基于CAXA的艺术品零件五轴数控加工研究及应用
2018-05-21段海锋邓壬章
苏 钢 ,段海锋 ,韩 伟 ,邓壬章
(1.广东省工业高级技工学校,广东 佛山528000;2.华南理工大学广州学院,广东 广州510800)
近年来数控多轴技术在各行业的应用技术不断推陈出新,对应的各种数控加工技术及加工工艺方法也在不断更新。与此同时,在艺术装饰品加工生产市场中,也有不少厂家开始引入了多轴数控加工的方法进行艺术装饰品的生产加工(如在数控雕刻机上进行浮雕和玉石的批量加工)。但由于数控雕刻机是三轴加工机床,对于立体的艺术装饰品零件有较大的局限性,因此,近两年来部分精品艺术生产企业又开始探索用五轴加工中心机床进行艺术品零件的加工。
CAXA软件作为已经普遍应用的五轴数控加工编程软件,在艺术品零件数控加工中也得到了广泛应用,其中三轴数控机床编程时使用的刀具库设定应用、安全高度、切削参数和计算精度设定等共同设定项目在五轴加工编程时也得到了延续应用,使编程人员很容易从三轴编程过渡到多轴编程应用[1]。本文将探讨如何应用CAXA对中国传统典型艺术品—六角亭零件进行加工。
与常见的机械产品数控设计加工工艺流程不同的是,艺术品零件的三维建模图形大都来源于逆向工程测量数据,采用扫描的方法得到其模型,再根据需要缩放便可得到其三维模型数据,因而几何形状往往是非参数化的不规则复杂曲面形状[2];在加工编程时需要根据其结构形状特点选择相对应的五轴编程策略、刀具倾斜形式和刀轴控制方式,具体详述如下。
1 艺术品零件五轴加工的方法和工艺
如图1所示图形即为六角亭的工程图,其结构较为复杂,尤其是前后左右上下都有较为复杂的非典型几何形状,如果仅仅用三轴加工机床来加工的话则容易出现装夹困难,策略复杂以及形状错位等问题,而在五轴数控加工时,刀具轴的摆角变化是通过旋转工作台、摆动主轴以及上述两种组合运动来实现的,编程时需要根据加工几何对象的形状,选择合理的编程策略、摆角变化形式和刀轴控制方式才能进行合理的刀位点计算,从而生成正确的刀具运动轨迹[5]。
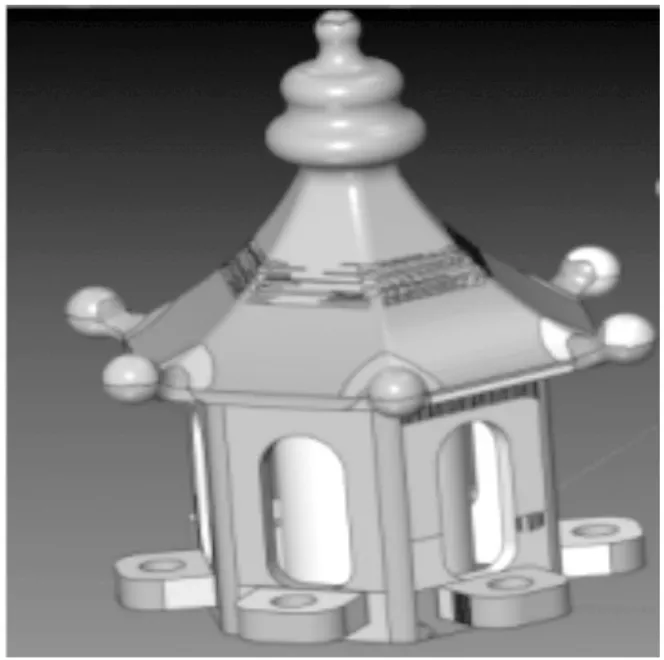
图1 典型艺术产品六角亭的3D图
根据产品的形状,结合CAXA软件编程的特点,其工艺流程如下图2所示,加工工艺路线分成上部和下部两部分,两个部分分别需要分成正、反两面装夹两次加工,每部分都由5个具体编程策略完成,然后通过选择机床生成后处理程序,生成加工的具体G代码进行加工,具体过程如图2.

图2 六角亭艺术品零件的加工策略工艺流程
1.1艺术品零件三轴加工部分的编程及工艺规划
加工前先进行工艺路线规划设计,找出产品几何特征及相应设计基准,按照三轴加工、四轴加工和五轴加工对不同的几何部位依次分类,充分运用CAXA软件的图层功能、颜色设置将不同的加工特征划分保存,将不同的加工工序用不同的颜色表示并存储在不同的图层,方便编程时清晰观察,提高加工编程效率。首先应用一般三轴加工编程方法及工艺,规划完成零件可以用三轴编程手段解决的几何部位加工,如图3所示。

图3 六角亭零件用三轴编程加工完成的主要内容
需要注意的是,可以用三轴编程加工手段完成的几何加工部位应该尽量先使用三轴编程加工完成,此类加工一般都是去除零件外围多余材料部分的加工,使用的方法一般为二维平面轮廓加工和等高线粗加工,这些二维编程策略方法的刀具路径计算简单,加工工艺简便,效率更高,图3中所示的a、b、c和d四个程序均为三轴编程手段完成的加工内容。而对于如图4所示六角亭子的六个侧面挖空形状,如果用五轴多面程序加工,刀路复杂而且程序计算量很大,而使用如图4所示的定向面之后的平面轮廓加工,就如同三轴加工一样简单,节省了效率。

