CLECIM铝箔轧机异常断带故障查找及分析
2018-06-03陈春杭
陈春杭
(厦门厦顺铝箔有限公司,福建厦门 361006)
1 CLECIM铝箔轧机概述
本公司的粗轧机是由法国CLECIM公司生产的,是ϕ260/ϕ720--1700四重不可逆铝箔轧机,其电气配套公司为法国的阿尔斯通公司,于1997年调试结束投入生产。轧机配有7个与轧制工艺有关的闭环控制系统,即速度、张力、压力、辊缝、喷液、弯辊及倾斜控制环。轧机可工作于四个工作方式,即轧制、穿带、维护、换辊或等待,操作手可根据需要,在主操台进行切换。轧机的控制系统由DDC、PLC、DS21、TPS、测厚系统、MCC、低压配电等系统组成,其中DDC是上位机,与其他控制系统通过光纤通讯与以太网通讯相连接[1],系统结构如图1。
DDC系统的全称为Direct Data Control System,DDC是整个控制系统的上位机(MASTER),负责总的协调及通信处理,通讯方式有光纤通讯与以太网通信。DDC系统的操作系统是iRMX的,这是由Intel公司开发的一种操作系统,主要用在工业控制系统。DDC系统的功能包括:板卷预设、轧机的启动与停止、速度控制、张力控制、卷径计算等。
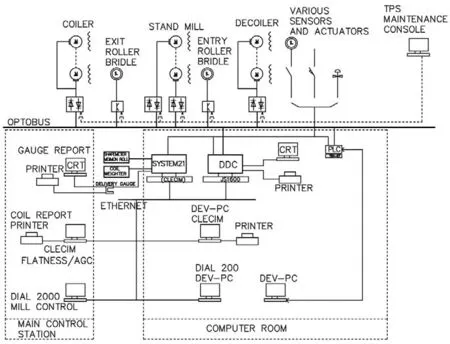
图1 系统结构
PLC系统是由法国施耐德公司提供的,该系统采用PL7-3软件,该软件的最大优点是允许使用三种语言编写程序(GRAFCET、Ladder和Literal语言),Grafcet是一种高级的图表,用于自动的顺序控制,例如换辊程序与自动上料或卸料;Ladder是逻辑语言,用于逻辑控制,也就是梯形图;Literal则是一种文字描述语言,用于算术操作和数据操作[2]。
DS21系统,是由Davy公司提供的,主要负责铝箔轧制时的工艺控制,主要功能有自动板形控制与自动厚度控制。
TPS系统的全称为Thyristor Power Supply,也就是可控硅电源系统[3],用于控制开卷机、机架、卷取机的直流电机,开卷机、机架、卷取机的直流电机都有两台,两台电机通过联轴器串联在一起,测速用的脉冲发生器装在后面那台直流电机的轴上。
MCC系统的全称为Motor Control Centre,也就是马达控制中心,用于控制现场的交流电机,如高压泵电机、中压泵电机、冷却泵电机、过滤泵电机、稀油泵电机等。
测厚系统是用于测量出口铝箔的厚度,将测到的厚度送到DS21系统进行自动厚度控制。
低压配电主要是给各控制系统配电,如AC380V、AC220V、AC110V、DC24V等。
2 现象描述
当粗轧机开卷机卷径到900 mm以下时,容易出现断带,起初只发生在坯料道次,且时有时无(有时一批料不会出现一次),后来逐渐频繁,而且发展到2、3道次也会出现,发生断带时的开卷卷径也逐渐变大,1 200 mm卷径时也会出现。断带发生时,观察不到轧机运行参数和电机运行参数的任何变化,每次只有1个由DDC(Master)发出来的“断带”报警信息。
