一种基于上料机械手的柔性钻孔生产线的设计
2018-06-03杨振宇黄焕生陈丽珠
杨振宇,黄焕生,陈丽珠
(1.中山职业技术学院,广东中山 528400;2.广东广都电扶梯部件有限公司,广东中山 528400;3.中山市奥斯精工机械科技有限公司,广东中山 528400)
联接板作为五金件大量使用在电梯、桥梁、机架连接等行业。联接板上一般都有用于联接的螺栓孔,这些孔的定位与加工,通常都是由技工操作钻孔机床进行加工,费时费力,对某些特殊用途的联接板,对孔的位置有很高的精度要求,人工依靠机床的单工件加工,没有解决人工上下料、人多和现场物料堆积多的特点[1],既不能保持最终成品的一致性,而且速度较慢,生产效率低下。
为了降低五金联接板的加工成本,提高加工精度,提升生产效率,研制一种以五金联接板为加工对象的全自动上料、精确定位、钻孔加工的全自动生产线,具有重要意义。下面介绍一种基于上料机械手的柔性钻孔生产线的设计。
1 生产线总体设计
“基于上料机械手的柔性钻孔生产线”,能对工件物料进行“料库检测、推料、传送、机械手上料、工装夹具夹紧、工件加工”全过程。
从系统组成单元布局,采用环形加工工艺流程,如图1所示为生产线环形结构布局。
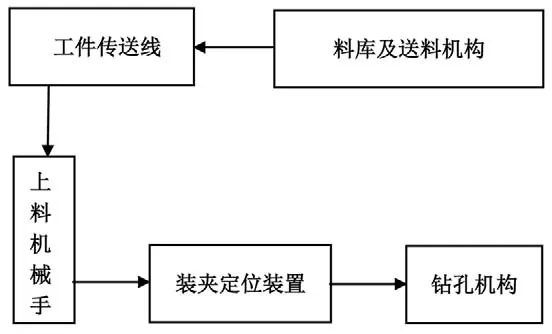
图1 生产线环形结构布局
1.1 生产线运行流程
工件经料库推出后,经传送带向前传送,工件被检测到达指定位置后,停止前进,上料机械手启动进行夹取上料与定位。钻孔加工单元及加工平台上的工装夹具[2]单元位于环形的末端,这种机械构成的布局方式,节约了空间,使生产线设备布局紧凑,易于在实际应用的加工车间进行放置。
为实现钻孔时工件的精确上料与定位,上料机械手[3]采用气动伺服系统,同时以实现对工件加工的最大柔性,为便于生产速度的柔性,使用变频器,并采用DA转换和485通信的控制方式,对工件传送线进行连续变频调速控制。并采用运动控制模块对步进电机进行多段速控制,以保证加工的精度。
图2为生产线的运行工作流程及技术系统的设计构成。
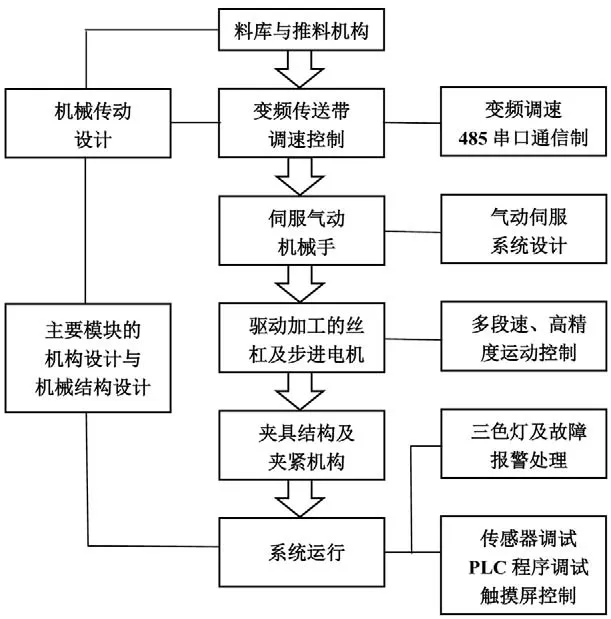
图2 生产线运行工作流程
1.2 加工的柔性
一方面,通过程序调整控制伺服机械手的定位位置,以对不同的工件进行夹送上料和定位,使生产线具备一定的柔性[4];同时,加工单元的刀具的进给采用步进控制方式,通过运动控制器FX2N-1PG实现刀具高速进给、减速对刀、恒速加工的三段速控制,提高了加工效率和加工精度。
另一方面,通过人机界面调整加工参数,根据不同的工件材料,灵活设置进给速度,提高加工质量;除此之外,传送线驱动电机采用变频调速控制,并通过模数转换和485通信,使传送线的速度可以连续调整,通过调节传送线的传送速度,和调节伺服机械手的运动速度,可以调节单位时间的工件生产速度,使生产速度具备一定的柔性。
与现有自动钻孔机相比,该设备具有如下显著特点:
1)上料机械手采用气动伺服机械手,极大提高了工件定位精度,同时使加工不同规格的工件成为可能。2)从工件料库的推料、传送、机械手上料、定位、夹紧、加工、下料,全程实现自动化,自动化程度高,大大提高了生产效率。3)人机交互采用HMI终端[5],可以根据工件的材料不同,设置和调节加工速度,保障工件加工质量。4)在工件规格选择、工件精确定位,加工速度,上料速度等多个方面可以进行灵活调节,大大提高了生产线的加工柔性。
