陶瓷大板(砖)成型工艺及装备应用现状简析
2018-06-03杨学先温怡彰邓耀顺何芳芳
杨学先,温怡彰,邓耀顺,何芳芳
(佛山市恒力泰机械有限公司,广东佛山 528031)
0 引言
“无大板,不大牌”,可见当前陶瓷大板(砖)的流行趋势。近年来,不管是在意大利博洛尼亚CERSAIE展会还是在国内外各陶瓷行业相关技术研讨会,甚至是各大型陶瓷装备及生产企业的宣传上,陶瓷大板(砖)及其成型装备无一例外成为了最引人注目的产品[1-3]。
根据GB/T23266-2009的标准规定,陶瓷大板(砖)是指厚度不大于6 mm、表面积不小于1.62 m2的瓷砖产品[4]。相比较石材而言,陶瓷大板(砖)具有诸多优点,如质地均匀、强度高、各向同性、吸水率低、抗污易清洁等。在装饰上,随着陶瓷生产技术及喷墨技术的成熟,陶瓷大板(砖)的装饰效果有了革新性的进步,变得丰富多彩、精致细腻,图案花色稳定,适合于大面积、整体效果的设计表达,深受消费者青睐。目前,陶瓷大板(砖)制造装备可压制厚度3~30 mm不等,特别在厚度3.5~6 mm上体现了更大的优势:能源消耗低、资源利用率高,与普通厚度的陶瓷大板(厚度为10~12 mm)相比可节省原料60%、降低能耗50%、碳排放降低84%以上。而根据应用场所的不同,薄板与厚板各有千秋,一切以市场和运用场合的实际需求决定。
在国际陶瓷砖市场,陶瓷大板(砖)已经成为高端市场的热点。随着大板生产、运输、铺贴、安装等技术难点的不断突破,陶瓷大板(砖)的应用领域越来越广泛,不再仅仅局限于市政工程,其应用范围也扩大到幕墙、地铁、屏风、柜台、艺术装饰等领域,成为广泛应用的一种新型装饰建材[5-6]。
1 陶瓷大板(砖)成型装备应用现状
市场的需求带来技术的革新,陶瓷大板(砖)的市场逐步扩展,必然推动其成型工艺及装备的不断进步。早在2012年,具有全球陶瓷卫浴风向标的意大利博洛尼亚陶瓷展(CERSAIE)上已有多家厂商展出了陶瓷大板(砖),最大尺寸达1 500 mm 3 000 mm,引起业界轰动。
至今,国外具有代表性的三大陶瓷大板装备制造企业SYSTEM、SACMI、SITI B&T所制造的陶瓷大板装备及其成型工艺各有特点。
SACMI公司在陶瓷大板装备领域首先是推出了PH10000型、PH25000型等超大型压砖机,其中PH10000型压砖机属于传统结构并采用传统压制,即模腔成型方式,而PH25000型压砖机采用另一种结构形式,其成型不需要模具,采用方形油缸直接在布有陶瓷粉料的皮带上压制。随后SACMI公司又陆续推出了Continua、Continua+生产线,外观如图1所示。这是一种以辊压成型设备为中心的瓷砖生产线。可通过连续辊压的方式生产大规格瓷砖。
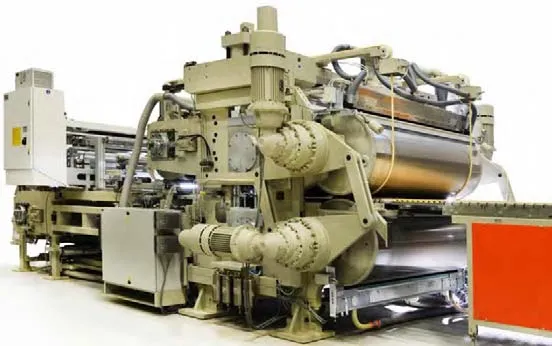
图1 SACMI公司Continua辊压机
SYSTEM公司在2001年意大利博洛尼亚陶瓷卫浴展上,就展出了其研制的GEA15000压机生产的1 000 mm 3 000 mm 3 mm的超大规格陶瓷薄板。后来该公司又先后推出了GEA26000、GEA33000、GEA44000、GEA50000等系列超大吨位压砖机,可以生产更大规格的陶瓷薄板,如1 600 mm 3 200 mm,1 200 mm 4 800 mm,1 600 mm 4 800 mm等厚度范围在3~20 mm的超大规格陶瓷薄板。该系列设备采用超大吨位无模框皮带式顶压成形工艺,外形如图2所示。