3 解决过程
由于没有任何明显迹象,无法确定问题所在,所以只能采用排除的方法进行解决。排除项目简述如下:
(1)检查更换铝箔断带检测传感器并检查其线路,排除因自动检测回路引起误断带信号,而使断箔刀误动作造成的断带;检查断箔刀手动按钮,排除因手动按钮引起断箔刀误动作造成的断带;
(2)检查工作辊、支承辊直径(包括轧制线)以及其他轧制参数,排除操作参数输入错误的因素;
(3)检查机体内部,排除机械刮擦因素;
(4)检查开卷机电机间的联轴器,排除开卷机联轴器的可能因素;
(5)检查驱动部分所有电流、电压波形,排除驱动部分状态不好引起断带的可能;
(6)监控驱动部分电机电流、电压、速度的变化情况,排除驱动控制不稳定因素;
(7)监控开卷机电机在弱磁状态下的情况,排除在开卷机电机弱磁点不正常引起断带的可能;
(8)检查测厚仪,排除因测厚仪不准,导致铝箔突然变薄引起的断带;
(9)监测轧辊位置数据变化情况,排除位置环控制异常的可能;
(10)检查带尾窜层情况,排除来料松卷的可能;
(11)检查坯料性能,排除坯料问题;
(12)重新启动所有系统,排除因控制程序或控制参数变化引起断带的因素;
(13)检查所有电机的电枢回路、励磁回路的接线[4]及其脉冲发生器的接线,检查紧固驱动部分控制系统接线以及接触器接点,排除因驱动系统线路触不良引起的断带;
(14)检查所有传动部分联轴器及减速箱;
(15)检查开、卷取机转动惯量补偿,排除动态补偿方面的因素;
(16)先后更换轧制力及负弯辊力控制伺服阀,排除因伺服阀引起的轧制力或弯辊力波动的可能因素;
(17)先后更换DDC A/D转换板以及模拟接口板,DS21系统D/A转换板及接口板,排除因电路板引起的张力控制问题造成的断带;
(18)更换卷取机脉冲发生器,检查其波形,排除卷取机两个脉冲发生器状态不好的可能性[5];
(19)更换开卷机脉冲发生器,检查其波形,以便排除开卷脉冲发生器状态不好引起断带的可能性。但在更换开卷机脉冲发生器时,发现脉冲发生器与连接轴之间,配合不够紧密,有打滑丢速的可能,经过验证,这里就是问题的关键所在。
4 开卷电机脉冲发生器连接松动的原因
脉冲发生器(如图2)安装时,要用到尼龙轴套和卡箍(如图3),这些都是配套的。

图2 脉冲发生器
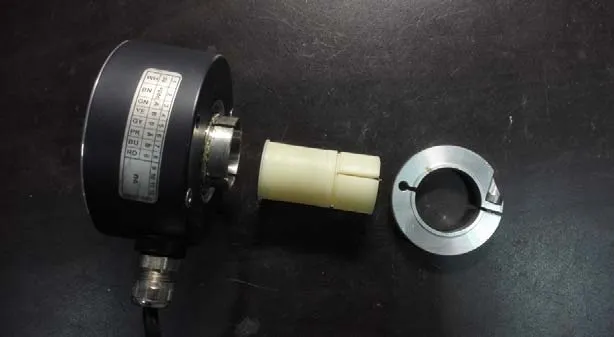
图3 脉冲发生器的尼龙轴套与卡箍
2000年以前买的脉冲发生器,尼龙轴套内径稍小,轴套厚度稍厚,与脉冲发生器的连接轴之间配合紧密,很容易用卡箍紧固,而之后买的脉冲发生器,轴套内径稍大,轴套厚度偏薄,与脉冲发生器的连接轴之间配合较松,即使卡箍紧到位,也很难卡死,当受到电机高速冲击时,脉冲发生器就有可能产生打滑丢速的现象。所以以前更换脉冲发生器时,都仍用旧的轴套,后来旧的轴套用完了就开始使用新轴套。该脉冲发生器大约使用了有半年的时间,刚开始不会有问题,但时间久了就会出现打滑丢速的现象。
