焊接热输入对残余应力影响的盲孔法测试与数值分析
2018-05-31何雄君王进军
何雄君, 宋 渊 ,肖 祥, 王进军
(1.武汉理工大学 交通学院,湖北 武汉 430063;2.中交二航局六公司,湖北 武汉 430014)
0 引 言
目前世界上已经建成了很多斜拉桥,斜拉桥可以有各种各样的形式,但主体都为3个部分:塔柱、斜拉索、主梁[1]。锚拉板作为连接主梁与斜拉索的装置,在斜拉桥运营阶段起着至关重要的作用。笔者以西固大桥为背景,探究西固大桥锚拉板焊接残余应力与焊接热输入的关系。锚拉板由钢材焊接而成,其主要的焊接形式为T型构件多道焊焊接,因此,T型构件多道焊焊接是锚拉板焊接中需要着重考虑的关键技术之一。焊接是钢材之间结合时金属材料迅速升温随即又迅速降温的过程,焊接后不可避免地会在焊缝及焊接热影响区产生焊接残余应力。焊接残余应力的存在会使锚拉板产生一定的变形,对后期安装的精度产生影响;焊接残余应力还会影响锚拉板的承载能力与疲劳强度[2]。而锚拉板T型构件多道焊中,焊接热输入是一个对焊接残余应力影响较大的因素。
目前,在锚拉板T型构件多道焊中关于焊接热输入没有一个明确的界定,基本是工人自身的工作经验确定。而焊接热输入对焊接残余应力会产生很大的影响,因此,若能掌握焊接热输入对锚拉板T型构件多道焊焊接残余应力的影响,对于斜拉桥的建设显得尤为重要。
利用ANSYS软件的数值模拟方法测量焊接残余应力具有成本低、劳动量小的优点,已有很多学者运用该方法对焊接残余应力进行了仿真模拟,但大部分是针对单道焊缝焊接残余应力的数值模拟[3]。然而实际锚拉板T型构件是分道焊接而成,由于分道焊接时,后面焊层会对前面已经施焊焊层产生热影响,该影响又是不确定的,故多道焊缝比单道焊缝焊接残余应力分布要复杂得多。运用ANSYS软件揭示多道焊焊接而成的锚拉板T型构件焊接残余应力与焊接热输入之间的关系,指导斜拉桥锚拉板焊接工艺,将具有很大的工程意义。
