2号常化活套弹簧式力矩卷筒失效原因分析及改进
2018-05-24路志杰
路志杰
(山西太钢不锈钢股份有限公司冷轧硅钢厂, 山西 太原 030003)
太钢不锈钢股份有限公司(以下简称太钢)冷轧硅钢厂2016年投入生产的2号常化酸洗机组是由中冶南方武汉工程技术有限公司独家设计的,常化退火炉是本机组的主体设备,其主要功能是按照工艺要求对钢板进行热处理,并达到预期要求的性能;辅助设备主要由开卷、切头剪、焊机、辊类设备、活套、抛丸机、酸洗设备、圆盘剪、切尾剪等组成。2号常化酸洗的活套采用的是小车式活套,其主要作用是存储或释放一定长度的带钢,保证机组在减速、焊接或处理边裂停机的过程中,确保工艺段仍按既定速度连续运行。活套主要由传动机构、卷筒及钢丝绳、活套小车、支撑小车、力矩卷筒、支承辊及轨道等组成。活套的力矩卷筒采用的是弹簧式力矩卷筒,由于设计的缺陷,力矩卷筒的钢丝绳在运行中出现多次断股或断裂,使用寿命较短,直接影响着生产的正常运行。
1 活套弹簧式力矩卷筒的作用
活套弹簧式力矩卷筒安装在活套入口支撑辊架和各支撑小车上,主要是连接各支撑小车和活套车,给支撑小车提供动力,确保支撑小车在存储或释放套量时能按既定的速度运行,并使带钢保持恒定张力。
2 活套弹簧式力矩卷筒的结构
常化酸洗活套的力矩卷筒采用的是弹簧式力矩卷筒,主要由力矩弹簧、钢丝绳、钢丝绳卷筒及预紧力调节机构等组成,当活套需要充套时力矩卷筒钢丝绳被活套小车所赋予的拉力拉出,释放套量时力矩卷筒的钢丝绳依靠自己力矩弹簧的收缩力自由收缩,这时钢丝绳就会均匀的缠绕在卷筒上。力矩卷筒的结构形式如图1所示。
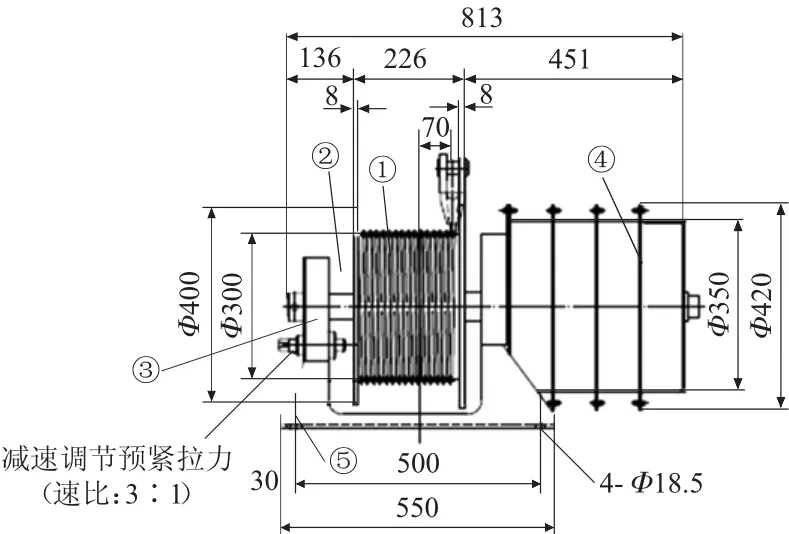
图1 改进前力矩卷筒的结构形式(mm)
3 活套弹簧式力矩卷筒失效的原因
6台活套支撑小车安装在活套入口支撑辊架和活套车之间,支撑辊架、支撑小车和活套小车之间采用7个力矩卷筒机构连接,支撑小车在轨道上运行,活套车通过钢丝绳由卷扬驱动,活套车的驱动卷扬通过齿轮减速器、卷扬联轴器与交流变频电机传动,活套车在钢轨上运行。中间层带钢由活套车上的支承辊支承。活套车上设托辊,有效防止活套支撑小车运行时与带钢干涉。卷扬为带布绳机构的浮动式装置,可双向拉动活套车,保证活套车运行时钢丝绳角度不变。根据现场的实际观察及分析,造成弹簧式力矩卷筒钢丝绳断的原因主要有以下几个方面。
1)支撑弹簧式力矩卷筒在原理上承受活套车的拉力、力矩卷筒弹簧的预紧力及轨道与车轮的滚动摩擦力,理论上轨道与车轮的滚动摩擦力很小,可以忽略不计,其主要承受活套小车的拉力和力矩卷筒的弹簧预紧力。在理论上当活套的套量达到最大时,每个力矩卷筒的钢丝绳将会伸出同样的长度,每个力矩卷筒将承受相同的弹簧预紧力。但在实际运行中,每个力矩卷筒所释放的钢丝绳的长度是不一样的,每个力矩卷筒将承受相同的弹簧预紧力并不相同。在所有的力矩卷筒中靠近活套车的第七个力矩卷筒的钢丝绳最先释放完,在释放完钢丝绳后在瞬间将承受一个较大冲击力,这个冲击力将远远超过了力矩卷筒弹簧的预紧力。随着套量的增加,随后是第六个、第五个、第四个、第三个力矩卷筒的钢丝绳依次释放完,第一和第二个力矩卷筒的钢丝绳只释放了一部分。当活套套量达到最大,第三个至第七个力矩卷筒上的钢丝绳完全被释放完,在钢丝绳完全被释放完后在这一瞬间由于钢丝绳没有了弹簧预紧力的缓冲而承受很大的瞬间冲击拉力,这个瞬间冲击拉力超出了钢丝绳的破断拉力,从而导致钢丝绳的断裂。
