变壁厚回转体零件超声检测动态闸门技术研究
2018-05-14吴玄周世圆张翰明黄巧胜程垄
吴玄 周世圆 张翰明 黄巧胜 程垄

摘要:针对回转体自动化超声检测系统难以对变壁厚零件进行全尺寸检测的特点,提出一种基于底波声时预扫查的闸门动态控制技术。首先利用预扫查获取底波声时信息,然后对无底波声时信息的过渡区讨论线性及非线性插值方法,构建出闸门宽度控制数组,最后设计算法实现与验证试验,用该数组实时控制扫查闸门宽度,实现对变壁厚回转体的全尺寸扫查成像检测。实验结果表明:动态闸门技术可以有效检测出变壁厚回转体零件中的缺陷。
关键词:超声检测;变壁厚;预扫查;动态闸门;回转体
文献标志码:A 文章编号:1674-5124(2018)05-0103-05
0引言
回转体作为军事及民用机械产品的关键零部件,承受着横向与径向载荷的同时作用。大部分回转体多采用锻造、铸造成型,内部易于出现裂纹、气孔、疏松等缺陷,严重影响使用安全,目前大多需采用自动化超声检测对其进行全面检测。
相较于传统的检测方法,自动化超声检测系统能够实现数字化全尺寸扫查成像检测,具有生产效率高、信息化程度高等优点。系统核心为超声信号收发仪,其波形特征提取功能的实现为检测闸门,现有大部分检测系统多具有上表面波前沿跟随的固定宽度闸门,可以适应检测过程中上表面轮廓改变对检测信号产生的影响,但无法满足变壁厚零件的全尺寸检测需求。
针对这一问题,国内已有研究提出解决办法,如超声测厚,但该方案成本高、操作复杂、受到零件形状的局限。也有使用前沿声时扫查图表征缺陷的方法,该方法目前多用于精度要求不高的场合,只能通过观察的方式区分缺陷与非缺陷的颜色差别。实时性要求不高的场合,利用小波变换进行缺陷判定也是一种常用的办法。国外RITEC公司提供了一种高准确度智能化解决方案,但其成本极高,难以适应于大部分中低端场合。
为解决该问题,本文提出了一种基于底波声时预扫查的闸门动态控制技术,首先进行预扫查,通过底波声时获取闸门宽度控制数组,然后在实际扫查时,实时动态控制闸门宽度,实现变壁厚回转体全尺寸检测。该方案利用了现有检测系统中的硬件条件,易于实现,在保证成像精度的情况下,降低了实现成本,并且可以适用于复杂母线回转体的全体积检测,扩展了检测系统的应用范围。
1基于机械手的回转体超声检测系统
