Optimization of the Precision Casting Pouring System of Ti-3Al-2.5V Titanium Alloy
2018-05-24,,,,,
, , , ,,
(1. Beijing Engineering Research Center of Advanced Precise Forming of Titanium Alloys,Beijing Institute of Aeronautical Materials, Beijing 100095, China; 2. BAIMTEC Material Co.,Ltd., Beijing 100094, China)
1 Introduction
Due to low density, excellent mechanical properties at ambient temperature, good corrosion resistance and composite compatibility, titanium and its alloys have been widely used in the field of military and civil applications for aerospace structures, biomaterial substitutes[1—4]. However, the relatively high costs of metallic titanium (including the raw materials as well as fabrications) largely limit their application[4—9]. In the process of manufacturing a product, the cost can be directly or indirectly affected by many factors, such as material selection, fabrication process, fabrication equipment, metallurgical quality, fabrication properties and utilization rate of alloys, etc. Consequently, the comprehensive consideration of the performance and the cost of titanium alloys is a very important choice for utilization[10—11].
Among the various titanium alloys, Ti-3Al-2.5V alloy (ASTM Grade9[12]) is originally used for hydraulic and fuel structures in conventional airplanes, and now it has been widely used to fabricate medical and dental implants, sport equipment as well as other civil applicants. Ti-3Al-2.5V alloy has the intermediate properties(mechanical strength and corrosion resistance) between metallic titanium and the Ti-6Al-4V alloy[13]. It is classified as a near-α, α-β alloy or super-α titanium alloy,and is referred to as “half 6-4” or TA18[14—18]. The strength of Ti-3Al-2.5V alloy is 20%~50% higher than that of pure titanium, and the welding performance and cold forming performance are better than that of Ti-6Al-4V alloy under room temperature and high temperature conditions[19]. Therefore, the use of Ti-3Al-2.5V alloy is a good choice for non-bearing parts, such as a cover.
For the fabrication process of titanium alloy, investment (precision) casting is by far the most fully developed net-shape technology compared to Powder Metallurgy (PM), superplastic forming and precision forging[2,14,21], due to the utilization rate of precision casting alloy as high as 70%~90%[20]in the forming process. In contrast, the problem with the employment of PM is the presence of residual chlorides, which make the materials practically unwieldable. The precision casting of Ti-6Al-4V and other titanium alloys was reported in the literature, but little work has been performed on the castings of Ti-3Al-2.5V alloy. Previous studies showed that more than 95% of the Ti-3Al-2.5V alloys were forged into tubes[6,15,18,22—27]. Additionally,the traditional experiment and error methods usually lead to high cost and long reproduction cycle. In order to effectively solve this problem, numerical simulation has been used to study the mold filling and solidification in precision casting of titanium alloy[9,11,28—36], because it can predict the defect formation, optimize the casting pouring system, and reduce the cost by shortening the reproduction cycle.
In this paper, Ti-3Al-2.5V titanium alloy with four different pouring systems under gravity field and vertical centrifugal field are studied by numerical simulation,while the mechanical properties and shrinkage defects of the castings are experimentally measured.
2 Experimental procedures
The cover castings were chosen as the research object. Typical schematic illustration of the cover is shown in Fig.1.
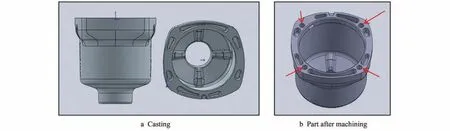
Fig.1 Schematic illustration of the cover
2.1 Numerical simulations
The mold filling and solidification of Ti-3Al-2.5V alloy with four different pouring systems were simulated by a software ProCast. The detailed configurations and geometrical characteristics of four pouring systems are shown in Fig.2. Among the four pouring designs, (a) the top-bottom pouring is a combination of top-gating system and bottom-gating system; (b) the ingates are located at the side of the products in the spiral pouring system; (c) the ingates of the products are located directly in the pouring without any runner bars in the radial pouring system; (d) the tree pouring is composed of three branches, each branch contains four products. The first three pouring systems were numerically calculated in vertical centrifugal field and the last one in gravity field, respectively. The simulated pouring temperature was 1720 ℃, the mold preheating temperature was about 200 ℃ and the pouring time was 3 second.