1 有限元模型
1.1 模型的建立
笔者以西固大桥为背景,斜拉桥锚拉板的体积较大,运用有限元分析软件ANSYS模拟整个锚拉板的焊接对计算机的硬件要求很高,也需要很长的计算时间[4]。因为锚拉板的主要焊接形式为T型焊接,为了能较好的反应锚拉板的焊接残余应力也避免对计算机硬件过高的要求,可以将锚拉板焊接的仿真分析转化为T型构件焊接的仿真分析。
T型构件的尺寸为:水平板400 mm×400 mm×36 mm,竖向板400 mm×400 mm×40 mm,模型主要采用8节点6面体单元,有少量的6节点5面体单元。运用ANSYS软件中的网格划分命令对T型焊接构件进行网格划分,在不影响计算结果的前提下可以对网格划分进行优化,同时可以减少计算时间。 T型构件可以分为3个区域:焊缝区、靠近焊接区、远离焊缝区。由于热源对3个区域的影响作用依次减弱,故3个区域的网格密度也相应地减小。划分后的模型共有6 189个节点,13 851个单元,如图1。

图1 典型T型构件ANSYS模型Fig. 1 ANSYS model of typical T-type component
1.2 温度场
焊接是金属材料局部迅速升温,随即又迅速降温的过程。在焊接过程中随着热源的移动,焊接构件的温度会由于时间和空间的不同而发生剧烈的变化,构件的某些部位还会有受热屈曲的现象。焊接过程中金属的材料特性会发生变化,因此焊接过程中温度场的分析是典型的非线性瞬态热传导问题,有限元中三维瞬态热传导问题的控制方程为[5]
(1)
式中:λ为金属的导热系数;T为温度;x,y,z分别为T型构件中垂直于焊缝方向、沿焊缝的方向和竖向板的方向;Q为热源大小;ρ为金属材料的密度;c为比热容;t为焊接至金属冷却的时间。
导热过程中通常运用以下3类边界条件[6]。
第1类为温度边界条件,表达式为
Ts=Ts(x,y,z,t)
(2)
第2类为热流边界条件,表达式为