基于机械手的回转体超声检测系统如图1所示,包括超声检查子系统、运动控制子系统和计算机控制子系统。检测时,转台带动工件旋转,机械手夹持探头沿母线运动,形成螺旋扫查;探头激励出的超声波在工件内外表面产生回波,当存在缺陷时,在工件内外表面回波之间会出现缺陷回波,将闸门设置于内外表面回波之间,利用闸门内峰峰值进行C扫绘图,实现回转体的全尺寸成像检测,如图2所示。轮毂、法兰盘等典型回转体零件母线截面轮廓变化大、内外壁平行度差。自动检测时,需根据截面尺寸对闸门宽度进行实时控制,才能实现其全尺寸扫查成像检测。
2基于底波声时预扫查的闸门动态控制
对回转体超声检测时,首先根据各扫查点处的回波信号提取出内外表面回波声时差,然后将其用于扫查中的闸门宽度动态控制。对无法采集到底面回波的扫查点,根据附近扫查点的数据值进行插值,生成其闸门宽度特征值,得到完整的闸门宽度控制数组,实现可靠的全尺寸扫查。
2.1回转体检测回波信号
多入射点回波情况如图3所示,截面内壁厚变化形式有两类:1)法兰盘或安装孔等阶梯结构导致的壁厚突变区,其内外壁表面平行;2)圆角等结构过渡区导致的壁厚渐变区,其内外壁表面不平行。
预扫查时,壁厚突变处可检测到底面回波,直接提取作为闸门宽度控制数组:漸变处仅有个别点可检测到底面回波,如图3中的⑤、⑦和⑨等扫查点,对其进行插值处理后,得到其闸门宽度控制数组。
2.2壁厚渐变区闸门宽度控制数组构建
针对壁厚渐变区,本文讨论了线性插值与非线性插值两种构建方法,及其插值误差对检测效果的影响,给出了壁厚渐变区闸门宽度控制数组构建方法。
1)线性插值法
如图4所示的过渡圆角母线截面轮廓中,将探头运动轨迹以△长度划分为N个扫查点,零件底面ABCDE点均可测得底面声时T,AB段、C点、DE段上下表面法线重合,总是可检测到底面声时,BC段和CD段为过渡区,无法检测到底面声时,设B点、C点、D点底波声时为TR、TC、TN,扫查点序号为NR、NC、ND,则线性插值时,过渡区BC段和CD段中任意一点的底波声时分别为
2)非线性插值法
利用二次及以上非线性插值法构建过渡区闸门控制数组时,均采用了极值点估计迭代法。其中二次非线性插值为三点二次插值法,假设极值点为Ni,其算法为
闸门宽度插值结果如图5所示,由图5(a)可以看出,直接使用线性插值法存在较大误差:闸门过长时,会在扫查点附近的下表面缺陷形成虚像,引起误判;闸门过短时,无法完全覆盖整个壁厚,出现漏检。如图5(b)和图5(c)所示,二次插值过程存在较小区域的覆盖不足,三次插值法与实际零件形状基本吻合,适用于构建圆角过渡区域的闸门宽度控制数组。
