混蒸混烧生产清香型白酒工艺
2018-05-15杨帆周兴鹏张敬铖汪卫洋赵华
杨帆,周兴鹏,张敬铖,汪卫洋,赵华
(1.天津科技大学生物工程学院,天津300457;2.绩溪县龙川酒厂,安徽绩溪245321)
中国白酒可以分为清香型白酒、浓香型白酒、酱香型白酒和米香型白酒4个基本香型[1]。根据所用糖化发酵剂的不同,又可以将清香型白酒分为大曲清香型白酒、小曲清香型白酒、大曲与小曲混用清香型白酒、麸曲清香型白酒和利用酶制剂及活性酵母生产的清香型白酒[2-4]。清香型白酒以杏花村的汾酒最为知名[5],采用清蒸清烧酿造工艺,进行固态地缸发酵,讲究清蒸二次清[6],成品酒清香纯正,具有乙酸乙酯为主体的优雅、谐调的复合香气,酒体柔和谐调,绵甜爽净,余味悠长[7-8]。适之酒的生产工艺独特,在传统清香型大曲白酒的生产工艺的基础上,借鉴老白干型白酒和浓香型白酒的生产工艺,利用混蒸混烧的生产方法进行清香型白酒的工艺研究,不仅提高了原料的利用率,还有助于清香型大曲白酒生产方式的扩充。利用该工艺生产的成品酒乙酸乙酯和乳酸乙酯复合香味突出,清香纯正,口味醇和、协调,饮后余香,回味悠长[9-10]。
本研究对适之酒发酵过程中淀粉含量、还原糖含量、水分、酸度和酒精含量等酒醅理化指标和控制参数——温度的变化情况以及成品酒的香气成分进行检测分析,为适之酒生产工艺提供数据支持,验证了利用混蒸混烧的生产方式可以生产清香型大曲白酒这一思路。
1 材料与方法
1.1 材料与试剂
酒醅:绩溪县龙川酒厂;大米:六安市金安区富康精米厂;高粱、糯米、稻壳:绩溪县孔灵米厂;玉米:安徽省宣州市新华粮食加工厂;低温大曲:山东徐家制曲厂定制。
1.2 仪器与设备
LDZX-75KBS高压蒸汽灭菌锅:北京中科佳仪科技有限公司;YP10002电子天平:四川宏进电子科技有限公司;ES-3610K电磁炉:成都川西行料工贸有限公司;DHG.9123A电热鼓风干燥箱:上海一恒科技有限公司;HH-4恒温水浴锅:杭州驰成医药科技有限公司;酒度计:济宁宏伟化工有限公司;7890A型气相色谱仪:安捷伦科技有限公司。
1.3 方法
1.3.1 酒醅分析
对4个批次的发酵酒醅进行跟踪取样,分别对不同发酵阶段酒醅中的淀粉含量、还原糖含量、水分、酸度和酒精含量进行检测,并对发酵过程中的酒醅温度进行监测。
1.3.2 检测方法[11-12]
1)温度测定:利用温度计直接读取温度。
2)水分测定:采用快速烘干法,在105℃烘箱中烘干并测定。
3)乙醇含量测定:采用酒精计法,对酒醅进行蒸馏操作,测定酒精体积分法(酒度),同时测定温度,换算成20℃下的酒度。
4)酸度测定:采用中和滴定法,以酚酞为指示剂,用氢氧化钠(NaOH)进行中和滴定,以乙酸计算总量。