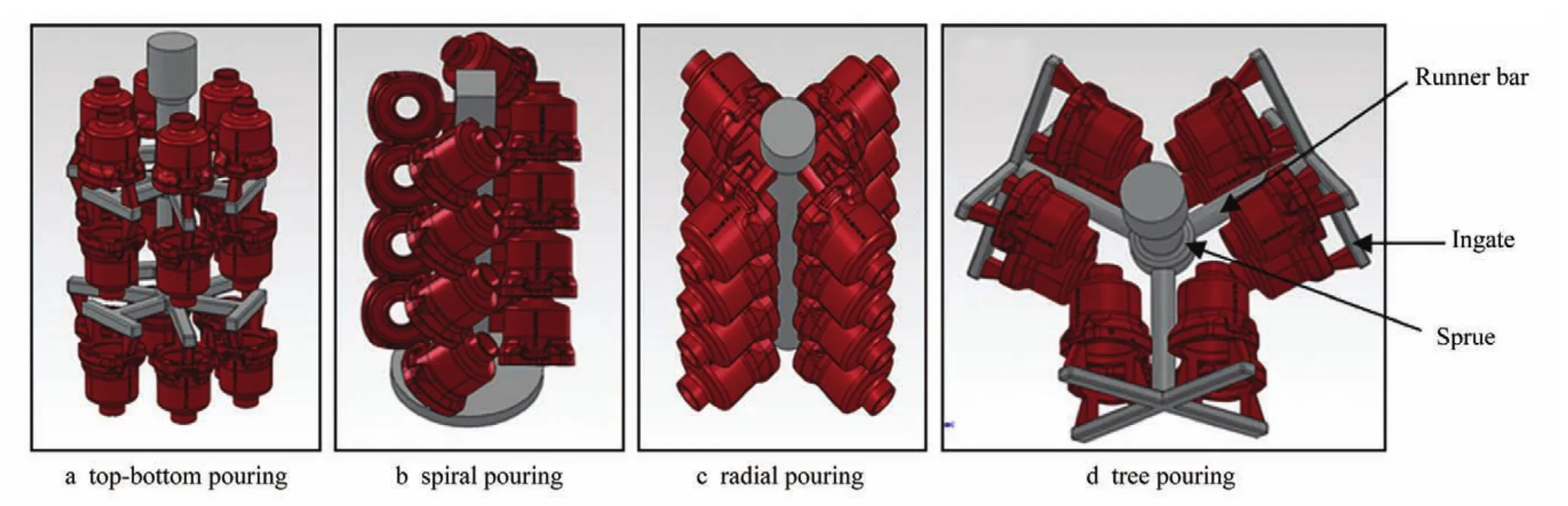
Fig.2 Configurations and geometrical characteristics of four experimental pouring systems
2.2 Experimental Details
The experimental materials including commercial pure Ti and an Al-V intermediate alloy were melted in an Induction Skull Melting (ISM) furnace, which can melt 20 kg titanium alloy at one time. The experimental process was carried out in the vacuum environment.Details of the casting process are shown in Tab.1. The mechanical specimens annealed with the same lot castings were machined according to ASTM E8 standard.The hardness specimens cut from the castings and the chemical samples were also annealing treated. X-ray radiography method was used to examine the shrinkage defects for all the finished castings.

Tab.1 Parameters of the experimental and simulated pouring systems
3 Results and discussion
3.1 Numerical simulation
Among the four pouring systems of the cover, topbottom pouring system (a) and tree pouring system (d)represented more optimal designs according to the computer-predicted shrinkage, respectively, as shown in Fig.3.It is obvious that the shrinkage mainly appears in the four thick area of the large end face and four thick ribs of small ports for all four different pouring systems. The shrinkage in top-bottom pouring system shows the largest number and area than that in the other pouring systems.
