工艺参数对铸件质量影响的研究
2018-05-21阮晓芳陆雪雯莫志敏牛思杰
阮晓芳,黄 伟,陆雪雯,莫志敏,牛思杰
(广西大学机械工程学院,广西 南宁530004)
进气管质量的好坏直接影响着发动机的工作性能。影响进气管质量的因素很多,包括进气管的尺寸设计和浇注工艺的选择等。其中,浇注工艺参数对进气管缩松缩孔的影响最大。充分利用计算机数值模拟的优势,提前对铸件进行缺陷预测,确保铸件的质量,降低研发成本,是目前铸造业应用最广泛的方法。近年来,采用数值模拟的方法研究铸件质量的文献很多,针对单个工艺参数对铸件质量的研究也不少,同时对多个浇注工艺参数进行研究的很少,且研究不够全面[1-2]。本课题将重点研究浇注流量、浇注温度和模具预热温度对某款铝合金进气管缩松缩孔的影响,为进气管的实际生产工艺提供参考。
1 进气管有限元模型及工艺方案
进气管零件的基本轮廓尺寸为523 mm×155 mm×130 mm,零件空腔较多且最薄壁厚达4 mm,属于薄壁类铸件,采用金属型重力铸造。根据实际浇注系统模型建立有限元模型,整个模型包括浇注系统、冒口、砂芯等。零件含有凸台和过钉柱等厚大部分,在选择浇注工艺时应考虑缩松缩孔和浇不足等缺陷的产生。零件的三维模型和模具装配图如图1和图2所示。

图1 零件三维模型
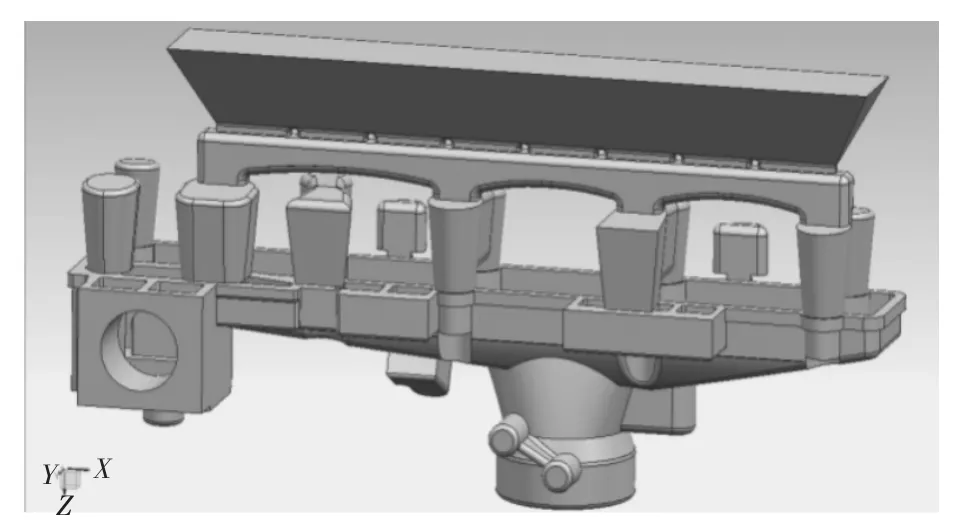
图2 模具装配模型
2 正交试验
2.1正交试验设计
正交试验则是采取部分试验来代替全面试验的方法,选取有代表性的试验点来进行试验。根据正交试验规则,以零件缩松缩孔的体积为试验指标,选取影响试验指标的因素为因子,每个因子选取若干种水平[3-4]。铸件在充型和凝固过程受诸多因素影响,其中包括浇注流量、浇注温度和模具预热温度等主要因素,选取这三种因素作为本次试验的影响因子。为了减少试验次数并合理安排将试验因素各水平的平均分布,每种因子选取三种水平。根据实际生产经验,选择A浇注温度700℃、730℃、760℃,B模具预热温度300℃、330℃、360℃,C浇注流量0.4 kg/s、0.5 kg/s、0.6 kg/s.本次试验选取了3个因素,每个因素有3个水平,选用进行9组试验的正交表,具体组合水平如表1所示。