5)还原糖测定:以总酸测定时的过滤液为试样,采用斐林试剂快速滴定。
6)淀粉测定:采用盐酸水解,以标准葡萄糖溶液进行反滴定。
7)白酒香气成分测定:利用气相色谱仪采用外标法测定白酒中的香气成分。
1.3.3 适之酒发酵工艺流程特点
适之酒采用多粮和低温优质大曲、混蒸混烧发酵工艺,用大理石筑池,发酵周期为60 d。
其工艺流程如下。
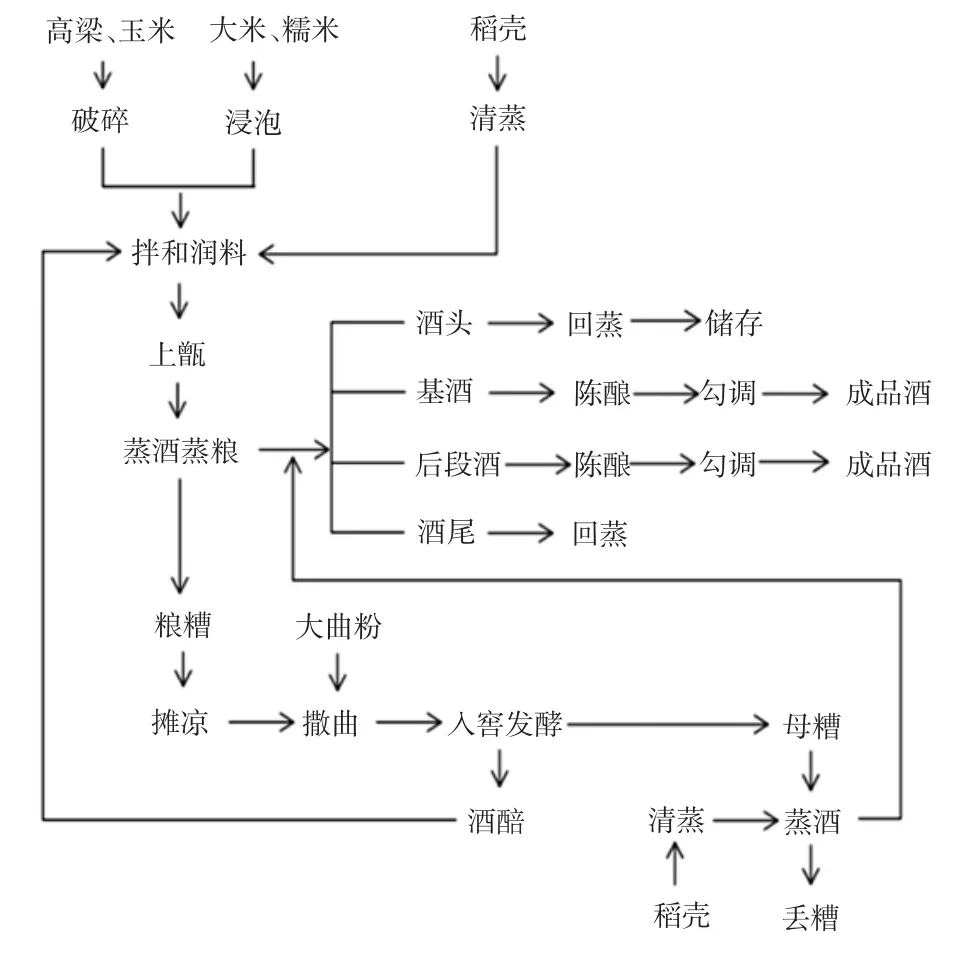
原辅料:清香型白酒通常以优质高粱作为白酒生产原料,而适之酒作为清香型大曲白酒,以高粱和大米作为主要原料,但同时辅以玉米和糯米进行清香型白酒生产,其中,高粱、大米、玉米、糯米的比例为8∶10∶1∶1(质量比)。白酒酿造中以稻壳为辅料,为达到去除异杂味和减少在酿酒中可能产生的有害物质的目的,稻壳使用前必须进行40min~50min的清蒸操作。
大米浸泡:大米在蒸粮前,需要用水进行浸泡,使大米充分吸水。水温为30℃~45℃,持续浸泡1 h~2 h,待水温冷却至室温,再于室温条件下,春秋季连续浸泡18 h~20 h,冬季连续浸泡22 h~24 h。
窖池:适之酒发酵窖池为大理石筑窖池,在发酵期间二次覆盖塑料薄膜,并撒稻壳进行保温作用,并有效维持密封窖泥中的水分。
混蒸混烧:作为清香型白酒的适之酒,采用三进四出的混蒸混烧的生产方式。酒糟的连续利用,有效提高了粮食的利用率,并有利于风味物质的积累。蒸酒蒸粮,不仅可以除去不良气味以及部分易挥发的、影响酒质的不良成分,蒸粮还可以增加物料中的水分,利于后期微生物的繁殖、淀粉的糖化、白酒的发酵,此外,还可以将粮食的香气带入酒中,使酒香更醇正。
入池发酵:为了更加充分利用原料的淀粉,并充分增强成品酒的香气及醇厚感,发酵周期为60 d左右。
2 结果与分析
2.1 发酵过程中淀粉含量变化
淀粉是酒精发酵的底物和酒醅中微生物主要的能量来源,酒醅中淀粉含量严重影响微生物的代谢及白酒发酵进展。入池淀粉含量低,酒精转化率低,产酒少;入池淀粉含量过高,容易造成发酵时升温过猛、酒醅易结块、酒醅发黏、产酸较高、易染菌等不良影响[13-14],影响正常发酵,从而降低白酒质量。通过定期对发酵池中酒醅的淀粉含量进行检测,得到适之酒发酵过程中的淀粉含量变化曲线,结果见图1。
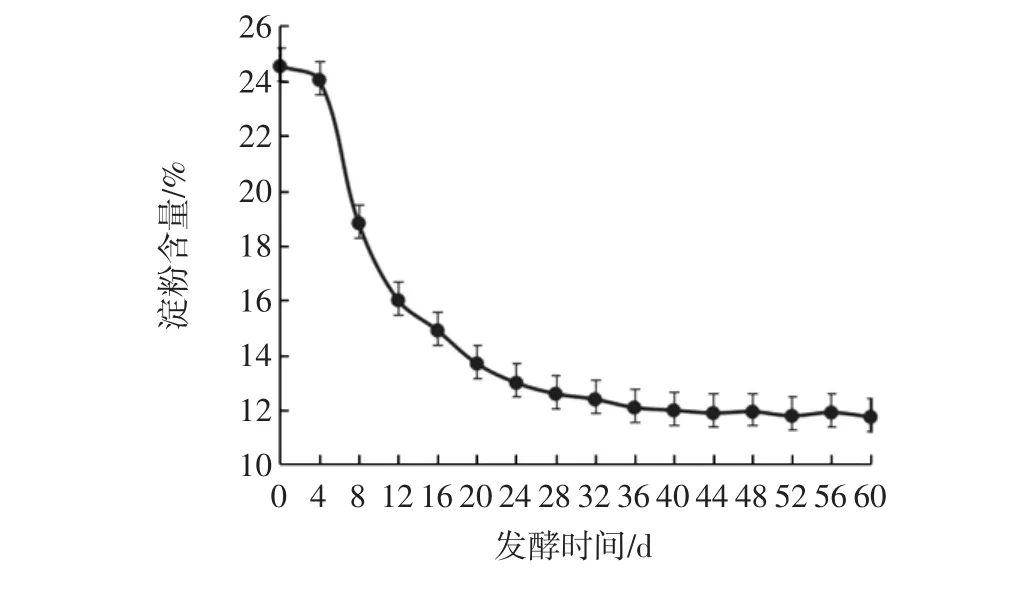
图1 淀粉含量变化曲线Fig.1 Thevariety of starch content in fermented grains