(3)
第3类为对流换热边界条件,表达式为
(4)
1.3 热源的选择
西固大桥锚拉板的焊接形式为手工电弧焊,故选用高斯分布的热源来进行模拟实际热源,高斯热源的分布函数为[7]
(5)
式中:R为电弧有效加热半径;r为焊件上任意点至电弧中心的距离;η为焊接热效率;U为焊接时的电压;I为焊接时的电流。
运用ANSYS软件模拟一条焊缝的5道焊,即完整的一条焊缝是分5道焊接而成的,采用生死单元法来实现该过程,模型建立时将T型构件以及5道焊缝全部建立起来。然后赋予第1道焊缝焊接材料并施加热源,其余道焊缝则不赋予材料,不起焊缝的作用;当赋予第2道焊缝材料并施加热源时则第3道及后面的焊缝也不起焊缝的作用。按照此方法依次完成对5道焊缝和热源的施加,即完成了一条完整的焊缝,实现5道焊的焊接工艺。
2 有限元及实际测量结果分析
2.1 有限元分析
笔者以T型构件焊接为例(每条焊缝为5道焊),研究焊接热输入对多道焊焊接残余应力的影响。焊接中选用的材料为Q370qE桥梁钢,在焊接中,母材的相关参数会由于温度的变化发生一定的变化,运用ANSYS模拟的母材参数变化如表1。
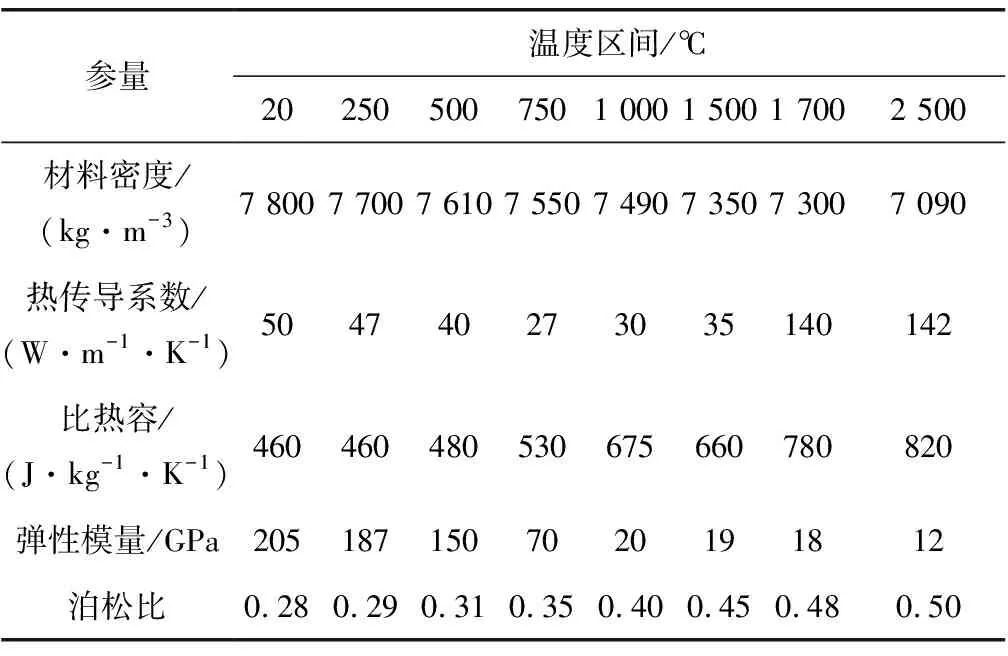
表1 母材参数Table 1 Base material parameter
多道焊的焊接顺序如图2,图中①、②表示两条焊缝,每条焊缝有5道,焊缝为从内到外依次施焊。
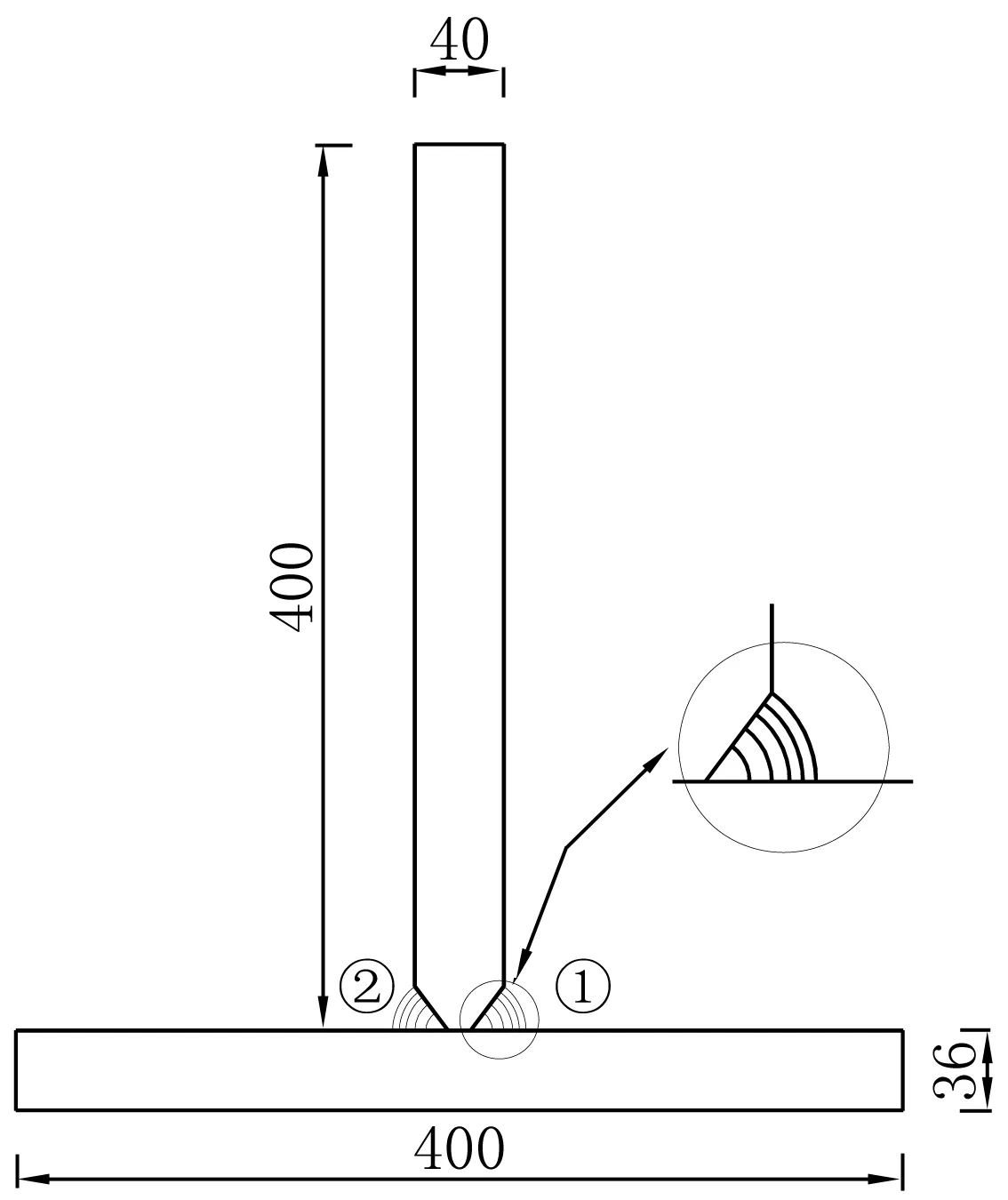
图2 焊接顺序Fig. 2 Welding sequence
实际上,随着焊接的进行,金属材料的应力应变有一个复杂的变化过程。笔者首先将焊丝中输入的热量转换为金属材料的温度场,再将温度场转换为应力场,最后利用在有限元模型中设置的节点提取该节点的焊接残余应力。
2.2 焊接残余应力的测量