5 带尾断带的原因分析
开卷机、卷取机速度调节器[6](在TPS驱动系统中)在张力状态时,都工作在饱和状态(如图4速度调节器所示),电机电流的大小由DDC(Master)给出的电流基准值(CURRENT REF)来限制。图中01模块为PI(比例积分)调节器构成的速度调节器,02为电流限幅模块,其输出SAT为饱和数值,03和04组成饱和度监测程序,它会产生一个速度调节器是否工作在饱和状态的逻辑信号,并传输给DDC(Master)。
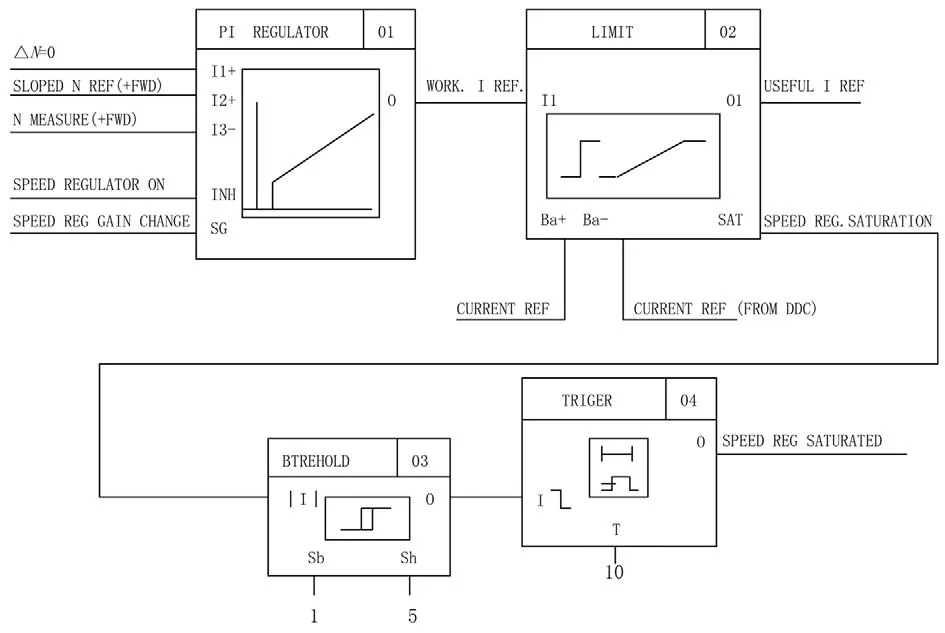
图4 速度调节器
速度调节器工作状态主要取决于其3个输入(其中△N始终为0,大部分设计为张力状态下投入一个适当的负值),只要3个输入的代数和不为0,速度调节器肯定为饱和状态。对开卷机来说,正常情况下,速度基准SLOPED N REF(来自DDC)值比较小,速度反馈N MEA⁃SURE值比较大(被动转动),速度调节器工作在负的饱和状态,但当开卷侧断带或开卷机电机脉冲发生器异常丢速时,都会出现SLOPED N REF>N MEASURE的情况,此时速度调节器会退出饱和状态,通过03模块就会发出速度调节器不饱和状态的逻辑信号(1→0),经04模块的短暂延时(40 ms)后传输给DDC(Master)。
当DDC(Master)接到速度调节器不饱和状态的逻辑信号后,经过逻辑运算会发出一个“断带”信号,当“断带”信号一经发出,轧机就会出现快速停车、测厚仪关闭、前后张力开环(不受控制)等一连串的响应,原有的张力平衡被打破,即使并没有真的发生断带,也往往会造成断带(此时即使没有断箔刀,也照样会被拉断,只是有断箔刀会更安全)。
6 结论
开卷机电机脉冲发生器与连接轴之间配合不够紧密,当开卷卷径逐渐变小时,开卷速度会越来越快,转速快到一定程度时脉冲发生器出现了打滑丢速现象,致使开卷电机速度调节器退出饱和状态,从而使DDC(Master)系统误发出“断带”信号,“断带”信号发出后,轧机原有的张力平衡状态被打破,最终导致断带。更换脉冲发生器的轴套,并加工一批尼龙轴套以做备用。
[1]吴兴勇.实用网络技术[M].北京:中国农业大学出版社,2015.
[2]彭利标,徐耀生,王芯.可编程控制器原理及应用[M].西安:西安电子科技大学出版社,1999.
[3]马雯梅.电工手册[M].上海:上海科学技术出版社,1993.
[4](塞尔维亚)乌克塞维克.余龙海,刘光军,廖育武译.电机[M].北京:机械工业出版社,2015.
[5]叶瑰昀.自动控制元件[M].哈尔滨:哈尔滨工程大学出版社,2002.
[6]任志斌.电动机的DSP控制技术与实践[M].北京:中国电力出版社,2012.