由图1可知,淀粉含量在发酵过程中持续下降,在前16天淀粉含量下降较快,由24.5%的初始含量下降至14.88%,淀粉含量下降了9.62%。这是由于在发酵前期,微生物进行生长繁殖和酒精发酵过程,在大曲中酶系及微生物糖代谢作用,使淀粉分解成葡萄糖以作为微生物生长代谢的能源和酒精发酵的底物,消耗大量淀粉,致使在发酵前16天淀粉含量急剧下降。到了发酵后期,微生物主要进行产酸、产酯等香味物质,产酒量下降,淀粉消耗量减少,使得发酵后期酒醅中的淀粉含量保持稳定。
2.2 发酵过程中还原糖含量变化
还原糖不仅作为微生物生长繁殖的直接能源物质,还作为酒精发酵的底物,还原糖含量的稳定,可以确保酒精发酵的正常进行。通过定期对发酵池中酒醅的还原糖含量进行监测,得到适之酒发酵过程中的还原糖含量变化曲线,结果见图2。
由图2可知,酒醅中还原糖含量总体呈现下降趋势。发酵前期还原糖含量明显下降,这是由于在发酵前期微生物大量繁殖消耗还原糖,而发酵中期由于酵母菌数量的相对稳定,白酒糖化、发酵的进行,使得还原糖的消耗量和生成量接近,从而使还原糖含量近乎持平,稳定在1.5%左右。发酵后期酵母数量的下降,酒醅中的细菌、霉菌等成为优势菌种,消耗还原糖产酸,使酒醅中还原糖含量逐渐下降,进入酯化阶段后,产酒、产酸等过程结束,还原糖消耗量极低,最终还原糖含量维持在0.45%左右,在发酵过程中,还原糖含量由2.52%减少到0.42%,下降了2.1%。
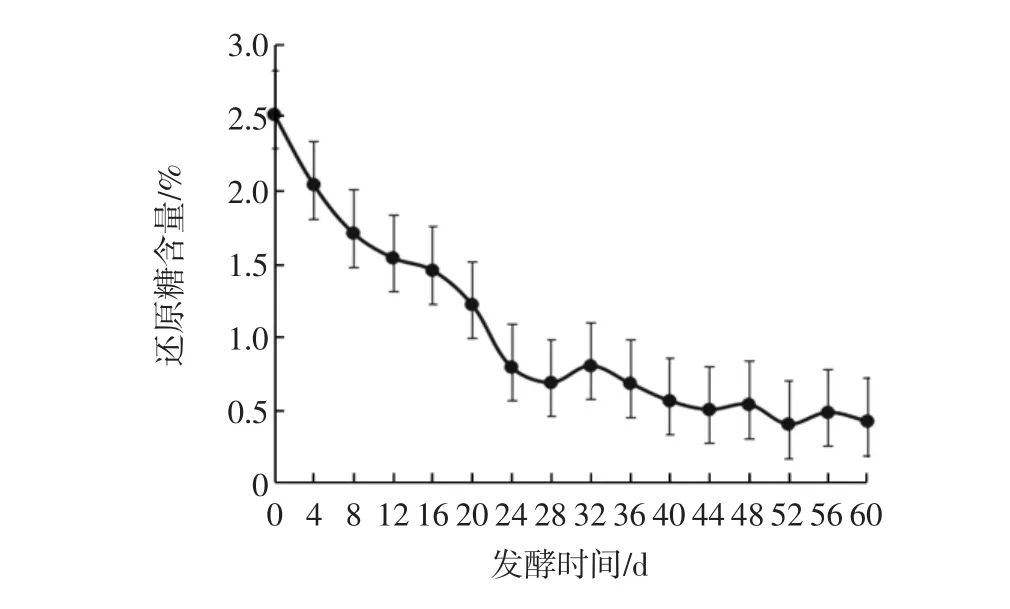
图2 还原糖含量变化曲线Fig.2 The variety of reducing sugar content in ferm ented grains
2.3 发酵过程中水分变化
入池水分含量影响酒醅中微生物的生长繁殖,适宜的水分有利于微生物生长和酒精发酵。通过定期对发酵池中酒醅的水分进行检测,得到适之酒发酵过程中的水分变化曲线,结果见图3。
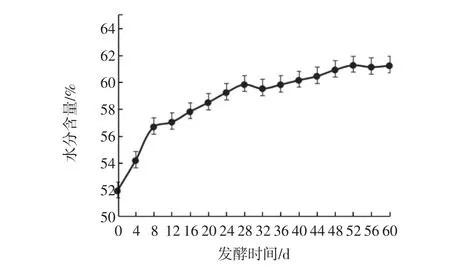
图3 水分变化曲线Fig.3 Thevariety ofwater content in fermented grains
由图3可知,在发酵过程中发酵池中的含水量逐渐增加,整个发酵周期内水分含量增加了9.31%,特别是发酵前8天,发酵池中的水分含量从起始51.89%升高到56.66%,提高了4.77%,占总水分含量增加的51.24%,上升明显,水分含量增速比较迅猛,之后发酵池中水分变化趋于迟缓,整个发酵过程中酒醅中水分含量提高了9.31%。该变化从侧面反映了在发酵过程中,发酵前期微生物代谢旺盛,产生了大量水分,随时间推移发酵进入中后期,发酵池中酒精含量的增加以及营养物质的减少等,抑制了微生物的代谢活动,从而使水分含量增速放缓;同时由于发酵后期在生成各种芳香物质的过程中消耗水分,会造成水分含量的波动。