表1 正交表
2.2正交试验结果分析
在Visual-Cast中按照以上正交试验设计,调整相关参数依次对以上9组试验数据进行模拟分析,并比对试验结果。对于模拟结果的评价标准,主要参考以下几点:
(1)金属液的流动充填是否顺畅,是否存在断流现象;
(2)铸件凝固时温度场的分布情况;
(3)铸件缩孔、缩松的体积大小及其位置分布情况;
在仿真模拟实验中,大部分的缩松缩孔都能按照设计出现在冒口处,只有小部分出现在铸件的凸台处。在第⑦组试验中,铸件内的缩松缩孔体积最大,其中,造成缺陷最大的原因是铸型的预热温度偏低且浇注流量大,缩松缩孔云图如图3所示。在第⑧组试验中,缩松缩孔全部分布在冒口中,铸件内出现缩松缩孔的概率低于30%,缩松缩孔云图如图4所示,该组试验结果是9组试验中较优的模拟结果。见表2.

图3 第⑦组试验缩松缩孔大于30%云图

图4 第⑧组试验缩松缩孔大于30%云图

表2 缩松缩孔体积表
记录各组仿真试验中铸件内的缩松缩孔体积大小的数据,如表2所示。由表可知,因素C浇注流量对铸件的缩松缩孔体积影响最大,金属液的浇注流量越大,金属液充型越快,充型时间越短,铸件的补缩能力越差,越容易产生孤立液相区,铸件产生的缩松缩孔体积就越大。其次是因素A金属液浇注温度,对铸件缩松缩孔影响最小的是因素B铸型的预热温度。
3 生产验证
由上述的正交试验中得到的一组较优工艺参数组合金属液浇注温度760℃、铸型预热温度330℃、金属液浇注流量0.4 kg/s,并将其运用到实际生产中。图5为经过相关加工和喷漆等工序的进气管零件,零件的致密性较好无明显气孔产生。通过解剖铸件壁厚部分查看是否存在缩松缩孔缺陷。如图6所示,对零件的两个凸台进行解剖,零件内部致密性良好,与仿真结果一致,生产线可依据获得的最优工艺参数对产品进行大批量生产。

图5 进气管零件
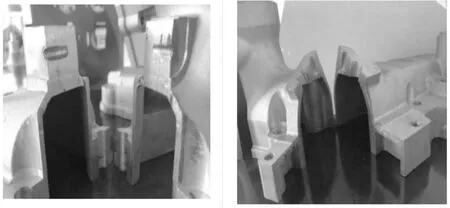
图6 零件解剖
4 结束语
基于仿真分析和正交试验对发动机进气管金属型铸造工艺参数进行数值模拟。通过研究发现,相对于金属液浇注温度和铸型的预热温度,浇注流量对铸件的缩松缩孔体积影响最大,并通过正交试验得到一组较优的工艺参数组合,对比实际生产与仿真结果,验证了仿真结果的准确性。
参考文献:
[1]仇春荔,陶 盼,廖恒成,等.浇注速度对铸件充型过程流场影响的数值模拟[J].铸造,2007(11):1190-1194.
[2]闫 盖,郑燕萍,张文彦,等.基于正交试验的板料冲压成形工艺参数优化[J].热加工工艺,2013(17):94-97.
[3]董 丽,同 超,周淑芳,等.基于正交试验的汽车引擎盖外板成形工艺参数优化[J].锻压技术,2016,41(11):62-65.
[4]Cong Da Lu,Yi Lian Zhang,Shao Fei Jiang.Optimization of Molding Process Parameters for the CPU Fan Based on Or thogonal Experiment[J].Hangzhou:Conference on Digital Design and Manufacturing,2010(10):7-11.
