多工位自动生产线实验装置设计*
2018-06-04陈尔冲赵法杰吴利芳李小萌王兴亮韩皓阳
陈尔冲,赵法杰,张 瑞,吴利芳,李小萌,王兴亮,韩皓阳
(1.哈尔滨理工大学 荣成学院 ,山东 荣成 264300;2.北京铁路电气化学校,北京 102202)
0 引言
伴随着人力成本的提高,生产自动化进程也在加速推进,作为高校自动控制类专业的学生更应主动适应这种趋势,加强能力锻炼。本文设计的多工位自动生产线实验装置包括送壳、下料、热封、夹取产品与视觉检测五部分,整个运转过程在无人干预的情况下自动完成。各工位可独立编程,然后再整体协调运行,可进行电机协调控制、温度PID控制、视觉检测等多种实验。多工位自动生产线实验装置具有结构简洁、成本低、便于维修等优点。在大学生创新创业训练项目的帮助下完成了实体样机的制作,实践证明该实验平台开拓了学生的思路,锻炼了学生的实际动手能力。
1 试验平台总体设计
本文设计的实验装置以包装果冻为假想应用,该装置由送壳、下料、热封、夹取产品、图像检测五部分组成。其第一工位为输送外壳,由步进电机带动圆盘进行转动;第二工位为输送内料,由装有不同爪的舵机控制每次的进料数量与进料速率;第三工位为封装产品,由具有一定温度的电热板下压热封膜;第四工位为夹取成品,由简易机械手夹取成品,然后进行图像检测。
图1为多工位自动生产线实验装置示意图,其工作流程如下:
(1) 进壳工位工作流程:进壳工位人工上件,对应进壳工位的传感器(位于圆盘下面的检测架上)检测到工件并发出检测信号;控制系统接收到检测信号后发出指令,控制步进电机转动;当圆盘旋转90°后,步进电机停止转动,这时进壳工位的工件跟随圆盘旋转到进料工位;之后控制进壳工位的舵机工作,将工件通过导轨放置到进壳工位中。

图1 多工位自动生产线实验装置示意图
(2) 进料工位工作流程:圆盘携带工件从进壳工位旋转到进料工位后,对应的传感器检测到工件,发出检测信号。控制系统接收到检测信号后发出指令,控制进料工位的舵机工作,将物料通过导轨放置到进料工位的工件中。
(3) 热封工位工作流程:圆盘携带工件从进料工位旋转到热封工位后,对应的传感器检测到工件,发出检测信号;控制系统接收到检测信号后发出指令,通过继电器使换向阀通电;换向阀通电后,热封工位气缸通气,气缸头向下移动,电热板跟随气缸头向下移动;在气缸头移动到极限位置时,电热板与工件接触开始进行热封工作(电热板与工件之间有热封膜);在接触4 s之后,控制系统发出指令,通过继电器使换向阀断电,此时气缸头向上移动,电热板跟随气缸头向上移动。
(4) 夹取工位工作流程:圆盘携带工件从热封工位旋转到夹取工位后,圆盘下面对应的传感器检测到工件,控制系统接收到检测信号后发出指令,继电器控制换向阀通电,夹取工位气缸头向下移动,此时夹取装置跟随气缸头向下移动(夹取装置由两个带有机械爪的舵机组成),当气缸移动到极限位置时,控制系统发出信号控制夹取装置夹取工件,之后控制系统发出指令,通过继电器使换向阀断电,换向阀断电,夹取装置跟随气缸头向上移动,当气缸移动到极限位置时,控制系统发出信号控制夹取装置松开工件。
2 控制系统设计
实验平台是一个微型转盘式流水生产线,由核心控制器、接近开关、限位开关、舵机以及步进电机和直流电机组成的驱动系统搭建而成。系统硬件具有良好的适应性和扩展性,可适应Arduino、单片机、PLC等控制核心单独或者配合完成控制的需求。该实验平台作为一个微型生产线,能够为各类控制器提供伺服机构,并执行各种加工动作。我们将每个不同功能的部分设计成为工位,这样可以使每个工位都相对独立。该实验平台以圆盘旋转的形式,配合气动实现进壳、填料、封装、装箱的工作,进而实现流水作业。工作人员只需进行填料的工作,当原料短缺时,实验平台会自动停止工作。控制系统结构框图如图2所示。