对焊接残余应力的测量已存在多种测量方法[8],总体可以分为机械测量方法和物理测量方法。机械测量方法主要有截条法、剥层法、盲孔法等。机械测量方法的原理是对结构进行破坏性试验,结构的应变会有相应的变化,通过检测这些变化即可求得残余应力的大小。机械测量方法的优点是测量结果较为精确,缺点是会对构件产生一定的损伤。物理测量方法[9]主要有X射线法、超声波法、磁测法等,物理测量方法的原理是结构受力会影响结构的某些物理性能。而这些物理性能的改变可以由一定的参数变化反应出来,通过测量这些参数变化经过换算就可得到结构的受力情况[10]。物理测量方法的优点是不会对构件有损害,但缺点是测量结果与构件实际的受力状况会有一定的偏差。
为保证试验的质量,笔者运用对被测构件损伤较小且测量精度较高的盲孔法[11]来测量构件的焊接残余应力。盲孔法的测量原理是在构件的表面粘贴应变花,然后在相应的位置钻取一定孔径的圆孔,此时构件内部的残余应力会因为钻孔而发生变化进而有相应应变的变化。应变花会识别应变的变化,有了应变,利用弹塑性力学等相关理论即可算得该残余应力的大小。实际中的焊接构件及测量中测点布置如图3。
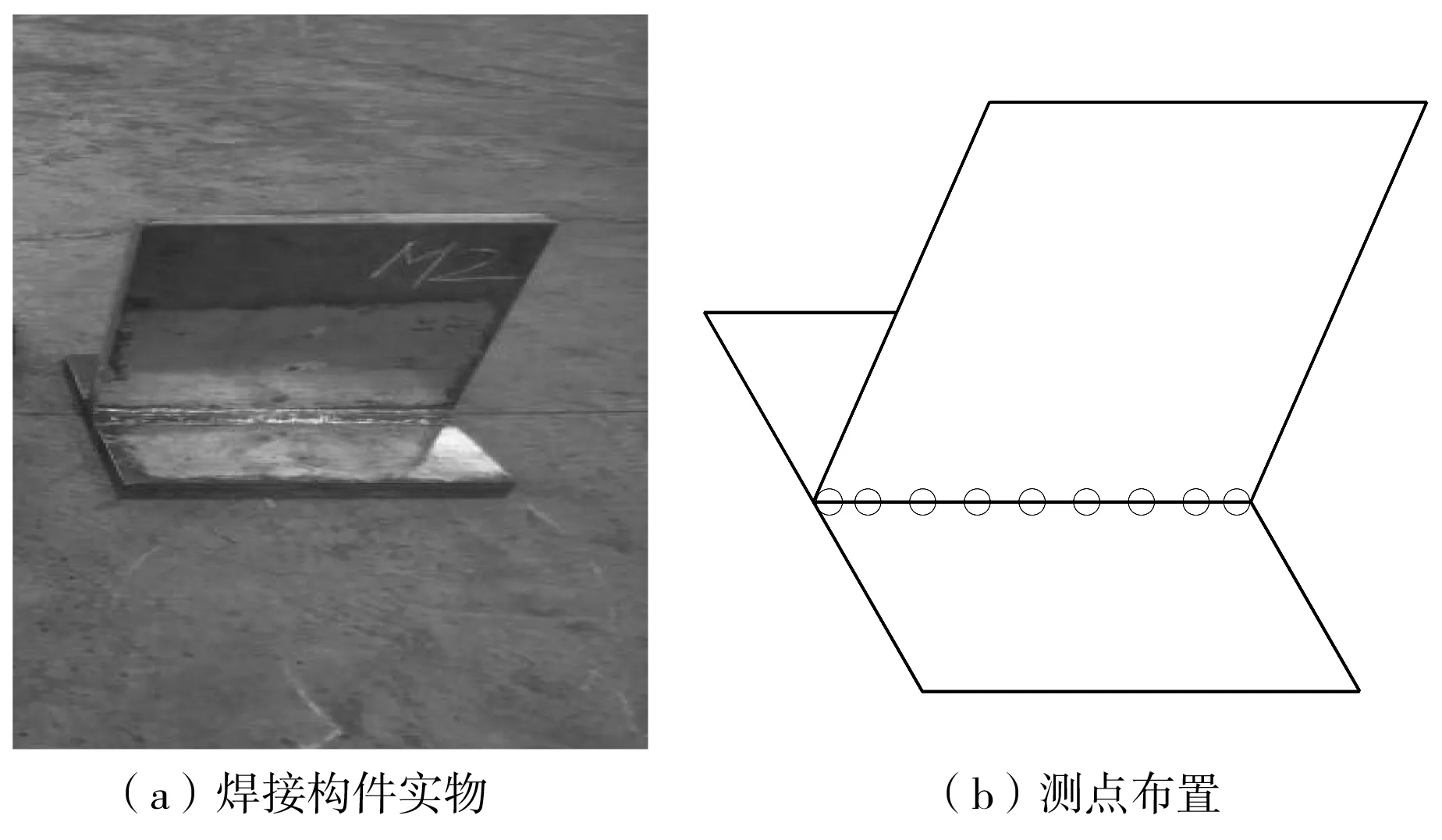
图3 焊接实物及测点布置Fig. 3 Welding object and measuring points layout
2.3 实测结果与软件计算结果对比
实际焊接中运用的相关工艺参数如表2。

表2 焊接参数Table 2 Welding parameters
采用实际中的焊接工艺,运用盲孔法测得的沿焊缝方向的横、纵残余应力与运用ANSYS模拟实际焊接中调取的沿焊缝方向的横、纵向应力的比较如图4。

图4 焊接残余应力实测与数值模拟对比Fig. 4 Comparison of welding residual stress measurement and numerical simulation