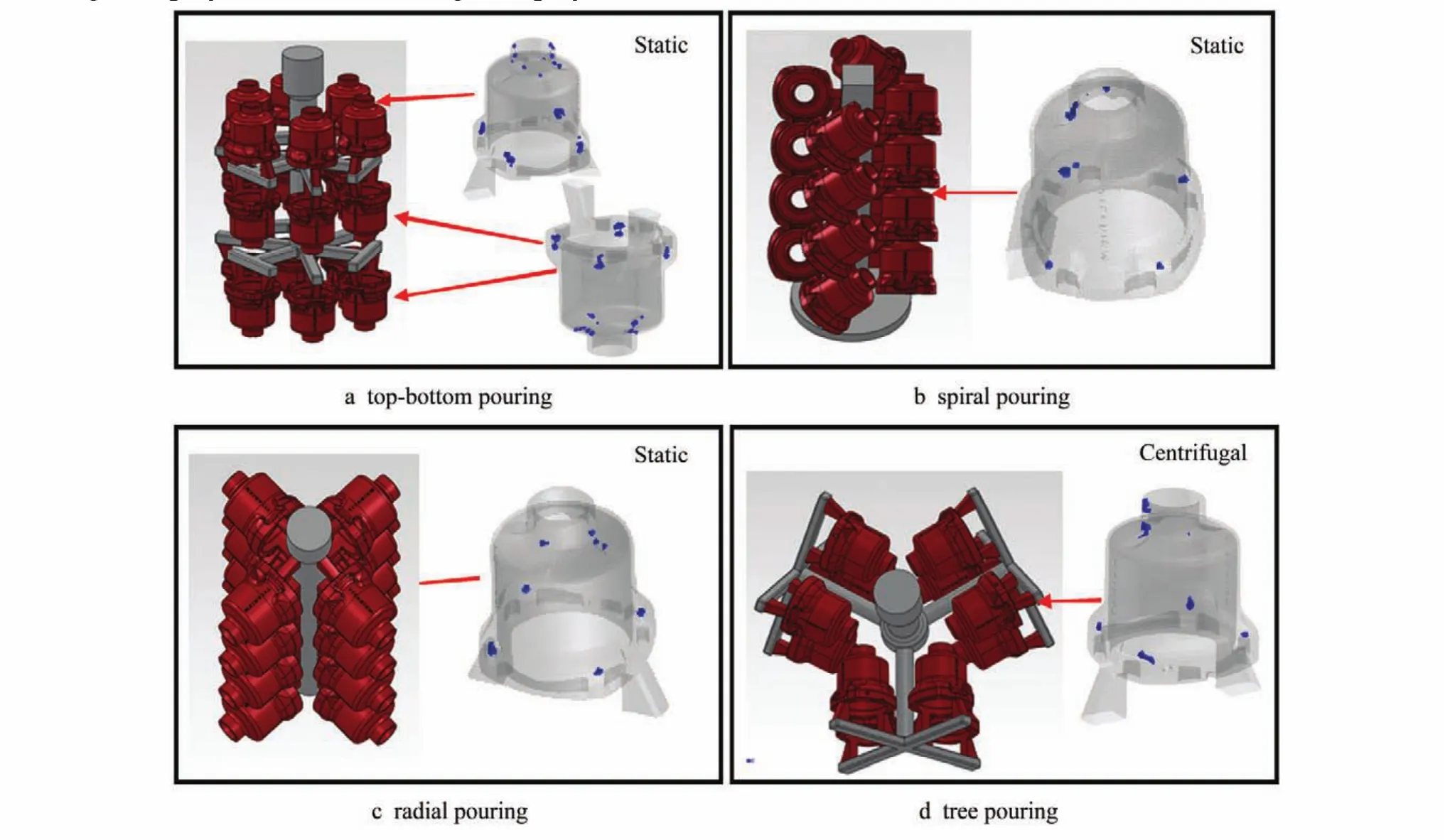
Fig.3 Simulation results of shrinkage in four pouring systems
The mold filling process of top-bottom pouring system in the gravity field is shown in Fig.4, and the red liquid represents metal flowing through the runner from the pouring into the mold cavity, while the green liquid on behalf of the cooled metal. Due to the gravity, fluid flows along the wall from the gate into the cavity (Fig.4a). With the pouring continues, the metal liquid continues to fill the mold in the fan-shaped form, and the last filling area is in the runner on both sides. Apparently, there is some surface turbulence in the process of mold filling. Splash and folding-over of the melt are observed when the liquid metal enters the mold cavity (Fig.4c and d).
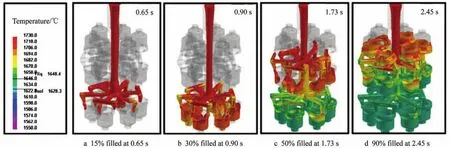
Fig.4 The four moments to show the mold filling process of the top-bottom pouring
In contrast to the top-bottom pouring system, the spiral and radial static pouring systems (Fig.5a and 5b)have a common weakness of metal liquid turbulence.Due to the limited space in the radial pouring system, it is difficult for the subsequent coating and cleaning shell,and the temperature field of the products is affected by neighboring heat radiation effect besides the mold filling process[37]. The metal liquid turbulence increases the proportion of scab and sweat in the deep groove on the products.