2.3闸门宽度动态控制
采用基于机械手的回转体超声检测系统进行扫查检测时,首先利用机械手夹持探头沿母线移动进行预扫查,获得每个扫查点的闸门宽度,构成闸门宽度数组:导入Matlab对其进行三次插值,通过底波声时获取闸门宽度控制数组,然后在实际扫查时,实时动态控制闸门宽度,实现变壁厚回转体全尺寸检测(如图6所示)。
本文所采用的超声收发仪为中旭多通道超声收发仪,已有编写好的超声检测软件,故从上位机调用其动态链接库中的SetGateBegining函数和SetGateWidtll函数,按照图6所示算法实现,将闸门宽度控制数组实时发送到超声收发仪中。
3验证实验
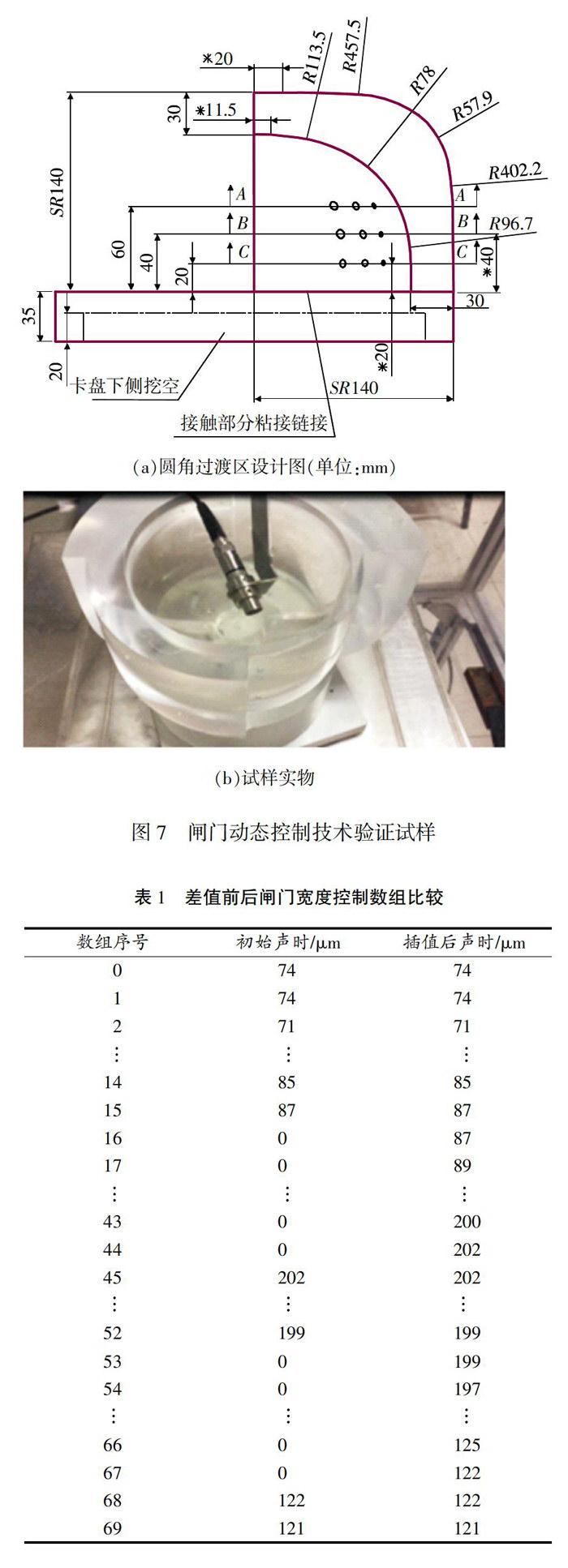
为验证上述闸门动态控制技术,设计了如图7所示的试样,图7(a)为其中某一圆角过渡区。分别在等壁厚区和壁厚渐变区的3个不同位置预制大小为φ2mm、φ4mm和φ5mm的平底孔,共9个。
母线预扫查获得的闸门宽度初始数组如表1左所示,存在多个声时为0的扫查点,这些扫查点位于过渡区,不存在底面回波,无法获取底波声时。对其进行三次插值,补充过渡区缺失数据,得到如表1右所示的最终闸门宽度控制数组。
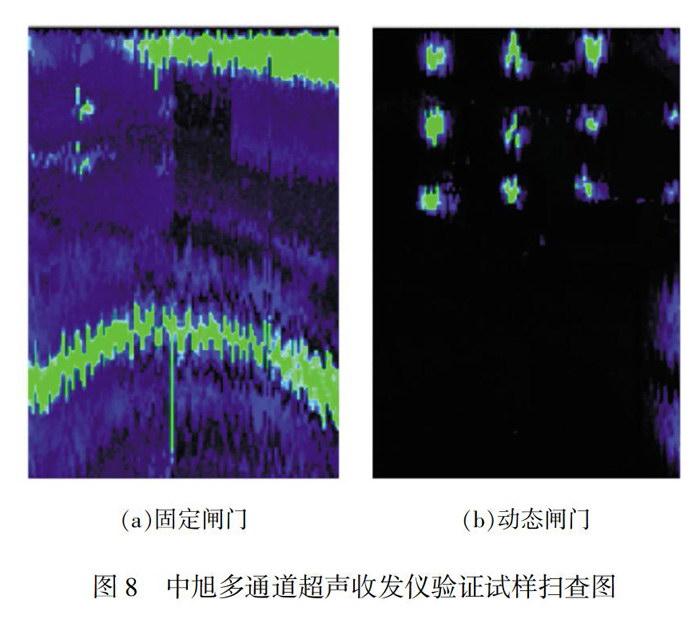
对验证试样进行螺旋扫查,采用固定闸门获取的扫查图如图8(a)所示,仅检出部分缺陷,并且存在明显漏判与误判;如图8(b)所示,使用中旭多通道超声收发仪采用闸门宽度控制数组对闸门实时动态调整,获取的扫查图清晰正确,检出了全部预制缺陷。
4结束语
本文针对变壁厚回转体提出了一种基于底波声时预扫查的闸门动态控制技术,利用预扫查获取闸门宽度控制数组并对过渡区进行了重构,利用重构后的数组在扫查中实时控制检测闸门宽度,实现了变壁厚回转体的全尺寸自动成像检测。
对于母线截面中壁厚渐变的圆角过渡区,讨论了线性、非线性插值法优缺点,其中线性插值、二次插值具有闸门覆盖不足或覆盖过度区域,三次插值能很好地还原闸门覆盖范围,故基于三点三次插值法重构了圆角过渡区的闸门宽度控制数组。
基于VC++编程,在机械手回转体超声检测系统中实现了基于底波声时预扫查的闸门动态控制。
对验证试样进行对比试验,实验表明,相比于固定宽度闸门,采用基于底波声时预扫查的闸门动态控制技术能够清晰正确检出过渡区全部预制缺陷,并具有更佳的信噪比,验证了闸门宽度动态控制方法的有效性。
(编辑:莫婕)