从图4中可以得到,用软件计算的结果与盲孔法实测的结果虽然有一定的偏差,但总体比较吻合,焊接残余应力的趋势一致,从而说明了运用ANSYS软件模拟该焊接工艺进行残余应力检测的可行性。图4(a)显示,沿着焊缝方向的横向残余应力主要为压应力,拉应力的范围比较小,横向残余应力基本以焊缝中间成对称布置,拉应力的最大值出现在距焊缝起点约50 mm处,拉应力的大小约为4 MPa;图4(b)显示,沿焊缝方向的纵向残余应力在起弧、收弧的地方表现为压应力,其余地方表现为拉应力,拉应力的最大值约在焊缝中间出现,大约为135 MPa,纵向残余应力也基本以焊缝中间呈对称布置。图4的结果还可以得到,焊接材料的纵向残余应力要大于横向残余应力。
3 焊接热输入对焊接残余应力影响
第2节中实测结果与软件分析结果比较吻合,说明用ANSYS软件模拟该焊接工艺进行残余应力检测的可行性。笔者将实际中的焊接热输入做上下调动,即形成了其余参数不变,焊接热输入分别为1 226、1 716 、2 860 J/mm的3组试验,3组试验编号为Ⅰ、Ⅱ、Ⅲ,焊缝热输入分组如表3。

表3 焊缝热输入分组Table 3 Group of welding heat input
运用ANSYS软件对上述3组试验进行仿真分析,下面提取3组试验沿焊缝方向的横、纵向残余应力的结果进行对比分析来说明焊接热输入对焊接残余应力的影响。运用ANSYS模拟的3组不同热输入的应力云图如图5,沿焊缝方向的横、纵向残余应力的对比如图6。
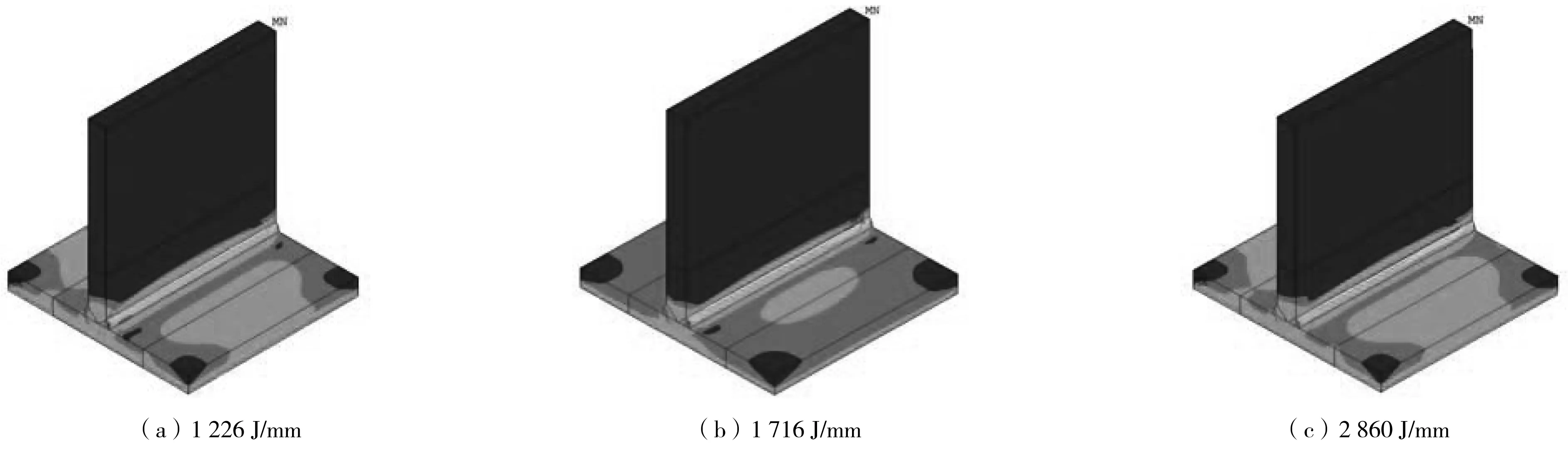
图5 不同焊接热输入的残余应力云图Fig. 5 Residual stress nephogram with different welding heat input