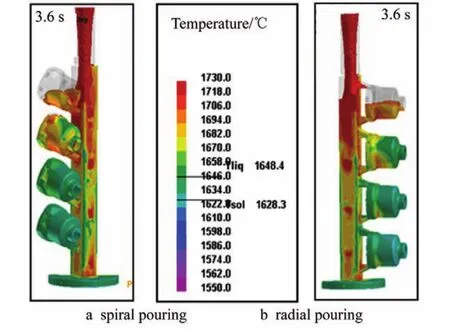
Fig.5 Mold filling process of the electric power tool with
A satisfied filling result was obtained in the tree pouring system under the centrifugal force field (Fig.6).Because of the centrifugal effects, mold filling is different from static mold filling, free surface of liquid is circular arc during filling process and the melt of titanium alloy sticks to one side of the wall to fill the cavity in the centrifugal field. The centrifugal force can enhance the mold filling ability of liquid melt and help the metal liquid remove entrapped gas pores. Generally,the influence of gravity field upon the fluid flow is negligible in the centrifugal casting[3,33,38]. The fluid fills along the runner channels and stuffs the cavity layer by layer, and the final stuffing place is the small port of the casting. It avoids more shrinkage defects appearing in the big end surface where subsequently machined four holes, because the final fusion area (i.e. independent liquid zone) is prone to shrinkage.
3.2 Mechanical properties
After pouring, the chemical composition of the casting parts in top-bottom pouring system and tree pouring system were tested, shown in Tab.2. It can be seen that the chemical composition of static casting(top-bottom pouring) fluctuates obviously (the content scope of oxygen). The composition segregation leads to inhomogeneity of microstructure, and even unstable mechanical properties.
Fig.7 shows the mechanical properties (a)σbandσ0.2(b)δ5andΨof the parts in top-bottom pouring static system and tree pouring centrifugal system.Compared to the historical production data (tensile strength: 700~830 MPa; elongation: 13%~16%), it is obvious that the values of the tensile strength in tree pouring are higher than that of top-bottom pouring system.
Fig.8 shows the values of Vickers hardness in top-bottom pouring static system and tree pouring centrifugal system. The hardness test specimen and the testing surface of the parts are shown in
Fig.8a. Compared with the historical production data (about 230~270) of Ti-3Al-2.5V parts after annealed in different batches, the hardness values of the two systems within the scope of the historical production data. The value of hardness in bottom pouring is similar to that of tree pouring, but the value of hardness in top pouring is relatively low. In the mold filling process of top pouring system, the area of hardness test specimen finally filled is prone to shrinkage, leading to a relatively low hardness value.
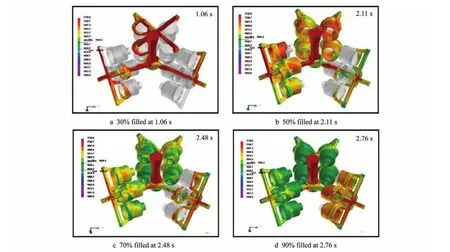
Fig.6 Filling sequence of tree pouring system under the centrifugal force field

Tab.2 Chemical composition of Ti-3Al-2.5V parts (wt.%).
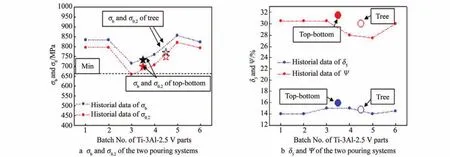
Fig.7 Mechanical properties of top-bottom and tree pouring systems
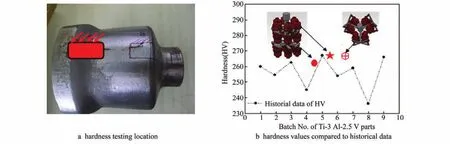
Fig.8 Vickers hardness of top-bottom and tree pouring system
3.3 Shrinkage
The shrinkage distribution of the top-bottom pouring and the tree pouring system were compared with that of computer-predicted, shown in Fig.9 and Fig.10. The predicted shrinkage level coincided wellwith the experimental observations. The shrinkage defects are near to the four thicker areas in the big end surface and are easily exposed to the surface after machining. The shrinkage defects in the top-bottom pouring system are larger than that in the tree pouring system.
