使用不同球化剂生产QT400-18渣灌的对比试验
2018-05-22柯志敏陈鹏辉
柯志敏,陈鹏辉
(广东中天创展球铁有限公司,广东英德 513000)
渣灌是炼钢炉前装钢渣用的设备,其使用环境恶劣,受热变化无常,同时要求具有高的使用寿命。渣罐都是在极冷极热交变恶劣的情况下使用,渣罐容积越大铸造难度就越大,所以对渣罐的质量要求就相当的高。
渣灌的技术要求:牌号为QT400-18,化学成分中的硅质量分数小于2.0%,力学性能抗拉强度350MPa~400 MPa,屈服强度大于230 MPa,延伸率大于18%;金相组织检验按GB/T9441《球墨铸铁金相检验》的规定进行,铸件本体和试块的球化级别不低于3级,基体组织中铁素体含量不低于95%,并且渣灌不允许出现冷隔、夹砂、气孔、砂眼、缩孔、粗晶、疏松、等缺陷。渣灌铸件平均壁厚为50 mm,重量4 500 kg,如图1所示。
1 生产试验条件

图1 渣灌铸件图
球墨铸铁的碳质量分数一般为3.2%~3.8%,牌号为QT400-18的球铁含碳量取上限;硅是强烈促进石墨化的元素,增加石墨球数,但硅增加会增加球墨铸铁的脆性,为保证QT400-18球铁的延伸率,加之渣灌中技术要求规定硅质量分数控制在2.0%左右,为此确定原铁水硅质量分数为0.9%~1.0%;锰阻碍石墨化及阻碍铁素体的形成,影响延伸率,为此锰含量越低越好;磷易偏析形成磷共晶,降低塑性和韧性;而残余镁和稀土一般是通过球化剂球化后残余留下的,具有强烈形成白口的倾向,为此,在保证球化合格的前提下越低越好。综上分析确定渣灌的原铁水化学成分为:w(C)3.8%~3.9%,w(Si)0.9%~1.0%,w(Mn)0.2%~0.3%,w(P)≤0.05%,w(S)≤0.02%.
采用5 t中频电炉熔化,优质废钢增碳的工艺,加料顺序:加增C剂→加废钢→加增C剂,增C剂随废钢分批加入。依据实际生产情况,选择堤坝式球化包,采取包内冲入工艺进行球化孕育处理。具体的操作如下:将球化剂各自放入包底一侧的凹坑内,其上面覆盖一次孕育剂,孕育剂上再覆盖一层铁屑。注意控制覆盖物的紧实度及厚度,不能太厚或太薄,避免影响球化反应的起始时间,出水球化时应当注意实际出水量与理论出水量偏差控制在±50 kg范围内。
选用的球化剂分别为H-2Z、C-6Z和5922:球化剂H-2Z为高镁以铈为主的低稀土球化剂;球化剂C-6Z为低镁以镧为主的镧铈混合稀土球化剂;球化剂5922为低镁高钙La系单一稀土球化剂。孕育剂选用75硅铁,孕育方式分为三次孕育:一次孕育0.4%压在包底,二次孕育0.4%在球化过程中加入,三次孕育为随流瞬时孕育,使用粒度为0.2 mm~0.7 mm的专用孕育剂,通过专用的漏斗在浇注过程中加入,加入质量分数为0.1%.铁水出炉温度确定在1 450℃左右。使用渣灌附铸试块作为试样的检测样本。球化剂H-2Z、C-6Z、5922成分如表1所示,孕育剂加入量如表2所示。

