环芯法和X射线法测量大型轮盘锻件的残余应力
2018-05-21王庆伟
王庆伟
(上海电气上重铸锻有限公司,上海200245)
转子锻件是汽轮机组的核心部件,随着机组容量增大,转子锻件的尺寸及重量不断增加,如百万千瓦级核电汽轮机整锻低压转子需要600 t级钢锭锻制,国内乃至全球具备这种特大型锻件稳定制造能力的重机厂亦是屈指可数。较整锻结构转子而言,核电低压焊接结构转子具有运行应力低,单个锻件尺寸小、易于制造及超声检测可靠性高等优点,被世界上多家汽轮机制造厂商选用[1-3]。
行业标准一般要求,锻件残余应力不得超过其屈服强度下限值的8%[1],核电焊接低压转子大型轮盘锻件屈服强度要求不低于700 MPa,而残余应力要求不超过40 MPa,较行业标准提出了更高的要求。因此,获得符合标准要求的残余应力是轮盘锻件研制的难点之一。
残余应力的测试方法很多,目前行业内比较认可的有切环法、盲孔法、环芯法等机械方法,也有X射线法、中子衍射法、超声波法、磁性法等物理方法[2]。本文介绍的轮盘锻件采购技术规范要求按JB/T 8888—1999采用环芯法测定,而本产品作为国产化首件,辅助采用了X射线法,共同证明锻件的残余应力确实处于较低水平。
1 测试方法
1.1 环芯法
环芯法是一种测试残余应力的机械方法,JB/T 8888—1999有详细介绍。环芯法的测试原理是通过对工件表面铣环槽,使测试区域与其余周边本体“隔离”开,残余应力得以释放,粘贴在工件表面的应变片将变化的电信号模拟成应变值。测量前,需将应变片粘贴在工件表面之上,通过用环形刀头包围应变片在工件表面铣环槽,读取铣槽2 mm深和4 mm深的应变值,通过公式计算出应变值。
JB/T 8888—1999铣环槽的直径为15 mm,残余应力计算公式如下:
σt=E{2.150×[εt(z=2 mm)-εt(z=4 mm)]+0.379×[εX(z=2 mm)-εX(z=4 mm]}
σX=E{0.379×[εt(z=2 mm)-εt(z=4 mm)]+2.150×[εX(z=2 mm)-εX(z=4 mm)]}
式中,σt、σX为转子表面下2~4 mm深度范围上的周向和轴向残余应力,单位为MPa;为周向和轴向上应变值;E为转子材料的弹性模量,单位为MPa。
1.2 X射线法
X射线法是一种测量残余应力的物理方法,不改变工件的原始应力状态。从1929年,X射线法测定残余应力已开始在实验室和工业界推广。1961年德国的E.Mchearauch提出了X射线应力测定的sin2φ法,使X射线法在实际应用中前进了一大步。有成熟的国际标准、国家标准,如EN 15305—2008《无损检测-用X射线进行残余应力分析的测试方法》、ASTM E915—2010《用X射线进行残余应力分析的测试方法》、GB/T 7704—2008《无损检测X射线应力测定方法》。X射线法测试的基本原理是当工件中存在残余应力时,晶面间距将发生变化,发生布拉格衍射时,产生的衍射峰也将随之移动,而且移动距离的大小与应力大小有关。通过测量衍射线位移作为原始数据,所测得的结果实际上是残余应变,再通过虎克定律计算出残余应力。
GB/T 7704—2008中指出在二维应力情况下,残余应力可由下式计算:
式中,σX为X方向的应力,单位为MPa;K为应力常数,单位为MPa/(°);M为2θφX-sin2φ线的斜率;E为弹性模量,单位为MPa;μ为泊松比;φ0为入射X射线和试样表面法线的夹角,φ为试样表面法线和衍射晶面法线的夹角,θ0为无应力状态下材料的X射线衍射角,θφX为材料的X射线衍射角,单位均为(°)。
X射线法检测残余应力取2 mm深处进行测试。
2 测试过程和步骤
2.1 产品信息
核电焊接低压转子轮盘的材料为25Cr2Ni2MoV,由200CK双真空钢锭经五火锻造成型。粗加工尺寸为∅3100 mm×1450 mm,重量约86 t。
对于残余应力不超过屈服强度下限8%的常规标准来说,调质回火以≤11℃/h的速度缓慢冷却,残余应力值一般均可达到规范要求的数值,且后续可不需再进行去应力回火处理。但对于该轮盘,由于其具有较高的残余应力要求,因此设计热处理工艺方案时,采取了较稳妥的方案,即进行两次回火,且第二次回火炉冷采用了分段限速冷却的方式,目的就是尽可能释放工件中的内应力,确保残余应力合格。热处理工艺示意图见图1。