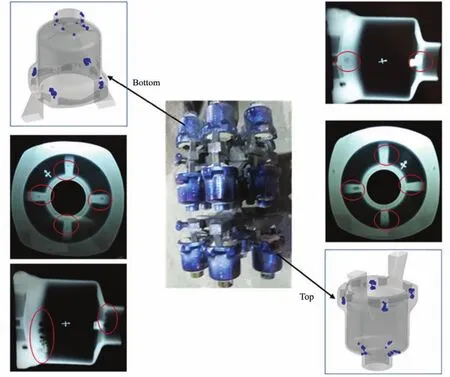
Fig.9 Experimental castings and X-ray radio photographs of top-bottom pouring system
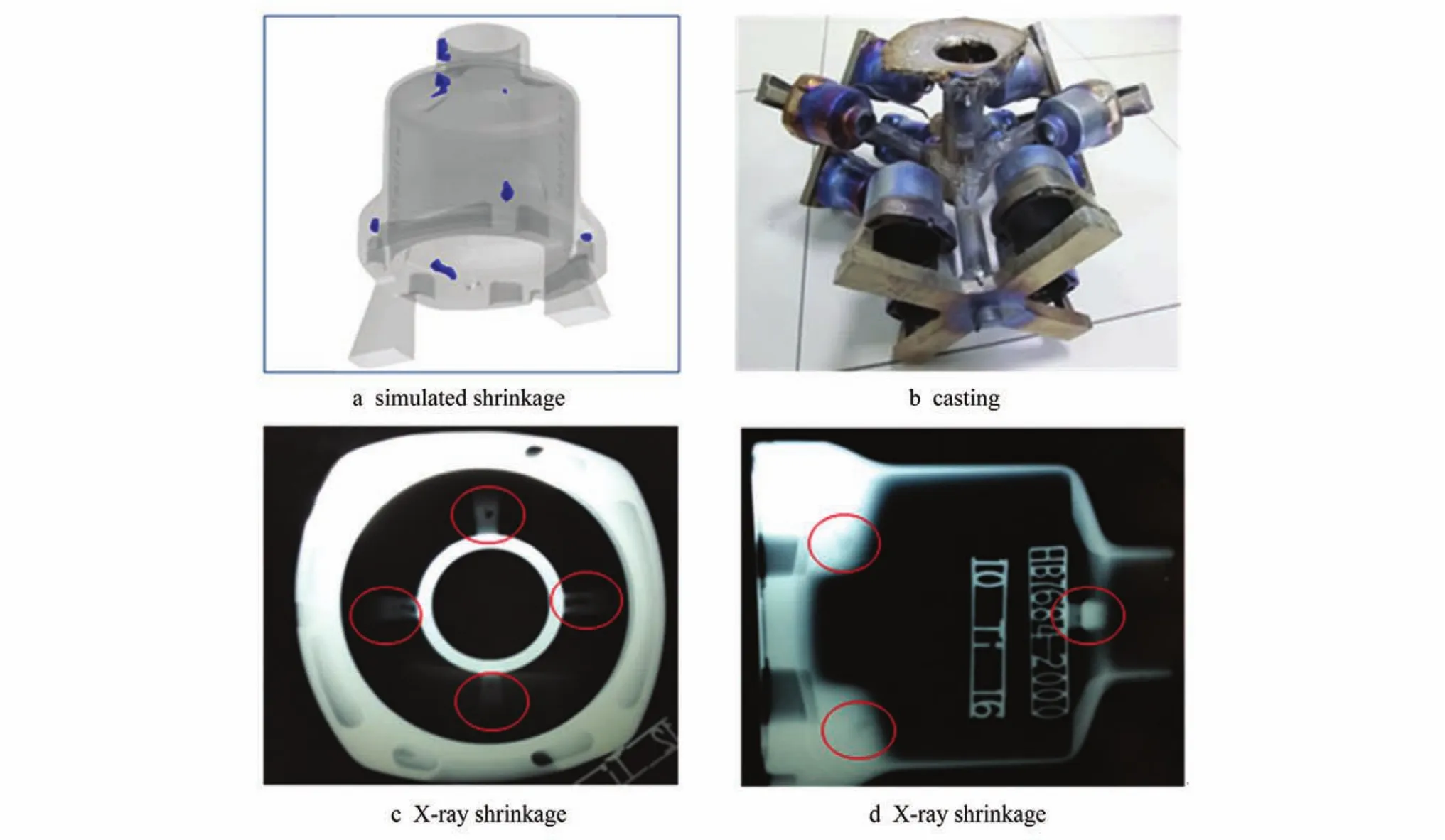
Fig.10 Experimental castings and X-ray radio photographs of tree pouring
In short, it indicates that the numerical simulation can be used as an efficient tool to aid in casting design and shrinkage control. Based on the comprehensive evaluation of various performances, the tree pouring(centrifugal casting) system seems more ideal. But the shrinkage in the big end surface has the risk of exposure after machining, and it needs to be get rid of by further process optimization.