表1 球化剂QY-1G、QY-1L、5922化学成分(质量分数,%)
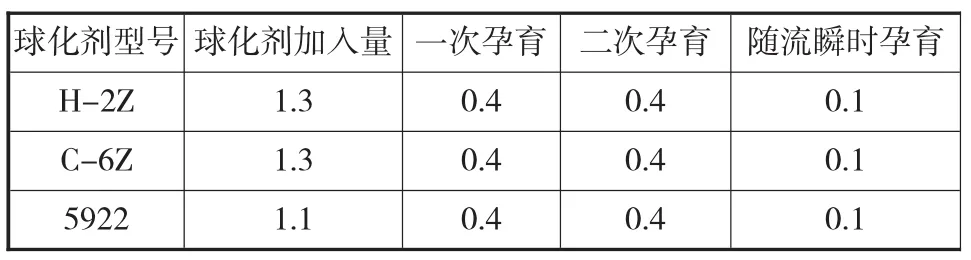
表2 渣灌球化剂孕育剂加入量(质量分数,%)
试样在WA-600KE型电液压式万能实验机上测试力学性能,采用台式显微镜检查金相组织,使用湿法分析法检测终铁液化学成分,用TH110里氏硬度计测量试块硬度。
2 试验结果及分析
球化剂H-2Z、C-6Z、5922球化孕育后,浇注了3个渣灌铸件,取得对应的附铸试块,编号分别为A、B、C,然后对三种球化剂对应的附铸试块进行理化分析,化学分析成分结果如表3所示,并在各自试块上取试样查看金相组织,取得的金相进行拍照留档,球化剂H-2Z、C-6Z、5922渣灌附铸试块金相显微组织的图像对应编号分别为图2、图3、图4.

表3 使用球化剂H-2Z、C-6Z、5922得到渣灌附铸试块的化学成分(质量分数,%)