图6 不同焊接热输入下数值模拟结果对比Fig. 6 Comparison of numerical simulation results with different welding heat input
由图6(a)可知,当焊接热输入增加时,沿焊缝方向的横向残余应力中的拉应力区域会变小,横向残余应力有向压应力转化的趋势。在焊缝的起、收弧处的横向残余应力变化很小,原因可能是在焊缝起、收弧处焊接材料有自由面,热量可以与外界交换,故其受焊接热输入的影响不明显。当焊接热输入增加时,横向残余应力有减小的趋势,总体来说,焊接热输入对沿焊缝方向的横向残余应力影响较小。由图6(b)可知,纵向焊接残余应力峰值基本处于焊缝的中间,随着焊接热输入的增加,纵向焊接残余应力的峰值在增大。当焊接热输入由1 226 J/mm增加到1 716 J/mm时,纵向焊接残余应力最大值增加了约22 MPa;焊接热输入由1 716 J/mm增加到2 860 J/mm时,纵向焊接残余应力最大值增加了约8 MPa,故纵向焊接残余随着焊接热输入的增加会增大,但应力增大的幅度会变小。
4 结 论
通过对T型构件焊接情况的数值模拟与实际盲孔测试法的比较以及对不同焊接热输入下T型构件多道焊的焊接情况进行数值模拟,经过比较、分析,可得到如下的结论:
1)运用ANSYS软件对焊接构件进行数值模拟得到的焊接残余应力值与测量精度较高的盲孔法测量残余应力值相符,说明了运用此软件模拟该焊接工艺的可行性,这可以节省很大的财力与物力。
2)焊接构件起、收弧与外界接触处的有效残余应力小于其余区域的有效残余应力,说明焊接的边界对焊接的结果会有一定的影响。
3)焊接热输入对焊缝方向横向残余应力的影响较小,对纵向残余应力的影响较大;随着焊接热输入的增加纵向残余应力会增大,横向残余应力会减小,但应力变化的幅度会减小。
参考文献(References):
[1] 陈明宪.斜拉桥的发展与展望[J].中外公路,2006,26(4):76-86.