4 Conclusions
In summary, the mold filling and solidification of Ti-3Al-2.5V alloy with four different pouring systems were studied by means of numerical simulation. The mechanical properties and shrinkage defects of the castings were examined by actual experiments. According to the experimental results, we can conclude that.
1) The chemical composition of static (top-bottom)pouring system is not stable, and oxygen content range is very large, which can result in uneven alloy microstructures, and even unstable mechanical properties.
2) The different casting systems have little influence on the hardness or the mechanical properties of Ti-3Al-2.5V casting alloy.
3) The predicted shrinkage level coincided well with the results of X-ray radio photographs. The defects of static (top-bottom) pouring system are bigger than that of centrifugal (tree) pouring system. So the numerical simulation is a good method to predict the shrinkage defect distribution effectively.
References:
[1] 刘婉颖, 朱毅科, 林元华, 等. 热处理对TC4钛合金显微组织和力学性能的影响[J]. 材料导报 B: 研究篇,2013, 27(9): 108—111.LIU Wan-ying, ZHU Yi-ke, LIN Yuan-hua. et al. Influence of Heat Treatment on Microstructure and Mechanical Properties of TC4 Titanium Alloy[J]. Materials Review B, 2013, 27(9): 108—111.
[2] POLISHETTY Ashwin, GOLDBERG Moshe, LITTLEFAIR Guy, et al. A Preliminary Assessment of Machinability of Titanium Alloy Ti-6Al-4V during Thin Wall Machining Using Trochoidal Milling[J]. Procedia Engineering, 2014, 97: 357—364.
[3] LI Chang-yun, WANG Hai-yan, WU Shi-ping, et al.Reserach on Mould Filling and Solidification of Titanium Alloy in Vertical Centrifugal Casting[J]. Rare Metal Materials and Engineering, 2010, 39(3): 388—392.
[4] CHENG W W, LIN J H C, JU C P. Bismuth Effect on Castability and Mechanical Properties of Ti-6Al-4V Alloy Cast in Copper Mold[J]. Materials Letters, 2003, 57:2591—2596.
[5] BOYER R R. An Overview on the Use of Titanium in the Aerospace Industry[J]. Metal Materials and Engineering A, 1996, 213: 103—114.
[6] BOLZONIE L, RUIZ-NAVAS M, GORDO E. Influence of Sintering Parameters on the Properties of Power Metallurgy Ti-3Al-2.5V Alloy[J]. Materials Characterization,2013, 84: 48—57.
[7] GROVE T, KÖHLER J, DENKENA B. Residual Stress in Milled β-Annealed Ti6Al4V[C]. Procedia CIRP, 2014.
[8] FENG Xin, QIU Jian-ke, MA Ying-jie, et al. Influence of Processing Conditions on Microstructure and Mechanical Properties of Large Thin-Wall Centrifugal Ti-6Al-4V Casting[J]. Journal of Materials Science & Technology,2016, 32: 362—371.
[9] CHU Yu-dong, CHANG Hui, HUANG Dong, et al. Numerical Simulation of Centrifugal Casting Process of ZTC4 Ti Alloy Case[J]. Special Casting & Nonferrous Alloys, 2012, 32: 133—137.
[10] GREEN E A, COULON J F. Cost Considerations in Using Titanium[C]. AIAA Commercial Aircraft Design and Operation Meeting, 1967.
[11] 肖树龙, 陈玉勇, 朱洪艳, 等. 大型复杂薄壁钛合金铸件熔模精密铸造研究现状与进展[J]. 稀有金属材料与工程, 2006, 35(5): 678—681.XIAO Shu-long, CHEN Yu-yong, ZHU Hong-yan, et al.Recent Advances on Precision Casting of Large Thin Wall Complex Castings of Titanium Alloys[J]. Rare Metal Materials and Engineering, 2006, 35(5): 678—681.
[12] JAVIDRAD F, FARGHADANI H, HEDARI M. The MPAW of Ti-3Al-2.5V Thin Sheets and Its Effects on Mechanical and Microstructural Properties[J]. Journal of Materials Engineering and Performance, 2014, 23: 666—672.