2.4 发酵过程中酸度变化
入窖粮糟的酸度控制在一定范围内,可以抑制杂菌的生长,酸度过低,染菌几率大,影响白酒正常发酵过程,不仅造成产酒少,还会影响酒质;而酸度过高,会抑制酒醅中酵母和产酸菌等微生物的正常代谢影响发酵进程[15]。通过定期对发酵池中酒醅的酸度进行检测,得到适之酒发酵过程中的酸度变化曲线,结果见图4。
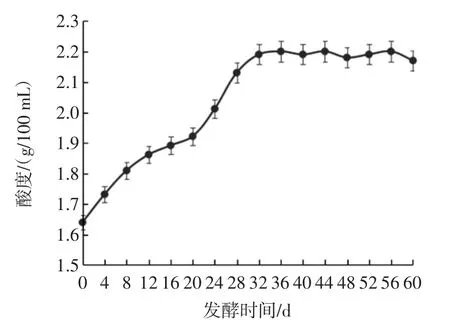
图4 酸度变化曲线Fig.4 The variety of acidity in fermented grains
由图4可知,整个发酵周期中,酸度整体呈现上升趋势。在发酵前期,酸度升高比较明显;而发酵进行到第8天至第16天酸度变化较少;在发酵后期阶段,酸度又有一定的升高,而发酵32 d后酸度基本保持稳定状态,发酵结束后,酸度上升了0.53 g/100mL。这是由于在发酵前期产酸和酵母菌同步生长,使得发酵池中的酸度得以提升,而在发酵中期,由于酵母菌作为优势菌抑制了产酸菌的代谢活动,使得发酵池中酒精含量的不断提高,而酸度变化不明显。随着酵母菌衰亡,产酸菌得以在发酵后期进行繁殖,代谢活动增强,又使发酵池中酸度得到积累,同时由于酒精含量和酸度升高会对产酸菌的代谢活动产生抑制作用,使得在发酵后期酸度变化不明显。
2.5 发酵过程中温度变化
白酒发酵讲究“前紧、中挺、后缓落”,发酵过程中温度的变化可以反映出酒醅发酵状况,低温入池发酵,有利于产酒和酒质[16-17]。通过定期对发酵池中酒醅温度进行监测,得到适之酒发酵过程中的温度变化曲线,通过对温度变化曲线进行分析,可以估计适之酒发酵进程,结果见图5。
由图5可知,适之酒发酵过程中酒醅温度先迅速上升,再缓慢下降,最终发酵温度接近稳定。整个发酵过程符合白酒发酵过程中的3个阶段,即:前发酵期、主发酵期和后发酵期。适之酒发酵的前发酵期持续7 d左右,然后进入主发酵期。主发酵期温度稳定在28℃以上,在发酵第9天温度升到顶温,为28.8℃,主发酵期大约维持8 d。在这一阶段,发酵池中的微生物利用酒醅中丰富的营养物质进行自身的生长繁殖,代谢活动旺盛,产生大量的热量,从而使酒醅温度迅速上升。发酵第32天之后,发酵池发酵温度较为稳定,维持在18.5℃左右。由于适之酒采用低温发酵,故主发酵期和后发酵期持续时间较长,酒精发酵较为完全,芳香物质的产生也比较丰满。
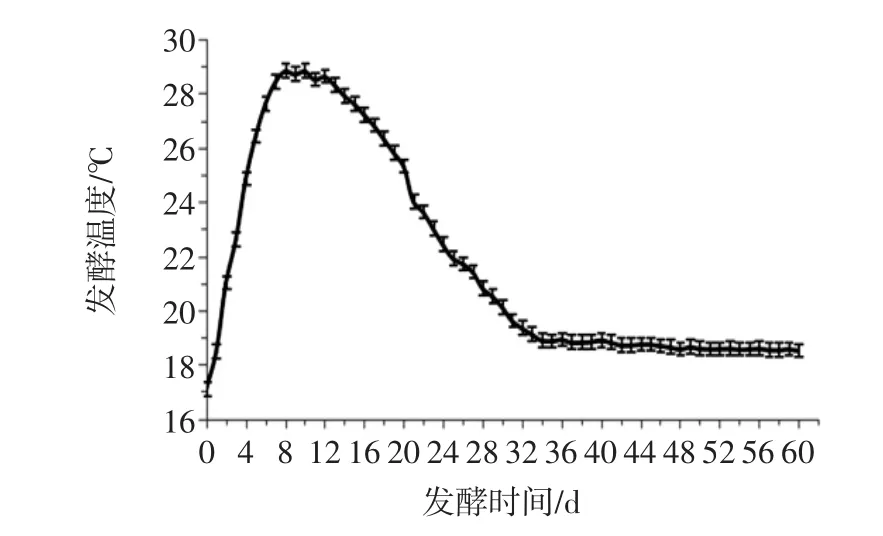
图5 发酵温度变化曲线Fig.5 The variety of temperature in fermented grains
