精密电机有溶剂漆真空压力浸渍工艺研究及应用
2018-05-11,,,
,, ,
(1.贵州航天林泉电机有限公司,贵州 贵阳 550008;2.国家精密微特电机工程技术研究中心,贵州 贵阳 550008)
0 引言
目前电机电枢的浸漆工艺为真空沉浸,是将工件放置在真空容器中、通过抽真空将工件中水分及其它可挥发物排除后再将绕组间缝隙用绝缘漆填充并固化的过程,适用于各类绕组间缝隙较大的定、转子电枢绝缘封闭,对应槽满率高的绕组,存在浸渍不彻底的现象,电枢的浸漆封闭效果不好,无论是槽绝缘,层间绝缘、相间绝缘和绑扎线以及电源引出线的外层,都有大量的毛细孔,绝缘材料在65%相对湿度以上的空气中,就开始急剧地吸潮。这种吸潮很快降低了表面电阻系数与电阻系数。导致电枢中绕组对轴的绝缘下降影响电机绝缘性能。最终表现为漆包线绝缘层保护效果差、绝缘性能不稳定,较难满足军用电机恶劣的工作环境要求。
要解决电枢浸漆后绝缘电阻下降问题,是要使漆液更容易进入填充空隙,提高真空度可以改善浸漆效果,但真空环境对于某一温度条件下的一种浸渍漆液,当其真空度低于某一绝对压力的数值时,亦即达到某一对应的“临界”真空时,会导致该浸渍漆液中大量泡沫和液面大量雾气的产生,即发生“沫化”和“雾化”现象。“沫化”造成漆液中大量空穴,会阻碍浸渗。“雾化”致使溶剂或稀释剂大量逸出,会影响固化。所以要提高发电机电枢的浸漆质量,只有改变浸漆工艺方法。
VPI真空压力浸漆与真空浸漆过程不同,在绕组间缝隙填充绝缘漆的过程中,容器中施加压力,可使绝缘漆迅速渗透并充满绝缘结构内层,具有绝缘性能好、降低发电机温升、增加机械强度并提高电枢的防潮能力、延长产品的使用寿命。
为了使精密电机真空压力浸漆效果最优化,必须对过程的参数设备进行进一步的优化,试验验证效果,以提高浸渍质量,使得电机能满足高温高湿的工作环境要求。
1 电机电枢浸漆的作用
1.1 真空压力浸漆原理

图1 电枢的外观图
将工件预烘除潮后冷却,置于真空环境中,排除线圈内部的空气和挥发物,依靠真空中漆液的重力和线圈毛细管作用以及利用干燥的压缩空气或惰性气体,对解除真空后的浸渍漆液施加一定的压力作用,使漆液迅速渗透并填充绝缘结构内部。从而使绕线与铁芯形成一个整体。电枢的外观如图1所示。
1.2 真空压力浸漆的目的
VPI真空压力浸漆与真空浸漆过程不同,在绕组间缝隙填充绝缘漆的过程中,容器中施加压力,可使绝缘漆迅速渗透并充满绝缘结构内层,具有绝缘性能好、降低发电机温升、增加机械强度并提高电枢的防潮能力、延长产品的使用寿命。VPI工艺流程:⊙→预烘除湿→入罐→真空排气→真空浸漆→压力浸渍→压力排漆→卸压滴漆→出罐→固化干燥→⊙。因此,为了提高发电机电枢浸漆后的绝缘性能,需要将现在的真空沉浸更改为真空压力浸漆。其主要目的如下:
消除线圈中的空隙和气泡,达到电枢的一体性,避免了内部的微振动,从而降低了摩擦对电枢绝缘结构的损伤。
空隙和气泡的消除,可有效降低局部放电,避免长期运行后的击穿故障。
绝缘漆的充分填充,有利于绝缘的可靠性和热量的导出,保证电枢的低温升和绝缘可靠性。
1.3 真空压力浸漆后电枢的质量检验
真空压力浸漆完成后需要对如下内容进行检验:外观质量(绝缘漆固化状态、表面有无气泡、有无孔洞)、热态绝缘电阻、冷态绝缘电阻、耐压等。
1)浸漆时及浸漆后的外观要求。
浸漆固化后的外观进行检查,漆膜应平整光滑,无漆瘤、结块等现象。
2)浸漆后电枢的热态、冷态绝缘电阻、耐压的检查。
对目测浸漆固化后正常的电枢,测热态绝缘电阻不小于100 MΩ;冷态绝缘电阻不小于500 MΩ。
3)浸漆电枢湿热试验检查。
浸漆后检测热态、冷态绝缘电阻合格的试验件进行交变湿热试验,测试验中及试验结束后的热态、冷态绝缘电阻。
2 真空压力浸漆技术验证方案
2.1 验证产品的选取