2 气动伺服控制系统的设计
为实现工件位置调整和准确定位,工件的上料机械手采用气动伺服控制,气动伺服控制系统可以非常方便地实现多点无极定位和调速,并可达到最佳速度和缓冲效果。与电伺服系统相比,气动伺服控制系统具有价格低廉、速度高、结构简单等优点,气动伺服控制系统主要由气缸、位移传感器、气动伺服阀和控制器组成[6]。图3为生产线电气控制系统组成框图。
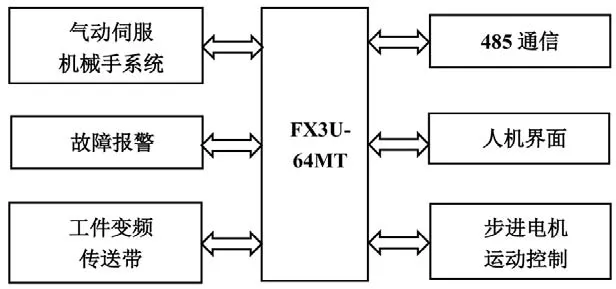
图3 控制系统框图
系统选用MPYE-5-1/LF型伺服阀,最大流量350 L/min,工作压力0~1 MPa,满腔值响应频率100 Hz,使用无杆气缸DGPL-25-500,缸径25 mm,长度500 mm,伺服控制器选用SPC200,该启动伺服定位系数设定的移动速度为0.1 m/s,定位精度达到0.1 mm。气动伺服系统使用WinPISA_Version_4.5软件,通过PC机进行硬件及参数的配置与编程。
由于气动伺服控制可以实现无极定位和调速,因此,采用气动伺服系统的机械手可以根据输给的电信号使气缸活塞在任意位置定位,使设备具备柔性定位功能。
3 电气控制系统设计
为实现设备自动控制,系统采用三菱可编程控制器FX3U-64MT作为控制器,使用一个特殊模块FX2N-1PG来实现钻孔加工的Z轴方向进给的步进电机进行运动控制。为调节工件传送速度,使用一个模拟量控制模块FX0N-3A和通信模块FX3U-485-BD,以实现传送线的无极变频调速,人机使用三菱GT1150-Q-C型触摸屏,FR-D700变频器1台,Q2BH44MC步进驱动器1个,步进电机1个,三相电机1个,直流电机1个,FS-V11光纤传感器1个,BEN300光电传感器1个,接近开关1个,限位开关2个,磁性传感器9个。如图4所示为主程序流程图,图5是自动加工控制流程。

图4 主程序流程图
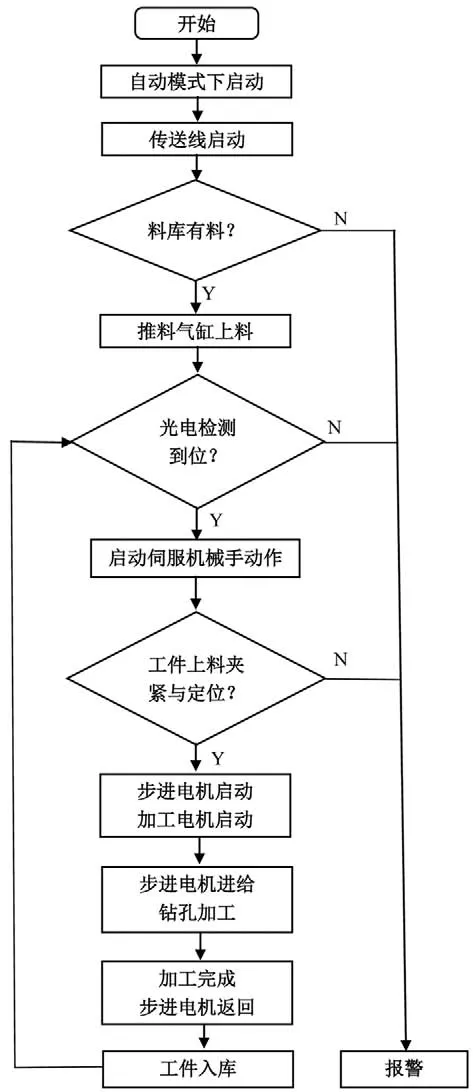
图5 自动加工流程图
4 结束语
如上所阐述的基于上料机械手的柔性钻孔生产线,实现了联接板工件的全自动上料、装夹定位、加工与下料,解决了各机械构成模块单元之间相互协同相互配合的问题,加工速度柔性控制、定位精度与加工精度等问题。采用气动伺服机械手实现加工工件的自动上料,上料成功率达到100%,工件的定位精度达到0.1 mm;生产线采用变频调速控制,并通过调节伺服机械手的运动速度以及触摸屏调节运行参数,可以使设备样机在工件选择与加工速度方面具备一定柔性。
[1]姚慧栋.全自动铝轮割冒—钻孔加工线[J].摩托车技术,2014,10(10):50-53.
[2]教传艳.车床加工拨杆零件平面及钻孔夹具设计[J].金属加工(冷加工),2017,11(6):45-47.
[3]梁新平.基于PLC的自动线机械手位置控制系统设计[J].电子设计工程,2014,22(7):86-87.
[4]殷安文.制造自动化技术在柔性生产线上的应用[J].金属加工(冷加工),2017,23(12):14-16.
[5]乡碧云.基于以太型网络柔性组合控制的自动生产线系统研究 [J].机电工程技术,2014,6(6):77-81.
[6]金勤芳.气动伺服技术在轮胎尺寸喷涂系统中的应用[J].制造业自动化,2008,30(10):78-79.