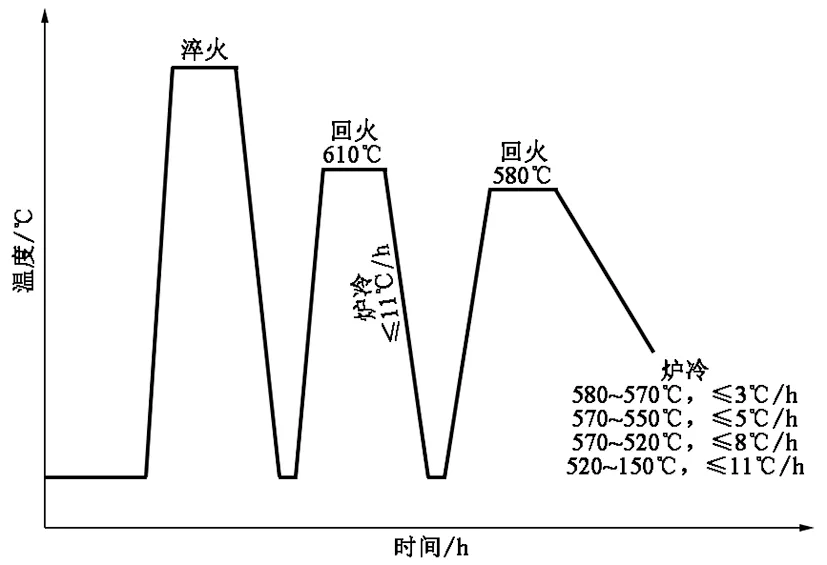
图1 核电焊接转子轮盘性能热处理工艺Figure 1 Heat treatment process of disk forgings for nuclear welding rotor
2.2 测试位置
轮盘锻件性能热处理后,待工件冷至室温后即进行残余应力测试。在工件上选取3点,其中2点距端面约200 mm,1点在中间位置,且3个位置同一圆周成120°作为环芯法的检测点,即F、G及H点;另取3点,与环芯法测试3位置分别在同一圆周上,圆弧距离间隔约200 mm作为X射线法的检测点,即F′、G′及H′点。测试位置详见图2。

图2 残余应力测试位置示意图Figure 2 Sketch map of test position of residual stress
2.3 测试过程
2.3.1 环芯法
环芯法检测设备为德国进口的RKV-18残余应力试验机。
测试前,应选好测试位置,并进行打磨去除表面氧化皮以及其他杂物。打磨位置尽可能平整光滑。固定好钻机三脚架后,刻出应变片的张贴位置,将测试部分用无水乙醇擦拭后用快干胶将应变片贴稳。将应变片导线连接到主机后,开始铣环槽。钻的过程尽可能缓慢,防止刀头发热。每铣0.5 mm,待数据稳定后,记录。利用2 mm和4 mm深的应变数据按前述公式计算出残余应力数据。应变值与槽的深度大体上呈线性关系,其余深度的数据供参考。
2.3.2 X射线法
X射线法检测设备为日本Pulstec公司便携式μ-X360型X射线应力仪。
测试前,在与环芯法测试的3个位置同一圆周间隔约200 mm处选取X射线法的测试位置。用Proto-8818型电解抛光机电化学腐蚀,参数为15 V、2 A,饱和NaCl水电解液,腐蚀2 mm深度。腐蚀完成后,调整X射线应力仪机头对准检测点。设备参数设定为仪器管电压30 kV,管电流1 mA,Cr靶Kα辐射,准直管直径2 mm,Fe(211)衍射晶面,平面探测器,焦离39 mm,2θ范围23°,入射倾斜角35°,单次曝光模式,无应力衍射角156°。设备进入运行状态,初始预热90 s,预热完成后自动采集数据、整理数据以及输出结果。
3 测试结果与分析
按图2所示位置,环芯法和X射线法分别完成该轮盘锻件残余应力检测,测试的结果如表1所示。
由表1可见,两种方法检测得到轮盘的残余应力值在-6.6~-30 MPa间,都为压应力,绝对值都不超过40 MPa,符合采购技术规范要求。轮盘锻件残余应力值沿轴向方向呈现“中间高,两头低”的特点,即轴向中间位置G点的残余应力值较高,两个靠近端面位置F及H位置应力值较小。两方法测试数据非常相近,可反映出该轮盘锻件的真实残余应力水平。

表1 残余应力测试结果(单位:MPa)Table 1 Test result of residual stress (Unit:MPa)
4 结论
(1)性能热处理过程中,采用两次回火+分段限速冷却方式可使核电低压焊接转子用大型轮盘锻件获得较小的残余应力。
(2)环芯法和X射线法作为大锻件残余应力的测试方法都是可取的,都能真实反映锻件的残余应力水平。
参考文献
[1] 王朋,霍鑫,丁玉明.核电汽轮机焊接转子技术发展综述.热力透平[J].2015,44(4):296-305.
[2] Bertilsson, J E Faber, G Duhnen.50 Years of Welded Rotors[J].Brown Boveri Review 1981(12): 467-473.
[3] Adolph Luthy.Some Advantages of Welding Turbine Rotors[J].Welding Journal, 1968(6):461-474.
[4] JB/T 8708—1998 300MW以上汽轮机无中心孔转子锻件 技术条件[S].
[5] 王庆明,孙渊.残余应力测试技术的进展与动向[J].机电工程,2011,28(1):11-15,41.