2.6 发酵过程中酒精含量变化
白酒发酵以白酒的产量为主要目的,经过酒醅发酵动态研究,也是为了通过掌握发酵动态以提高白酒产量。通过定期对发酵池中酒醅的酒精含量进行监测,得到适之酒发酵过程中的酒精含量变化曲线,结果见图6。

图6 酒精含量变化曲线Fig.6 Thevariety of alcoholcontent in ferm ented grains
由图6可知,随着微生物代谢活动的增强,酒醅中酒精含量逐渐增加,尤其在发酵第四五天左右至前发酵期结束,酒精含量增速迅猛,在发酵第4天到第8天内,发酵池的酒精含量增长速度最快。前发酵期结束后,酒精含量的增加趋势放缓,至发酵后期,酒精含量保持在一个比较稳定的状态,经过60 d发酵,酒度上升至7.4%vol。这主要是在发酵开始时,酒醅中淀粉和还原糖含量较高,氧气含量较足,微生物大量生长繁殖,代谢活动旺盛,待窖池中氧气消耗殆尽,微生物开始进行酒精发酵过程,生成大量酒精,使得发酵池中酒精含量急剧上升。由于酒醅中淀粉和还原糖含量的下降,使得发酵中后期发酵池中酒精生成能力减弱。
2.7 适之酒香气成分含量
适之酒的香气成分气相色谱图见图7。各色谱峰对应的成分经过标准图谱对照,并结合经验以及文献报道结果,检测出的部分香气成分,利用计算机软件计算出香气成分含量,并从中挑选部分香气成分含量与汾酒香气成分进行对比,适之酒和汾酒部分香气成分含量见表1。

图7 适之酒香味成分GC色谱图Fig.7 TheGC chromatography of shizhiLiquor

表1 适之酒和汾酒香气成分分析Table1 Analysis resultof aroma compounds in shizhiLiquor and Fenjiu
由表1可知,适之酒香气成分中乙酸乙酯和乳酸乙酯的含量远高于其他香气成分含量,它们赋予适之酒乙酸乙酯和乳酸乙酯复合香味,在酒体总体香气成分中占主导地位。和汾酒相比,适之酒的乙酸乙酯、乳酸乙酯、异戊醇、乙醛等成分含量较低,其中乙酸乙酯含量比汾酒低0.45 g/L,乳酸乙酯含量比汾酒低0.18 g/L;适之酒的丁酸乙酯、乙酸乙酯河正丙醇的含量明显高于汾酒,丁酸乙酯的含量是汾酒的4.8倍,己酸乙酯的含量是汾酒的35倍。乳酸乙酯与乙酸乙酯含量比作为白酒分类的指标之一,由表可知,适之酒的乳酸乙酯与乙酸乙酯的含量比略高于汾酒,为0.66。
3 讨论
