温高韧性球墨铸铁QT400-18AL 的研究及应用[J].铸造,2012,61(8):858-864.
[2] 陶令桓,铸造手册 铸铁[M].北京:机械工业出版社,2000.