[13] 赵瑞斌, 张亮, 王红, 等. 低成本制备 Ti-3Al-2V 合金精密铸件的可行性研究[J]. 钛工业进展, 2016, 33(1):15—18.ZHAO Rui-bin, ZHANG Liang, WANG Hong, et al.Study on Feasibility of Low Cost Ti-3Al-2.5V Alloy Precision Casting[J]. Titanium Industry Progress, 2016, 33(1):15—18.
[14] JOVANOVIĆ M T, TADIĆ S, ZEC S, et al. The Effect of Annealing Temperatures and Cooling Rates on Microstructure and Mechanical Properties of Investment Cast Ti-6Al-4V Alloy[J]. Materials and Design, 2006, 27:192—199.
[15] BOLZONI L, RUIZ-NAVAS E M, GORDO E. Influence of Vacuum Hot-pressing Temperature on the Microstructure and Mechanical Properties of Ti-3Al-2.5V Alloy Obtained by Blended Elemental Master Alloy Additions Powders[J]. Materials Chemistry and Physics, 2012, 137:608—606.
[16] 张旺峰, 王玉会, 李艳, 等. 高强度 TA18合金管材性能评价与控制方法研究[J]. 稀有金属材料与工程, 2012,41(7): 1239—1242.ZHANG Wang-feng, WANG Yu-hui, LI Yan, et al. Performance Evaluation and Control Methods of High Strength TA18 Alloy Tube[J]. Rare Metal Materials and Engineering, 2012, 41(7): 1239—1242.
[17] 杨英丽, 张树启, 张鹏省. Ti-3Al-2.5V合金的热稳定性研究[J]. 钛工业进展, 2000(5): 33—35.YANG Ying-li, ZHANG Shu-qi, ZHANG Peng-xing.Research on the Thermal Stability of Ti-3Al-2.5V Alloy[J]. Titanium Industry Progress, 2000(5): 33—35.
[18] 谢群良, 汪建林. 工艺对 Ti-3Al-2.5V钛合金无缝管的表面和性能影响[J]. 上海钢研, 2002(2): 9—12.XIE Qun-liang, WANG Jian-lin. The Effect of Process on the Surface and Property of Ti-3Al-2.5V Seamless Tube[J]. Shonghai Steel Iron Research, 2002(2): 9—12.
[19] 张旺峰, 李艳, 王玉会, 等. Ti-3Al-2.5V钛合金管材研究进展[J]. 材料导报 A: 综述篇, 2011, 25(12): 133—134.ZHANG Wang-feng, LI Yan, WANG Yu-hui, et al. Research Progress in Ti-3Al-2.5V Alloy Tube[J]. Materials Review A, 2011, 25(12): 133—134.
[20] 卢新昌. 钛及钛合金熔模的感应凝壳铸造法[J]. 铸造,2005, 54(5): 425—428.LU Xin-chang. Induction Skull Casting for Titanium and Titanium Alloy Casting[J]. Foundry, 2005, 54(5): 425—428.
[21] MARKOVSKY P E. Improvement of Structure and Mechanical Properties of Cast Titanium Alloys Using Rapid Heat Treatment[J]. Materials Science and Engineering A,1995, 190: 9—12.
[22] 齐元昊, 杨亚社, 南莉, 等. 高强Ti-3Al-2.5V合金管材的组织与性能[J]. 特种铸造及有色合金, 2011, 31(11):1062—1065.QI Yuan-hao, YANG Ya-she, NAN Li, et al. Microstructure and Properties of High Strength Ti-3Al-2.5V Ti Alloy Pipe[J]. Special Casting & Nonferrous Alloys, 2011,31(11): 1062—1065.
[23] 杨建朝, 席锦会, 杨亚社, 等. 航空航天用 TA18钛合金管材的研发及应用[J]. 钛工业进展, 2014, 31(4): 6—10.YANG Jian-chao, XI Jin-hui, YANG Ya-she, et al. Research and Application of TA18 Titanium Alloy Tube in Aerospace Industry[J]. Titanium Industry Progress, 2014,31(4): 6—10.
[24] 南莉, 杨亚社, 齐元昊, 等. 航空用高强 TA18钛合金管材的轧制工艺[J]. 稀有金属材料与工程, 2013, 42(1):166—170.NAN Li, YANG Ya-she, QI Yuan-hao, et al. Rolling Process of High-Strength TA18 Titanium Alloy Tubes for Aviation[J]. Rare Metal Materials and Engineering, 2013,42(1): 166—170.