清香型白酒以乙酸乙酯和乳酸乙酯作为主体香成分,其含量的高低及比例关系影响着酒质和口感。汾酒作为清香型白酒的代表,其“清蒸二次清”的生产工艺使得以乙酸乙酯为主体香突出;而适之酒“混蒸混烧”的生产工艺,其产品酒的感官品质及理化性质,在理论上更倾向于老白干香型,实际上适之酒的感官要求和理化指标更偏向于清香型白酒。在白酒领域多年的研究中,增乙降乳并非不能实现。朱海涛[19]筛选驯化高产乙酸乙酯的产酯酵母,使宝丰酒中乙酸乙酯含量增加80mg/100mL,又利用筛选诱化得到的降乳菌,在发酵过程中使宝丰酒中乳酸乙酯含量降低27%,使清香型白酒风格更加突出。高洪涛[20]在凤香型白酒的生产过程中,通过优化生产工艺条件、调整粮糟入池参数、改良蒸馏操作及摘酒条件、加强企业卫生条件管理等措施,使成品酒中乙酸乙酯含量显著提升,乳酸乙酯含量明显下降。适之酒所用大曲为定制大曲,在原料的选择以及原料预处理等生产工艺上与汾酒不同,在窖池的使用以及发酵周期等生产条件方面也存在差异,同时由于蒸馏设备及蒸馏工艺的特殊性,也有利于酒醅中乙酸乙酯的蒸出,同时降低乳酸乙酯的蒸馏效率[21]。因此,即使利用“混蒸混烧”工艺,也可以生产优质的清香型大曲白酒。
4 结论
1)适之酒生产与其他类型的清香型白酒相比,其入池温度较低,发酵周期长,酒醅中酒精含量较高。粮糟入池淀粉含量为24.5%,出池淀粉含量为11.76%,在整个发酵周期中呈先急剧下降,而后缓慢下降,最终保持稳定的趋势变化;入池还原糖含量为2.52%,出池含量为0.42%;入池水分含量为51.9%,经过60 d发酵上升至61.2%,增加了9.3%;酸度也从入池的1.64 g/100mL升高到出池的2.17 g/100mL;温度遵循“前紧,中挺,后缓落”的原则,入池温度较低,为17℃,在发酵第8天左右达到发酵顶温,最高温度可达到28.8℃,中挺8 d左右,发酵后期温度开始缓慢回落,至最终保持稳定状态;酒精含量在发酵前4天增幅较小,而第4天至第8天,酒精含量急剧升高,发酵16 d后酒精含量上升变缓,后期酒精含量近乎保持不变,发酵结束后酒醅中酒精含量上升至7.4%vol。
2)通过对“适之酒”成品酒香气成分含量检测的分析发现,其结果符合清香型白酒理化指标规定,但与汾酒香气成分相比,丁酸乙酯、己酸乙酯和乙醛等成分含量存在显著差异。
3)探讨了适之酒的发酵工艺流程,以发酵过程中酒醅的各组分变化和成品酒香气成分含量作为指标,结果表明在适之酒工艺条件下,白酒发酵正常,成品酒具有显著的清香型大曲白酒风格,这表明利用混蒸混烧方法生产清香型白酒是可行的。
参考文献:
[1]韩兴林,张五九,李红.从标准简单分析白酒香型的发展[J].中国酿造,2015(5):1-6
[2]Zheng Xiao-wei,Han Bei-zhong.Bai jiu(白酒),Chinese liquor:History,classification and manufacture[J].Journal of Ethnic Foods,2016(3):19-25
