影响三轴数控机床加工精度的因素研究
2018-06-03张艺锋
张艺锋
(河源理工学校,广东河源 517000)
数控机床是一种装有程序控制系统的自动化机床,在机械制造业中有着广泛的应用。但影响数控机床加工精度的因素有很多,若要保障其的加工精度,我们需要进行科学的研究,采取有效的措施避免加工精度受到影响。基于此,本文就影响三轴数控机床加工精度的因素进行了研究,相信对有关方面的需要能有一定的帮助。
1 分析多体系统的理论与齐次坐标的变换情况
1.1 概述多体系统理论运用于三轴数控机床方面的情况
通常情况下,多体系统属于复杂机械的系统中通过完整抽象的方式而进行有效描述,在当前的实际运用中,已经成为研究复杂的机械系统中最为常用的模式。因此,可以通过系统中的多个体合理编号的方式而抽象出对应的图行表达,进而可以更好地满足个体位置关系的要求,进而可以更好地形成良好的结果[1],即拓扑结构。
在研究中,通过建立X、Y和Z的数控机床,可以通过两条不同的分支结构而构建出拓扑结构,即:工件分支以及刀具分支[2]。
结合拓扑结构可知,两条分支存在误差,即在工件分支中:床身中的1—2;而刀具分支中:床身中的3—4—5属于分支结构。
1.2 结合齐次坐标的变换理论分析其实际的应用情况
在齐次坐标中[J],其实质就是把原本n维向量运用一个+1的维向量进行表示[3]。如,在二维点的(x,y)中,运用齐次坐就可以将其表示:(nx,ny,n)。所以,此时就可以得到一个齐次向量,而不是唯一的,在齐次坐标中,n可以取不同值,但都可以表示为同一个点。如齐次的坐标是(16,8,2)和(8,4,1),都能够将其表示成一个二维点,即(8,4)。
在坐标系中o1和o2之间有对应的变化情况,坐标系中o1是沿x轴的方面移动至δx,而在沿y轴的方面移动则是δy,而在沿z轴的移动方面则是δz,通过平移之后,在坐标系中就可以通过x、y以及z轴的角度进行旋转而得到角度分别是εx、εy和εz。在坐标系中,o2坐标系o1的换矩阵如下:

结合上式可知,Tx、Ty和Tz代表的是指坐标系中o2至坐标系o1移动变换情况;而Rx、Ry和Rz则分别代表的是指坐标系中o2坐至标系o1中旋转的坐标变换情况。
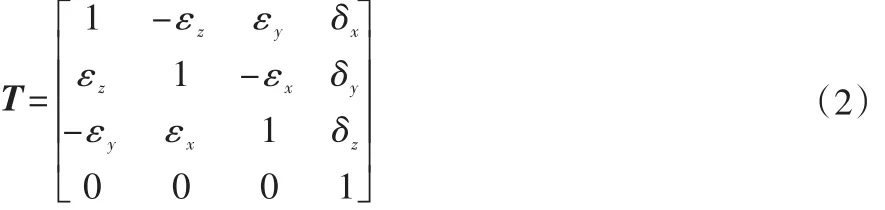
如果位移与旋转角度小的情况下,cosε≈1以及sinε≈ε则只可以保留一个阶量,同时通过简化就可以得到如下的式子:
2 结合XYZ型的数控机床分析影响因素
对于数控机床在加工精度方面所产生的影响有许多的因素[4],例如装配过程中出现误差、而且运行中也可能出现误差、热误差以及换刀误差等都是重要的影响因素。
2.1 分析数控机床在装配方面的影响因素
分别通过X、Y和Z型的数控机床方面,将床身、横梁、x轴的溜板、y轴的溜板、z轴的溜板和主轴通过如下的方式对其中坐标系进行分析(刀具与工件中选取参考的坐标系则需要根据加工的具体情况进行分析)。
(1)机床的床身可以通过建立参考坐标系而进行分析,分别将x、y和z的溜板、主轴、工作台、刀具、横梁和工件而建立坐标系。
(2)在建立x、y和z的溜板中,坐标系中的x、y以及z轴的方向可以与床身底座而进行参考,并保持和坐标系x、y和z轴的方面是一致的。
(3)在建立x、y和z的溜板中,工作台、主轴、横梁、刀具、底座和工件坐标系都是和坐标的原点是不重合的。
(4)在x、y和z溜板中,工作台、主轴、横梁、刀具和工件中可以取对应的点而装配,并控制好对应的误差计算。
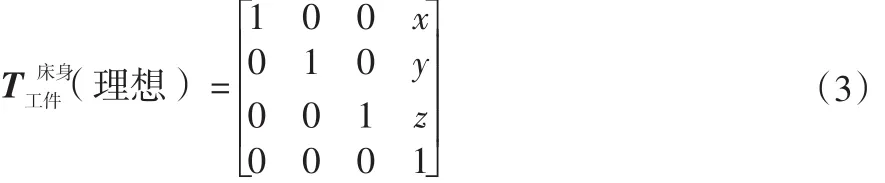
经过上述分析,工件误差的分支理论变换的矩阵如下:
但是由于实际装配误差的存在会得到工件误差分支的实际变换矩阵为:

在式子中:
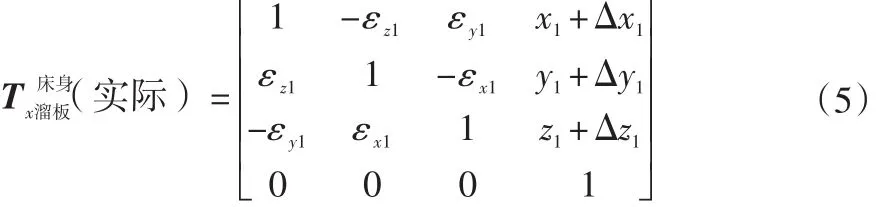

在式子中可以将x、y和z分别运用在指代相应的部件,并给予参考位置点,其理论的坐标差值是;而Δx、Δy和Δz中是其相邻的部件参考点,其移动的误差差值分别如下;εx、εy和εz分别指代的是旋转误差的差值。
通过上述理论可知,刀具误差的分支情况就可以转变为实际的变换矩阵[4],如下所示:
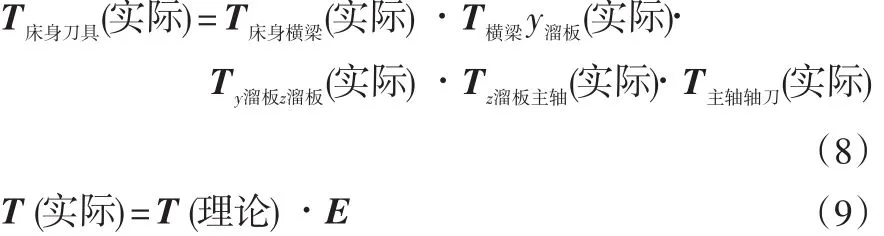
在式子中,E代表的是综合误差的矩阵。

因为这个计算十分复杂,所以在实际的计算过程中将工件的分支以及刀具分支中所存在装配误差的矩阵可以将其表达为如下的式子[5],如(11)与(12)。
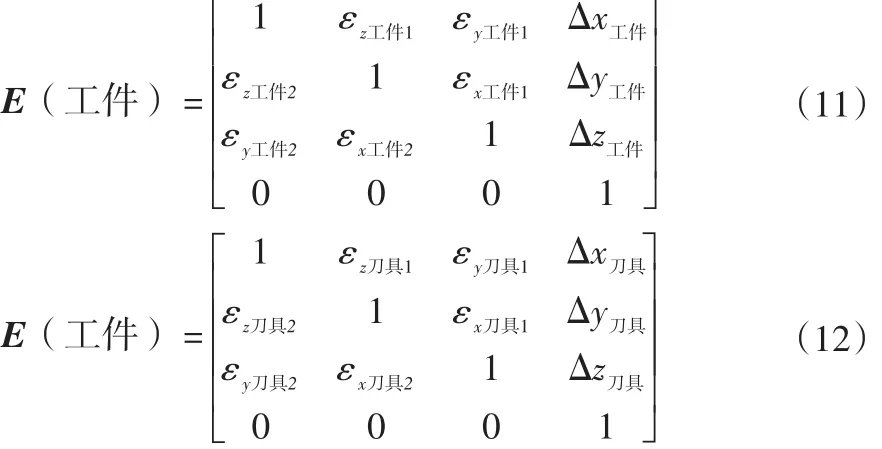
通过上述装配的误差做出如下的定义:

在式子中:⊕的代表将矩阵中所包含的字母通过对应项的进行相加,其中的常数项不会发生相加的改变。
经过上述分析,工件误差的分支理论变换的矩阵如下[6]:

通过实际的工作加工的过程可知,刀具实际的切削点以及理论的位置都会发生对应偏移的情况,而在这种情况下,刀具的坐标系T就会出现对应的改变,而在工件坐标系中的W坐标就可以通过矩阵转换成如下的式子:

通过进一步的详细分析可知:

通过小误差的理论可知,将综合的误差矩阵EMT可以表示如下形式:
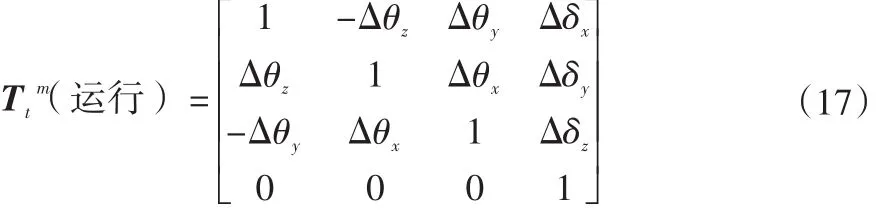
在式中可知:Δδx、Δδy、Δδz是刀具坐标系中的相对工件坐标系位置所存在的误差[7]:Δθx、Δθy、Δθz可以作为刀具坐标系中的相对工件坐标系误差。
把不同的运动链放置在对应坐标变换矩阵中,通过代入后得到Δθz和 Δδy、Δθx、 Δθz表达式。
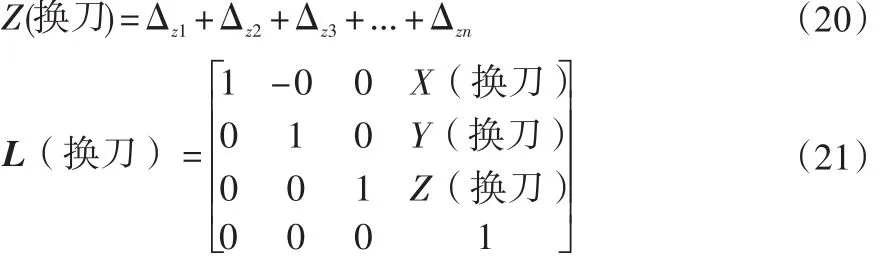
在加工中,数控机床的换刀次数和具体加工工件的情况都有一定的关系,所以,其假设对应的数控机床中换刀的次数是n。而为了方便计算,就可以取一个合理参考的坐标系,而后就分析其换刀一次之后的刀尖理想的位置与实际的位置之间存在的偏差[8]。假设 Δx1、 Δx2、Δx3、…、Δxn全部换刀后,而x方向中所出现的偏差就会不同,而下标字母则分别代表的是换刀次数;Δy1、Δy2、Δy3、…、Δyn,在换刀之后,y的方向偏差也会变化,而下标字母所代表的换刀次数分别是;Δz1、Δx2、Δx3、…、Δzn,在换刀之后z的方向也会发生偏差,而下标字母所代表的是换刀次数。
最终,换刀n次之后,x轴的方向偏移量是:

而在换刀n次之后,此时y轴的方向偏移量是:

而在换刀n次之后,此时z轴的方向偏移量是:
2.2 分析数控机床中温度的影响因素
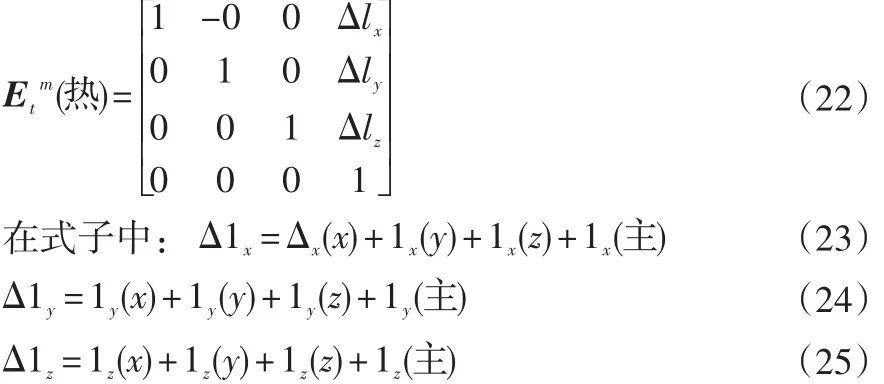
在加工中,数控机床通过加工时的温度升高,不考虑几何的误差,还可以产生其他的热误差。因此,当溜板从某一轴的方面运动时,此时的热转动就会出现较小的误差,此时可以忽略不计,只考虑其热漂移的误差情况。
在数控机床中,通过溜板中的x、y和z轴,某一轴的运动产生三个不一样的方向热漂移误差,详细情况如下:
(1)溜板在x轴中移动,热漂移的误差是:1x(x)、1y(x)、1z(x)。
(2)溜板在y轴中移动,热漂移的误差是:1x(y)、1y(y)、1z(y)。
(3)溜板在z轴中移动,热漂移的误差是1x(z)、1y(z)、1z(z)。
下标的字母:x、y和z分别代表的是热漂移误差发生的方向,而括号内中字母则代表的是溜板移动的方向。
在这里考虑主轴3个热漂移的误差,记成:1x(主)、1y(主)、1z(主)。
工件分支:其中床身是—1—2;而刀具分支是:床身—3—4—5。
而工件地分支:图形1主要代表的是x溜板,而图形2中,代表的是安装x溜板中的被加工的工件。
而刀具分支中,图像3则代表的是y溜板,而图形4则代表的是z溜板,而图形5中代表的是刀具。
通过数控机床在运行中的误差分析可知,方法相同的情况下,综合热误差的矩阵ETM(热)可以表示为如下方式:
3 结束语
通过上述分析可知,数控机床可以凭借的自身优点而在机械制造业发展过程中得到十分广泛应用。然而,在日常工作中,知道数控机床中有许多影响的因素,进而导致在加工精度方面也受到较大的干扰。所以,为了可以更好地保障数控机床过程中精度。此外,通过研究其中的影响因素,进而采取措施有效避免发生误差,促进我国的数控机床得到良好的发展。
[1]李志鹏.数控机床加工的工艺参数优化与选择[J].现代制造技术与装备,2017(06):96-97.
[2]苏显峰.数控机床加工中的精度补偿技术[J].黑龙江科学,2017,8(08):72-73.
[3]王伟,李晴朝,康文俊,等.基于综合评价体系的五轴数控机床加工性能评价和误差溯源方法[J].机械工程学报,2017,53(21):149-157.
[4]杨斌.基于内置传感器的数控机床动态加工误差测量方法[J].机床与液压,2017,45(01):35-39.
[5]刘灿,侯磊,马泳涛.非正交五轴数控机床加工整体叶轮的编程工艺研究[J].煤矿机电,2015(06):45-47.
[6]程卫锋.数控机床误差原因和精度补偿[J].国防制造技术,2016(02):51-53.
[7]沈斌,邓丽芬,劳黎露,等.数控机床几何误差测量及误差补偿研究[J].机床与液压,2016,44(05):80-83.
[8]邹华兵.三轴数控机床几何误差测量与辨识的研究[J].制造技术与机床,2015(07):141-145.
