浅谈基于Fanuc系统宏程序的封闭曲线类窄槽铣加工实用方法
2018-05-14李洪斌
李洪斌
【摘要】加工机械零件常见封闭曲线类窄槽问题,其特点是刀具进给空间窄小,下刀难度大,会导致崩刃甚至断刀;切出时过切或接刀痕等。这些瑕疵有可能造成传动不精确、运动轨迹跳点突变或运动不平稳等问题。本文探讨的问题皆为基于Fanuc系統宏程序的数控铣削加工封闭曲线类窄槽的程序编制问题和加工工艺问题。
【关键词】宏程序;封闭曲线;窄槽
一、前言
加工机械零件经常会遇见封闭曲线类窄槽加工问题,如曲线滑槽、轨迹凸轮等。其特点是刀具进给的法线方向空间窄小,在铣削加工时,下刀切入难度大,切削参数如果不合理,会导致崩刃甚至断刀;切出时亦会因为刀具可活动的空间过于狭小造成过切或接刀痕等瑕疵。这些瑕疵有可能造成传动不精确、运动轨迹跳点突变或运动不平稳等问题。
在生产力高度发达的当今时代,数控加工已普遍应用于装备制造业。尤其是CAM软件的普及,更让数控加工的工艺水平、编程效率和加工精度得到相当程度的提升,大幅度提高了械加工零件产品的制造技术能力。虽然采用CAM软件进行合理的加工参数调试和刀具加工路径的优化,可以理想地解决上述工艺难点和问题,但CAM软件仍有其不足之处,如刀具加工路线模式固定,不够灵活,冗余无效的刀具运动过多,批量生产时,会累积相当的机床无效运行时间等。
手工数控编程是数控加工行业工艺技术人员必备的基础技术能力,在数控加工零件的工作过程中,只有在熟练掌握手工数控编程技术并灵活运用的基础上,将手工数控编程和CAM软件有机的结合起来,才能将加工零件产品的制造技术能力提升到新的高度。故本文探讨的皆为基于Fanuc系统宏程序的数控铣削加工封闭曲线类窄槽的程序编制和加工工艺问题。
二、工艺分析
某零件要加工椭圆形曲线封闭的窄槽,窄槽宽度4.6mm,槽深6.2mm。忽略其他部位,将零件图纸简化,并保留尺寸要求后,如图1所示。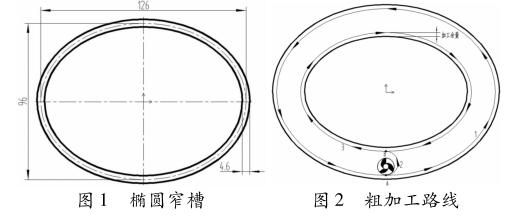
该加工部位的难点在于刀具可运动范围狭小,粗加工时常规采用的斜线和螺旋下刀方式能够造成刀具崩刃和工件过切。另外考虑精加工时刀具切向切入轮廓避免产生接刀痕迹的问题,所以不能采取常规的加工工艺进行加工,此时应考虑改进宏程序椭圆固定循环模式编程,采取单次循环短直线结合斜线下刀的方式。在进行椭圆轮廓逼近循环计算的同时,利用单次循环的短直线运动小范围合成斜线下刀运动,这样刀具沿着椭圆曲线边切削椭圆轮廓边下刀切入至规定深度,避免了过切、崩刃和产生接刀痕的问题发生。
根据图纸的尺寸要求,本例选取3.8三刃立式铣刀,此规格铣刀是经过使用后再次刃磨刀具。具体刀具运动路线如图2所示,先从A点开始下刀切入,切入方式是前述的边走椭圆循环程序边Z向切入工件毛坯。切入后沿外侧椭圆逆时针(路线1)顺铣整个外侧椭圆轮廓回到A点,留0.1mm单边精加工余量;再由A点沿路线2圆弧切入内侧椭圆轮廓上的B点,并按顺时针(路线3)顺铣整个内侧椭圆轮廓回到B点,留0.1mm单边精加工余量;至此椭圆窄槽完成粗加工。
数控加工有工序集中的特点,可将精加工程序编入同一程序,也就是刀具继续运动,完成精加工。精加工刀具路线如图3所示,刀具从B点开始沿路线4的圆弧切入外侧椭圆轮廓上的C点,并按逆时针(路线5)顺铣整个外侧椭圆轮廓回到C点。此时外侧椭圆轮廓精加工完成,接下来刀具从C点开始沿路线6圆弧切入内侧椭圆轮廓上的D点,并按顺时针(路线7)顺铣整个内侧椭圆轮廓回到D点,整个椭圆窄槽精加工完毕。刀具切出时注意切向切出,避免接刀痕。
Z向深度既可以运动半个椭圆到达指定深度,也可以运动整个椭圆到达指定深度,或通过控制刀具到达指定深度后不再增加深度,保持接下来的刀具深度不变。
三、编制程序
经工艺分析与刀具运动轨迹的合理设计,其数控加工程序编制如下。

四、结语
封闭曲线类窄槽在数控铣削加工时,利用曲线宏程序循环结合小斜线下刀,解决了因刀具运动空间狭小而不能采用常规下刀的问题。相比于CAM软件刀路模式相对固定,刀路更加简洁实用,减少无意义刀路。选取案例中,刀具不是标准出厂规格,而是刃磨后的刀具,可以降低生产刀具成本,刀具选择应该从实际情况来考虑选取。在程序中单独设置刀具半径变量,更换刀具时修改刀具半径补偿值,避免人为修改语句的失误。
参考文献
[1]张万昌.工程材料及机械制造技术基础[M].北京:高等教育出版社,1990.
[2]蔡光起,原所先,高航.机械制造技术基础[M].沈阳:东北大学出版社,2002.
[3]周晓宏.数控铣削工艺与技能训练[M].北京:机械工业出版社,2014.
[4]顾京.数控加工编程与操作[M].北京:高等教育出版社,2007.
[5]王先逵.机械制造工艺学[M].北京:机械工业出版社,2004.
[6]柳百成.制造科学与技术的现状及未来[A].年中国机械工程学会年会[C].大连:,2004.