CHEN Mingxian. The development and prospect of cable-stayed bridge [J].JournalofChina&ForeignHighway, 2006, 26(4): 76-86.
[2] 刘小渝,刘秀伟. 斜拉桥钢锚拉板区域焊接应力消除试验研究[J].公路交通科技,2008(11):82-86,91.
LIU Xiaoyu, LIU Xiuwei. Experimental study on releasing welding residual stress in steel tensile anchor plate area of cable-stayed bridges [J].JournalofHighwayandTransportationResearchandDevelopment, 2008(11): 82-86, 91.
[3] 赵东升,刘玉君,孙敏科,等.碳钢与304不锈钢焊接残余应力的计算[J].焊接学报,2012,33(1):93-95,117-118.
ZHAO Dongsheng, LIU Yujun, SUN Minke, et al. Calculation welding of residual stress of carbon steel and 304 stainless steel [J].TransactionsoftheChinaWeldingInstitution, 2012, 33(1): 93-95, 117-118.
[4] 马思群,袁永文,冯良波,等.焊接速度对铝合金多道焊焊接残余应力影响研究[J].铁道学报,2014,36(1):16-21.
MA Siqun, YUAN Yongwen, FENG Liangbo, et al. Research on effect of welding speed on aluminum alloy multi-pass welding residual stress [J].JournaloftheChinaRailwaySociety, 2014, 36(1): 16-21.
[5] 汪建华.焊接数值模拟技术及其应用[M]. 上海:上海交通大学出版社,2003: 16-20.
WANG Jianhua.WeldingNumericalSimulationTechnologyandItsApplication[M]. Shanghai: Profile of Shanghai Jiaotong University Press, 2003: 16-20.
[6] 赵秋,吴冲.U肋加劲板焊接残余应力数值模拟分析[J].工程力学,2012,29(8):262-268.
ZHAO Qiu, WU Chong. Numerical analysis of welding residual stress of U-RIB stiffened plate[J].EngineeringMechanics, 2012, 29(8): 262-268.
[7] 肖冯,米彩盈.T型角接头焊接热源模型研究[J].电焊机,2010,40(6): 41-45.
XIAO Feng, MI Caiying. Study on heat source model for T-joint fillet weld [J].ElectricWeldingMachine, 2010, 40(6): 41-45.
[8] 张根树,张颖.常用焊接残余应力测量方法的探究[J].科技信息,2012,32: 637.
ZHANG Genshu, ZHANG Ying. Research on ordinary measure method of welding residual stress[J].Science&TechnologyInformation, 2012, 32: 637.
[9] 沈军,林波,迟永刚,等.残余应力物理法测量技术研究状况[J].材料导报,2012,26(1):120-125.
SHEN Jun, LIN Bo, CHI Yonggang, et al. Research status of residual stress physical method measurement techniques[J].MaterialsReview, 2012, 26(1): 120-125.
[10] 王庆明,孙渊.残余应力测试技术的进展与动向[J].机电工程,2011,28(1):11-15,41.
WANG Qingming, SUN Yuan. Research development on the test methods of residual stress[J].Mechanical&ElectricalEngineeringMagazine, 2011, 28(1): 11-15, 41.
[11] 王超逸,吕丹,苏洪英,等.测定钢板残余应力的改进盲孔法[J].理化检验(物理分册),2015,51(11):781-783
WANG Chaoyi, LV Dan, SU Hongying, et al. Improved blind-hole method of measuring residual stress of steel plates[J].PhysicalTestingandChemicalAnalysisPartA(PhysicalTesting), 2015, 51(11): 781-783.