[3]赵向东,翟旭龙,相里加雄,等.谈谈清香型白酒的风格[J].酿酒科技,2016(9):135-136
[4]张琰光,宋金龙.中国酒魂(下)[J].中国酒,2015(2):38-41
[5]仓义超.浅谈清香型白酒中异杂味来源[J].中国酿造,2013(5):134-136
[6]任全明,刘帅,甄攀.汾酒酿造工艺操作经验之浅见[J].酿酒,2014(5):83-85
[7]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 10781.2-2006清香型白酒[S].北京:中国标准出版社:1-2
[8]焦二满,王丽,赵璐.北方清香小曲白酒酿造工艺的初步研究[J].酿酒,2015(6):35-37
[9]王鹏英.白酒”工匠精神”的胜利[J].汾酒文化,2015(1):27-30
[10]唐取来,李晶晶,郭学武,等.清香型大曲酯化酶活力的研究[J].中国酿造,2017(1):35-38
[11]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 10345-2007白酒分析方法[S].北京:中国标准出版社:1-17
[12]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 5009.9-2016食品安全国家标准食品中淀粉的测定[S].北京:中国标准出版社:1-7
[13]张东平.多粮型续馇清香型白酒生产技术初探[J].酿酒,2012(1):68-70
[14]刘建芝,沙均响,赵静,等.酒醅淀粉含量检测方法的优化[J].酿酒,2014(2):54-55
[15]胡小芬,梁世美,何祥敏.浅析酒醅中酸度的测定[J].中小企业管理与科技(下旬刊),2012(6):302-303
[16]陈丙友,韩英,张鑫,等.酒醅温度调控对清香型白酒发酵过程的影响[J].食品与发酵工业,2016(6):44-49
[17]张鑫.大曲清香白酒地上控温发酵工艺探索[J].酿酒,2015(4):48-53
[18]范文来,徐岩.清香类型原酒共性与个性成分[J].酿酒,2012(2):14-22
[19]朱海涛.浅谈清香型白酒应用微生物增乙降乳[J].酿酒科技,1992(1):9-10
[20]高洪涛,张立新,刘阳.凤香型白酒“增乙降乳”的生产实践[J].酿酒,2017(2):97-98
[21]甄攀.汾酒中香味成分蒸馏效率的研究[J].酿酒,2015(5):38-40