2)活套弹簧式力矩卷筒的出厂预紧力为650 N,每个力矩卷筒的最大卷取力为2450 N,每个力矩卷筒本体承受的拉力大于20 kN。第七个力矩在最大套量时所承受的力为7×2450=18.5 kN,满套时带钢自身质量和支撑小车产生的摩擦力约为1350 N,活套的正张力为22 kN,理论上支撑小车的力矩卷筒是不受张力影响的,这样其承受的力为18.5+1.35=19.85 kN。钢丝绳的外径为Φ11 mm,破断拉力为 112×0.33×1870=74.67 kN。
3)活套弹簧式力矩卷筒由于设计的缺陷,当钢丝绳完全被释放完,这时钢丝绳在卷筒部位直接与钢丝绳护板的边缘接触,护板是10个厚的钢板制作而成,钢丝绳的尾部经过护板的小孔,然后安装在主轴上。钢丝绳经过多次的收缩和释放,在与护板接触的部位由于不断的摩擦与大幅度的弯曲,使得接触部位出现断丝及疲劳劣化从而导致断裂。
4)活套支撑小车安装在钢轨上,车轮的踏面两端没有轮缘,小车的行走定位主要通过传动侧的定位滚轮来实现,防止支撑小车跑偏,在支撑小车的车轮前方的护板上安装有两个扫轨护板,护板也镶嵌在轨道的两侧,当支撑小车的定位滚轮出现异常时,支撑小车发生不同程度的跑偏,扫轨护板就会与轨道发生摩擦,致使添加到力矩卷筒上的外力就会增加,从而加速了钢丝绳的断裂。
4 活套弹簧式力矩卷筒的改进措施
为了提高活套弹簧式力矩卷筒使用寿命,确保不因为活套弹簧式力矩卷筒生产工艺造成较大的损失,为此对活套支撑小车力矩卷筒的结构形式进行改进。依据活套支撑小车力矩卷筒的结构和活套支撑小车每个卷筒所承受的力进行改进。
依据活套支撑小车力矩卷筒的结构和活套支撑小车每个卷筒所承受的力,对多次断裂的原因及部位进行统计分析,并与原设计单位进行了技术交流,对活套支撑小车力矩卷筒的结构进行了改进,以提活套支撑小车力矩卷筒的使用寿命。
翻阅了大量的有关力矩卷筒及钢丝绳的材料,经过认真仔细的分析、比较,最后对改进方案进行多次充分论证,分析其方案的可行性、可靠性与有效性,确保了方案的正确性。活套支撑小车力矩卷筒原来的结构形式是钢丝绳直接固定在轴上,通过挡板的小孔在缠绕到钢丝绳卷筒上面,钢丝绳始终与挡板摩擦,将钢丝绳完全释放时摩擦程度会加深;钢丝绳的直径为Φ10.5 mm[1]。依据充分论证的实施方案,现将活套支撑小车力矩卷筒的钢丝绳直接固定在钢丝绳卷筒上,杜绝了力矩卷筒在运行中钢丝绳与挡板的摩擦;将钢丝绳的直径增加到Φ12 mm[1],增加了钢丝绳的强度,如图2所示。
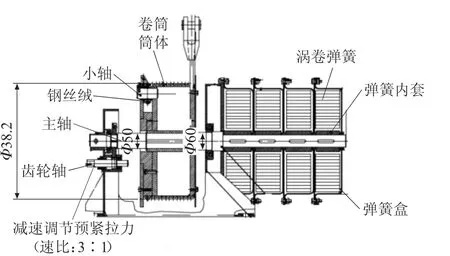
图2 改进后力矩卷筒的结构管
5 活套弹簧式力力矩卷筒改进后的效果
活套弹簧式力力矩卷筒的结构形式及钢丝绳的强度改进后,经过近一年多的生产实践,验证了活套弹簧式力力矩卷筒改进的正确性。自活套弹簧式力力矩卷筒改进后再未发生过因活套弹簧式力力矩卷筒失效而造成的生产事故,基本上将能将设备的缺陷控制在一个检修周期内进行处理,减少了停车次数,确保了生产的正常运行,节约了设备的维修费用。
[1]成大先.机械设计手册(第二卷):第3版[M].北京:化学工业出版社,1993.