PC和PLC与现场仪器仪表通信的对比研究
2018-05-14周永辉
周永辉
【摘要】随着微电子技术和大规模集成电路技术的迅速发展,微处理器芯片的处理功能不断提高,价格不断下降,这拓展了计算机技术一个新的广阔应用领域,即嵌入式应用。这种应用的特点是将微处理芯片嵌入到各种设备、仪表中。而工业生产过程的控制系统正向智能化、数字化和网络化方向发展。以某醇胺法高压脱硫自控系统,对SR93温控仪表的通信方式进行改变,以PLC作为与现场仪器仪表Modbus通信的主设备,利用其成熟的通信功能实现与现场仪器仪表和上位机软件之间的数据通信,同时还降低了开发难度。
【关键词】通信;温控仪表;PLC;PC
以PLC为核心的工控系统,一般皆由现场仪器仪表、PLC和PC机构成,三者之间需组成网络实现相互间的信息交互,而且经常会遇到不同厂商生产的仪器仪表或PLC之间需要完成通信。Modbus协议即为应此需求而开发出的主-从式通信协议,在无需进行通信编程的前提下,实现PC对PLC内部存储区域的直接读、写操作。通过Modbus协议,PLC与PLC、PLC与其他设备之间,即可方便地实现数据通信。
一、醇胺法高压脱硫自控系统介绍
某醇胺法高压脱硫自控系统采用两极监控方式:上位机以标准工业控制计算机ARK5260作为主要人机界面,完成对下位机的监控及管理等功能;下位机以S7-300PLC为控制核心,构成基础测控层,完成现场的数据采集和过程控制。
为了提高通信质量,改为以PLC作为与SR93温控仪表通信的主设备,相较于PC,虽然PLC有支持Modbus协议的通信接口,但一般都需要用来与PC通信,为了与现场仪器仪表组成Modbus通信网络,就需要购买包含有多个支持Modbus通信接口的PLC或加入专门的通信模块。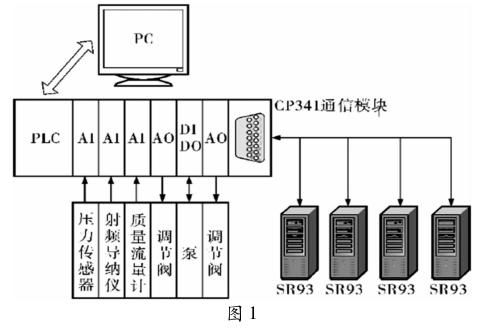
以PLC作为通信网络的主设备,不但提高了通信质量,而且上位机软件只需实现PC和PLC的通信协议,避免了多协议并存的现象。更重要的是,PLC只需要调用其内部通信命令就可以便捷地实现与现场仪器仪表的通信。
二、通信程序设计
以PLC作为SR93温控仪表Modbus通信的主设备,不但要改变通信硬件和现场通信网络的布线,还需编写PLC和SR93温控仪表的通信程序,以及PC和PLC的通信程序,才能够将SR93温控仪表加入控制系统的通信网络。
(1)PLC和SR93温控仪表的通信程序。与SR93温控仪表通信,PLC程序的设计是一个重要环节。根据控制要求,PLC程序包括读取数据程序和写数据程序。在PLC与多个现场仪器仪表的通信过程中,读取现场仪器仪表数据的过程是连续的,而往现场仪器仪表中写数据仅在需要时才进行。
(2)读取数据程序。在S7-300PLC系统,调用CP341的功能块FB8和FB7,就能够实现数据的发送和接收。执行完FB8后,调用FB7接收SR93温控仪表的应答命令,根据仪表地址为SR93温控仪表分别分配DB1、DB2、DB3和DB4存储应答命令。
读取数据的最高一位的处理方法为:将读取到的ASCII码数据减去30,得到的结果与9比较,如果结果大于9则说明为A~F中的数值,再将结果减去1,然后左移12位,与F000进行按位与运算,得到高位的数据。其他位的数据处理与此类似,只是左移位数和按位与运算不同,将所得到的4个数值相加后得到最终读取的数值。将分解出来的数据存储在分配好的数据缓冲区后,上位机程序便可以读取到这些数据。
三、采用PLC实现通信设计的优势
在另一例醇胺—砜胺—水溶液平衡溶解度测量装置控制系统中,直接采用PLC作为与现场仪器仪表通信的主设备,不仅为设计人员节省了大量的编程工作量,而且系统稳定,通信质量高。
PLC强大的通信功能,使其稳定性高,抗干扰能力强,特别是编程简单,不需要进行通信編程,而且不需要RS232/485转换器,降低了系统对硬件、软件方面的要求。对比分析的结论是:在以PLC为控制核心的工业控制系统中,与现场仪器仪表的Modbus通信上具有更多优势。
在醇胺法高压脱硫自控系统中采用PLC取代PC作为与现场仪器仪表通信的主设备,就近与现场仪器仪表连接,实现了基于Modbus协议,并通过PLC的高速实时网络实现对现场仪器仪表的远程监控,很好地克服了PC直接与现场仪器仪表通信的缺点,显著增强了系统的稳定性,同时通信速率和成功率明显提高。
参考文献
[1]舒永胜,万献君.S7-300中Modbus协议接收方式的应用[J].纸和造纸,2012,28(11):63~66.
[2]梁汝军.Modbus协议在银催化剂中试评价装置中的应用[J].石油化工自动化,2012,48(04):53~57.
[3]王翔,丁伟.Modbus通信协议在CS3000中的应用[J].石油化工自动化,2012,47(01):57~60.