图2 控制系统结构框图
3 图像检测程序
在流水线末端是检测工位,利用图像处理技术对包装内的目标颜色进行识别,目标分白色和黑色,推荐使用的图像处理流程如图3所示,使用者可以了解图像处理的基本过程和基础算法的应用。

图3 图像处理的基本流程
不同颜色的目标处理结果如图4和图5所示。处理结果是通过最后图片中球的白色像素点的个数来判别的。
4 结论
本文设计的多工位自动生产线实验装置如图6所示,包括送壳、下料、热封、夹取产品与视觉检测五部分,通过Arduino对各工位进行控制。本装置可以锻炼工科学生实际动手操作的能力,形成系统协调控制的思想,有利于将来适应市场的需要。该平台成本低,实用性强,实验由浅入深,适合于教学实践。
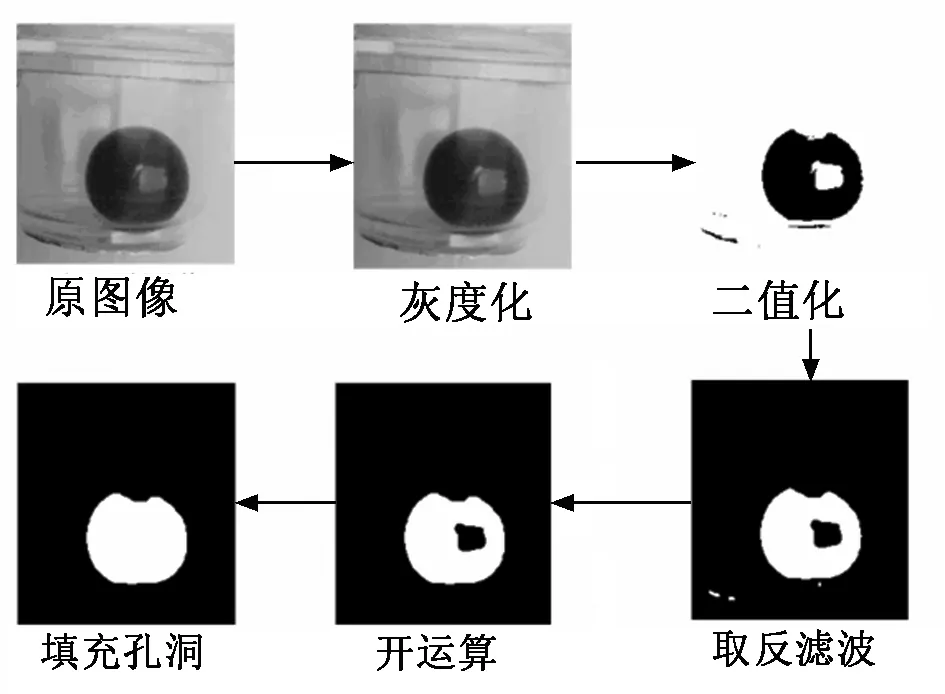
图4 黑色球处理过程

图5 白色球处理过程

图6 多工位自动生产线实验装置实物图
参考文献:
[1] 张礼勇,于桂贤,林海军,等.基于TMS320F2812的多轴运动控制系统研究[J].哈尔滨理工大学学报,2010,15(3):107-110,114.
[2] 蔡睿妍.Arduino的原理及应用[J].电子设计工程,2012,20(16):161-163.
[3] 王义文,屈冠彤,付鹏强,等.基于机器视觉的光栅表面缺陷检测系统[J].光电工程,2016,43(9):14-19.
[4] 王芳,刘岩,邵俊鹏.多传感器数据融合技术及其应用[J].哈尔滨理工大学学报,2001(1):81-84.
[5] 张中然.大幅面自动拼图机的研制[D].哈尔滨:哈尔滨理工大学,2011:17-27.
[6] 周丽娟,柳池,郝瑛.图像边界自动跟踪的边缘提取算法[J].哈尔滨理工大学学报,1997,2(5):50-53.