[25] BOLZONI L, RUIZ-NAVAS E M, GORDO E. Investigation of the Factors Influencing the Tensile Behaviours of PM Ti-3Al-2.5V Alloy[J]. Materials and Engineering A,2014, 609: 266—272.
[26] JIANG Zhi-qiang, ZHAN Mei, YANG He, et al. Deformation Behavior of Medium-strength TA18 High-pressure Tubes During NC Bending with Different Bending Radii[J]. Chinese Journal of Aeronautics, 2011, 24:657—664.
[27] LI H, YANG H, SONG F F, et al. Springback Characterization and Behaviors of High-strength Ti-3Al-2.5V Tube in Cold Rotary Draw Bending[J]. Journal of Materials Processing Technology, 2012, 212: 1973—1987.
[28] 王晓林, 赵志龙, 马余选, 等. 大型复杂 ZTC4合金铸件的充型凝固过程模拟[J]. 特种铸造及有色合金, 2011,31(6): 517—520.WANG Xiao-lin, ZHAO Zhi-long, MA Yu-xuan, et al.Numerical Simulation of Filling and Solidification of Large Complex ZTC4 Alloy Castings[J]. Special Casting& Nonferrous Alloys, 2011, 31(6): 517—520.
[29] 王欢, 王红红, 周建新, 等. 复杂钛合金铸件立式离心铸造过程的数值模拟[J]. 特种铸造及有色合金, 2015,35(2): 178—181.WANG Huan, WANG Hong-hong, ZHOU Jian-xin, et al.Numerical Simulation of Vertical Centrifugal Casting Process for Complex Ti Alloy Casting[J]. Special Casting& Nonferrous Alloys, 2015, 35(2): 178—181.
[30] 史成龙, 崔新鹏. 某细长结构Ti-6Al-4V钛合金件精密铸造工艺模拟[J]. 特种铸造及有色合金, 2016, 36(2):182—185.SHI Cheng-long, CUI Xin-peng. Simulation of Investment Castings for Typical Titanium Alloy (Ti-6Al-4V)Parts with Slender Structure[J]. Special Casting & Nonferrous Alloys, 2016, 36(2): 182—185.
[31] WU Meng-huai, AUGTHUN Michael, WAGNER Ingo,et al. Numerical Simulation of the Casting Process of Titanium Tooth Crowns and Bridges[J]. Journal of Materials Science: Materials in Medicine, 2001, 12: 485—490.
[32] WU Meng-huai, WAGNER Ingo, SAHM P R, et al. Numerical Simulation of the Casting Process of Titanium Removable Partial Denture Frameworks[J]. Journal of Materials Science: Materials in Medicine, 2002, 13:301—306.
[33] WU Shi-ping, LIU Dong-rong, GUO Jing-jie, et al. Numerical Simulation of Microsturcture Evolution of Ti-6Al-4V Alloy in Vertical Centrifugal Casting[J]. Materials Science and Engineering A, 2006, 426: 240—249.
[34] 贾丽敏. TC4合金立式离心充型凝固行为研究[D]. 哈尔滨: 哈尔滨工业大学, 2010.JIA Li-min. Behaviors of Mold-Filling and Solidification for Vertical Centrifugally Cast TC4 Alloys[D]. Harbin:Harbin Institute of Technology, 2010.
[35] JIA Li-min, MING Da, LI Min, et al. Casting Defects of Ti-6Al-4V Alloy in Vertical Centrifugal Casting Processes with Graphite Molds[J]. Metals and Materials International, 2012, 18(1): 55—61.
[36] 刘剑, 杨屹, 卢东. 基于 ProCAST真空条件下钛合金熔模铸造的探究[J]. 铸造, 2008, 57(11): 1155—1158.LIU Jian, YANG Yi, LU Dong. Titanium Alloy Investment Casting Under Vacuum Circumstance Based on ProCAST[J]. Foundry, 2008, 57(11): 1155—1158.
[37] FU P X, KANG X H, MA Y C, et al. Centrifugal Casting of TiAl Exhaust Valves[J]. Intermetallics, 2008, 16:130—138.
[38] 袁芳. 离心力场下钛合金充型流动及铸造缺陷的研[D].哈尔滨: 哈尔滨工业大学, 2006.YUAN Fang. Study on Mold Filling and Defect of Casting of Titanium Alloys Under Centrifugal Force Field[D].Harbin: Harbin Institute of Technology, 2006.