图2 SYSTEM公司GEA生产线
SITI B&T采用超大吨位无模框成形工艺与装备。拥有25 000 t、36 000 t、48 000 t大板压机 SUPERA,其中48 000 t压机可压制1 600 4 800 mm规格产品,厚度为5~25 mm,日产量达到13 000平方米。
国内陶瓷大板(砖)的装备制造企业则以恒力泰和科达为代表,恒力泰与科达相继均推出了万吨级及以上的陶瓷压砖机,如YP10000、YP16800、KD10008、KD16008已投入市场,并获得了相当不错的口碑。而恒力泰公司的YP20000已经研发完成,进入样机试制阶段,最大可压制1 500 mm 3 000 mm厚度3~30 mm的超大规格陶瓷薄(厚)板,其外观如图3所示。同时该公司的HT系列超大吨位压机成员HT36000已经在研发中,即将推出,该规格压砖机可压制最大规格为1 600 mm 3 600 mm,厚度在5~25 mm范围的陶瓷大板(砖),其外形如图4。目前国内恒力泰及科达的陶瓷大板(砖)成型设备均采用传统的模腔干压成型工艺,恒力泰HT36000型超大规格陶瓷板压机在传统模腔干压工艺的基础上,采用方形油缸施压,皮带布料的工艺方式,其工艺适应性将更强,保证砖坯质量的同时粉料损耗少,综合使用成本更低[7]。

图3 恒力泰YP20000型陶瓷压砖机

图4 恒力泰HT36000型超大规格陶瓷板压机
2 陶瓷大板(砖)三大成型工艺特点
从国内外的陶瓷大板(砖)成型装备采用的成型工艺来看,三种方式占主流,即连续辊压、皮带干压、模腔干压。
2.1 连续辊压成型
SACMI公司的Continua+生产线是连续辊压成型的代表产品,通过钢带实现连续辊压。这种成型工艺的优点是可生产更大规格的陶瓷板,长度方向尺寸在理论上可以无穷大,适合陶瓷大板(砖)的批量化生产,且用户可任意切割成需要的长度。如果瓷砖有撒干粒,它辊压后可以让干粒进到坯体里去,所以可以做到仿真石的效果。但是这种工艺的粉料适应性较差,所生产的瓷砖致密度和均匀性受到限制,压制的砖坯需进行裁边处理,砖坯厚度增大时需裁边尺寸也要相应增大,导致粉料浪费。而且,该成型设备使用的钢带成本高,不易于刻纹路使陶瓷砖形成背纹,增加了铺贴的难度。另外,连续辊压成型与传统模压成型在原理及设备上差异均较大,采用该工艺需要陶瓷厂做很大的调整,包括原材料、色釉线,甚至是窑炉,都必须配套,导致生产初始投入成本非常高,一般的陶瓷企业根本无力引进,也局限其推广普及。
2.2 皮带干压成型
皮带干压成型工艺是由上下两条皮带顶压成型一片砖,皮带上可以刻纹路,可以代替模具。通过相应吨位不断加压,加压的时间比较长,如GEA大吨位系列要1~3分钟才能压完。压制的坯体规格长,如1 200 mm 4 800 mm超长型陶瓷板,在一定范围内可以随意改变压制的厚度,且改变压制厚度无需生产线进行其他的调整。缺点是生产压制速度较慢,压出来的坯体的边缘非常松散,压制后坯体需在线裁边处理,随着砖坯厚度的增加裁边尺寸越大,然后再开始干燥、做各种装饰,造成粉料浪费较多。同时这种成型方式对压砖机的关键零部件要求更高,例如皮带质量及可靠性等。另外,这种设备价格非常贵,国内引进成本极高,陶瓷生产企业的投资风险较大。