图4 空间轮廓转为定向面加工
1.2艺术品零件五轴加工部位的编程
如前所述,与一般机械零件加工相比,艺术品零件的曲面往往不是通过三维建模软件参数化构建而成,因此常常其曲面形状常常是来源于逆向工程扫面得到的非典型几何数据图形,这就需要编程者仔细观察区,曲面形状,将各部分形状与CAXA软件五轴加工编程的策略对应联系,不同的部位选择不同的曲面加工策略,如图5所示亭子上部曲面划分成顶部圆珠体、装饰飞檐和六棱边曲面三部分,分别使用了等五轴曲线加工、五轴等高线精加工和五轴平行加工三种编程方法进行编程加工。

(续下图)
(接上图)

图5 五轴编程加工工艺内容
在以上e、f、g和h加工步骤中,五轴加工编程时特别需要仔细注意刀具空行程进刀和加工完之后的退刀路径,在三轴加工时出于安全考虑,往往会习惯将进、退刀几何路径设定较大数值,但在五轴加工时刀具与零件的空间位置转化为多维度关系,进、退刀行程必须加工前后的相互空间关系具体设定,并非退出越远越安全,以免发生刀具与零件相互碰撞的事故。
1.3五轴加工策略应用及主要编程设定内容
弄清五轴加工时的刀具轴矢量定义,理解刀具轴的摆角变化是五轴加工的首要基础,五轴加工的关键技术之一是刀具轴的矢量(刀具轴的轴线矢量)在空间是否发生变化,而刀具摆角变化是通过摆动工作台或主轴的摆动来实现的。对于矢量不发生变化的固定轴铣削场合,五轴加工关键就是通过控制刀具轴矢量在空间位置的不断变化或使刀具轴的矢量与机床原始坐标系构成空间某个角度,利用铣刀的侧刃或底刃切削加工来完成[3]。CAXA软件五轴编程具有十多种方法,如何找出对应与零件特定曲面形状的编程策略、使用合理的刀轴摆角控制方式是编程的核心工作,如图6所示。
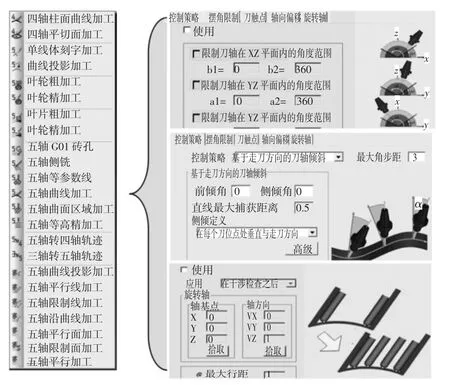
图6 CAXA软件刀轴设定
CAXA软件具有丰富的加工策略和刀轴控制方式组合,在刀轴控制策略应用设定时,应根据零件具体加工部位的几何特征进行参数设定,如图7中第二种:“基于走刀方向的刀轴接触”方法,即是应用在五轴平行加工两种加工策略时的刀轴矢量控制设定,能使刀具矢量轴根据刀具路径上的每个点位坐标来灵活确定刀轴当前倾斜角度,从而加工出顺滑过渡的曲面[4]。

图7 过渡缝合拟合值设定
由于艺术品零件的曲面构成常常是多个非参数化复杂曲面组合而成的,实际加工的插补拟合数值往往与上面计算的有出入,五轴加工时的多数采用刀具倾斜加工方式扩大刀具与工件的接触面,也会通过空间零件曲面之间的公差拟合过渡进行计算,其次,切削过程中零件对刀具的抗力会造成加工时本身已经倾斜的刀具微量地偏离加工面,在两个相邻刀位点之间产生附加轨迹点引起过切或欠切误差,因此CAXA软件的计算两个曲面之间的刀具路径时需要指定过渡缝合拟合值,如图7所见。通过过渡拟合值的补偿计算达到顺滑曲面的加工结果。
2 艺术品零件五轴加工编程的后处理设定及程序生成
不同厂家生产不同结构的五轴数控机床必须使用各自规定的后处理驱动程序,生成不同格式的加工程序,在完成了程序边之后还需要进行机床结构类型选定及程序后处理参数设置。如图8所示即为选择沈阳机床厂生产并采用广州数控25I系统生成的五轴加工程序,机床的结构采用了立式摇篮式五轴加工中心机床,机床的五个轴分别是:X、Y、Z、A和C轴,故其程序中可见上述五个轴的坐标句段。

图8 后处理设定所生成的程序
3 结束语
五轴数控加工中心刀具和零件可以有更多更灵活的相对位置,从而便形成了更多更先进的刀轴控制方式,图5所示的2013版CAXA五轴编程菜单中,共有21种五轴加工编程的策略,这使得CAXA在加工曲面形状不规则的艺术品零件时具有更大的优势。同时,随着现代智能技术的快速发展,各种更智能更先进的数控编程加工技术及软件层出不穷,还需要在生产实践中不断探索和研究。
参考文献:
[1]梁 铖,刘建群.五轴联动数控机床技术现状与发展趋势[J].机械制造,2009,48(545):5-7.
[2]石皋莲.多轴数控编程与加工案例教程[M].北京:机械工业出版社,2013.
[3]张 健,赵福令,杨连文.五轴数控加工后处理关键技术分析与实现[J].机床与液压,2007,32(5)22-26.
[4]褚辉生.PowerMILL五轴编程实例教程[M].北京:机械工业出版社,2012.
[5]宋放之.数控机床多轴加工技术实用教程[M].北京:清华大学出版社,2015.