图2 附铸试块A金相显微组织
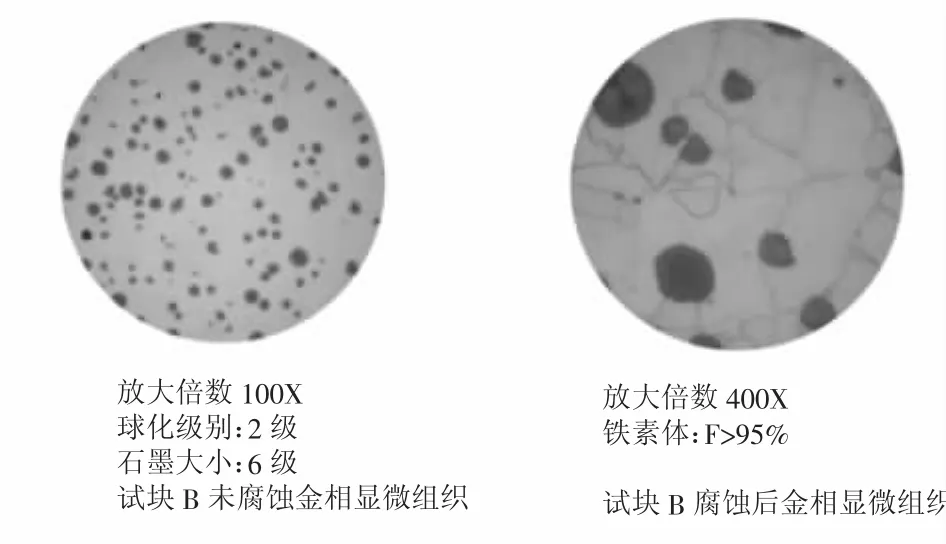
图3 附铸试块B金相显微组织

图4 附铸试块C金相显微组织
2.1 球化剂H-2Z、C-6Z、5922对渣罐金相显微组织的影响
表3表明:附铸试块A中残余镁质量数为0.042%低于附铸试块B、C的0.047%和0.046%,由图2可发现附铸试块A的球化级别为3级,石墨大小为6级;图3显示附铸试块B的球化级别为2级,石墨大小为6级;图4显示附铸试块C的球化级别为2级,石墨大小为6级;附铸试块A、B、C金相腐蚀后得到的基体组织中铁素体含量基本相同,都在95%以上,符合QT400-18渣灌的技术要求。通过对比图2,图3,图4可以发现:附铸试块A的球化级别,石墨球的圆整度要比附铸试块B、C差,而附铸试块B、C的球化级别的石墨球大小、圆整度相当。导致附铸试块A的球化级别差的原因是球化剂H-2Z中镁元素含量高,球化反应激烈,氧化、烧损大,影响镁的吸收,导致球化效果不佳,而球化剂C-6Z、5922是低镁镧系球化剂,镧可显著降低白口倾向,增加石墨球数,提高球化等级,加之球化剂C-6Z、5922中镁含量低,钙含量较高,钙可以促进球化、细化晶粒,而且钙和镁都可以有效降低球化反应的剧烈程度,提高镁的收得率和球化等级。
2.2 球化剂H-2Z、C-6Z、5922对渣罐力学性能的影响
球墨铸铁化学成分、球化孕育处理及铸件的冷却条件对石墨形态、石墨大小有很大的影响,从而影响力学性能。附铸试块A、B、C力学性能如表4所示。从表4可以发现,附铸试块A的抗拉强度、屈服强度、伸长率较附铸试块B、C低,而附铸试块B、C的力学性能较为接近。如图2可知附铸试块A所得到的金相显微组织中,石墨球不够圆整,有不规则石墨存在,这样的石墨在应力的作用下,更容易发生应力集中,从而导致力学性能偏低;而附铸试块B、C石墨的圆整度、大小以及分布都要优于附铸试块A,从而在力学性能上比附铸试块A要好。

表4 使用球化剂H-2Z、C-6Z、5922所得渣灌附铸试块的力学性能
2.3 球化剂H-2Z、C-6Z、5922生产渣罐的成本分析
对浇注QT400-18渣灌每t铁水所使用球化剂H-2Z、C-6Z、5922的成本进行分析,具体情况如表5所示。
从表5可以发现,生产渣灌1 t铁水所需球化剂 H-2Z、C-6Z、5922 分 别为 107.9 元、114.4 元、132.0元,使用球化剂H-2Z成本是最低的,球化剂C-6Z次之,球化剂5922成本是最高的。

表5 球化剂H-2Z、C-6Z、5922生产渣灌每t铁水的成本
3 结 论
1) 采 用 球 化 剂 H-2Z、C-6Z、5922 生 产 的QT400-18渣灌取得对应的附铸试块A、B、C的金相显微组织满足渣灌的技术要求,但附铸试块B、C的球化级别、石墨形态较附铸试块A要好。
2)采用球化剂H-2Z、C-6Z、5922制取的附铸试块A、B、C检测的力学性能满足QT400-18渣灌的力学性能要求,但球化剂C-6Z、5922所得试块的综合力学性能更好。
3)通过对球化剂H-2Z、C-6Z、5922生产渣罐的成本进行核算,发现生产渣灌每吨铁水所需的成本分别为107.9元、114.4元、132.0元,采用球化剂C-6Z生产QT400-18渣灌是最经济的。
4) 通过对比球化剂 H-2Z、C-6Z、5922 浇注QT400-18渣灌所得附铸试块的金相显微组织、力学性能以及生产成本,选用球化剂C-6Z是生产QT400-18渣灌的最佳选择。
参考文献:
[1] 张新宁.铁素体球墨铸铁低温冲击性能影响因素及断裂行为研究[D].沈阳:沈阳工业大学,2015.
[2] 董海.铁素体球墨铸铁凝固形貌及力学性能研究[D].成都:西南交通大学,2013.
[3] 王峰,严增男.球墨铸铁的球化与孕育处理工艺[J].现代铸铁,2012,(04):37-42.
[4] 李蒙,白玲.铸态 QT400-18球铁的生产[J].热加工工艺,2009(11):150-151.
[5] 方斌.QT450-10铁素体球墨铸铁的稳定生产[J].安徽化工,2004(03):57-44.
[6] 王学华,薛亦渝,陈信,等.Mg_残、Re_残和S_原对球铁组织和力学性能的影响[J].武汉汽车工业大学学报,1997(06):81-85.
[7] 吕清珂,张杰,许景峰,鲁栋,等.铸态QT700-3球墨铸铁的工艺探究[J].铸造设备与工艺,2017(1):22-24.