2.3 模腔干压成型
模腔干压成型是将含水率在3%~7%之间的陶瓷粉料填充在模腔中施以一定压力使其成型并具备一定形状和强度的砖坯成型工艺[8]。通过模腔干压成型的砖坯具有内应力低、收缩率小、重复性好、尺寸精度高等优点、而且成型设备造价及维护成本低。因此,模腔干压成型在陶瓷砖生产中是传统而又富有无限活力的一种成型方法,在近年来兴起的陶瓷大板(砖)生产中仍然占据着不可替换的位置。
采用成熟的模腔干压压制工艺生产陶瓷大板(砖),砖坯更致密,质量更高,烧制前无需切边,减少粉料浪费,具有简单、稳定及效率高等特点。采用模具成型,可在砖坯背面设置较深的背纹,更有利于铺贴,同时模具使用寿命长,成本低。对陶瓷砖生产企业而言,技术人员现成充裕,操作熟练、简单、优品率高,设备维护成本及生产成本更低,综合经济效益更高。但是随着陶瓷大板(砖)规格的不断增大,对成型装备来说是一个极大的挑战,例如制造成本高、难度大、设备尺寸大重量大导致的运输难、模具安装拆卸困难等都是当下迫切需要解决的问题。恒力泰公司在模腔干压成型领域深耕细作,不断突破这些难点。目前大型铸件成本高、加工难度大、随着质量的增大合格率也难以保证,恒力泰在陶瓷大板(砖)压机的机架上采用多板框组合式结构,并采用高强度轧制钢板代替大型铸件,同时采用钢丝缠绕预应力技术,使板框具有超高的可靠性和使用寿命。另外,单个板框的重量轻,使降低了运输难度及成本。在模具的安装拆卸方面也开发了配套的快速换模装置,提高了模具安装拆卸效率。因此,基于模腔干压成型工艺的陶瓷大板(砖)成型设备不仅能提供完善解决方案,更是发扬传统成型工艺的优势,为客户最大利益化着想,配套完善,必将成为陶瓷大板(砖)的生产利器。
3 结语
针对陶瓷行业生产现状,国产大板设备更适应市场需求,传统模腔干压成型工艺稳定可靠,配套设备完善,其柔性化生产设计可完美配合转产。国产陶瓷大板(砖)设备的不断发展与创新,完全可以满足市场的需求。恒力泰公司基于传统模腔干压成型工艺,针对陶瓷大板(砖)压机在创新的道路上从未停止,投入大量的研发力量,在技术上不断革新,特别是HT36000型超大规格陶瓷板压机的研发,最大压制砖坯规格为1 600 mm×3 600 mm,厚度为5~25 mm。同时主导合作研发布料、切割和模具等先进可靠的成套设备,志在打造最适应市场的陶瓷大板(砖)制造装备。
[1]大板是趋势,不是品牌升级的幌子[N].陶城报,2017(06)第1256期.
[2]西斯特姆举办大板生产技术专题研讨会[N].陶城报,2017(06)第1256期.
[3]行业资讯.2017广州陶瓷工业展盛大启幕[J].佛山陶瓷,2017(06):50-50.
[4]GB/T23266-2009.陶瓷板[S].
[5]黄惠宁,柯善军.陶瓷薄板与生产技术发展现状与前景[J].中国陶瓷工业,2013(02):24-34.
[6]曾令可,李彦斌,冼志勇,等.大规格陶瓷超薄板的特性及烧成技术[J].陶瓷,2013(02):28-31.
[7]恒力泰YP16800大型压机全面量产2018年将重磅推出3万吨级压砖机[N].陶瓷信息,2017(11).
[8]梁国正,顾媛娟.模压成型技术[M].北京:化学工业出版社,1999.