由于新采购真空压力浸漆设备可以进行不同种类绝缘漆的真空压力浸渍,选取的试验件有几点原则:1)试验件应为工厂较大批量定型生产的电机;2)选取的试验件电机应为浸漆后绝缘电阻出现过不合格或经反复处理绝缘电阻才能合格;3)不同种类的试验件的线径、电枢直径应跨度较大且为工厂有代表性的产品。按照以上原则,选取了J40SY125-1/K、J78SY1800B两种试验件电枢,每种按正式产品状态加工样件10件。
2.2 影响浸漆质量的工艺参数
影响浸漆质量的主要工艺参数有:浸漆真空度、真空浸漆时间温度、浸漆压力、加压浸漆时间、滴漆状态、滴漆时间等。不确定对浸渍效果影响的参数通过测量试验件电枢浸漆后的效果比对、挂漆量对比等方法,根据试验结果确定参数。
2.3 浸漆质量的检验要求及方法
真空压力浸漆完成后需要对如下内容进行检验:外观质量、热态绝缘电阻、冷态绝缘电阻、耐压等。
1)浸漆时及浸漆后的外观要求。
浸漆固化后的外观进行检查,漆膜应平整光滑,无漆瘤、结块等现象。
2 )浸漆后电枢的热态、冷态绝缘电阻、耐压的检查。
对目测浸漆固化后正常的电枢,放在85℃烘箱保温2 h以上,取出立即用500 V兆欧表检测换向器对铁芯外圆的热态绝缘电阻应不小于100 MΩ;冷却至室温后用500 V兆欧表检测换向器对铁芯外圆的热态绝缘电阻应不小于500 MΩ,用耐压仪检测换向器与铁芯外圆之间应能承受交流正弦波500 V、50 Hz、1 min的耐压试验,不发生击穿或飞弧现象。
3)浸漆电枢湿热试验检查。
浸漆后检测热态、冷态绝缘电阻合格的试验件进行交变湿热试验,在每一周期高温阶段保持1 h后检测绝缘电阻应不小于2 MΩ(100 V兆欧表),十个循环试验结束时检测电机绝缘电阻应不小于2 MΩ(100 V兆欧表),电枢应无明显的外观质量变坏及影响正常工作的锈蚀。试验后立即转入高温箱或随箱升温至+50℃保温5 h烘干处理,并随箱冷却。恢复常温后检测换向器对轴应绝缘电阻>500 MΩ。
3 关键技术攻关与解决途径
本研究的关键技术主要有浸漆工艺参数的确定、浸漆后效果的验证。关键技术的攻关过程及解决途径如下。
3.1 真空压力浸漆工艺参数的确定及验证
浸漆真空度原则上越小越好,罐内真空度越小,工件内部残留的水分、挥发物越少。但由于设备的生产能力为能抽真空至浸漆罐内压力为100 Pa,而且大量使用的浸渍漆均为有溶剂漆,如1054漆其溶剂为二甲苯,在28.3℃下二甲苯的饱和蒸汽压为1.33 kPa,因此在使用1054及其他以二甲苯为溶剂的绝缘漆进行浸渍时,浸漆真空度应>1.33 kPa。实际使用中边抽真空边观察储气罐内漆液的状态,在真空度<2.5 kPa时会有大量溶剂挥发产生“沫化”、“雾化”现象。此时漆液内部产生大量空穴,溶剂大量气化逸出,影响漆液的渗透和填充。因此浸漆时真空度为2.8±0.2 kPa。
使用真空压力浸漆时浸漆保真空时间的选择一般按表1所示的条件进行选择。

表1 真空压力浸漆保真空时间
因电机一般为3kV以下的低压绕组,因此真空压力浸漆时保真空时间为10 min。这也与以前的真空浸漆Φ50 mm以下电枢保真空时间一致。
真空压力浸漆工艺加压浸漆时压力及时间的选择一般如表2。
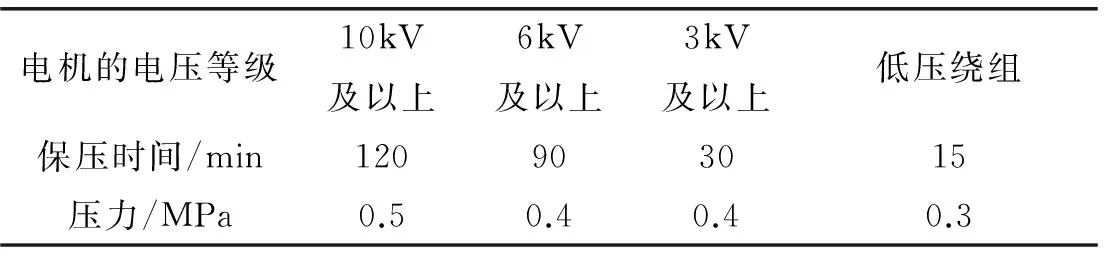
表2 真空压力浸漆保压时间及压力选择
由于电机一般为3kV以下的低压绕组,因此真空压力浸漆时加压时间为15 min,压力为0.3 MPa。
滴漆时的状态其他真空压力浸漆厂家一般为低压滴漆,即为保持罐内压力为0.1 MPa左右滴漆,以前真空浸漆时采用的真空滴漆,即滴漆时抽真空至-0.08 MPa。滴漆时间一般规定为滴漆至无漆液继续滴出为止,大约为30 min。
对初步确定的浸漆工艺参数进行浸漆试验,对浸漆后的试验件电枢进行热态、冷态绝缘电阻、耐电压检测、湿热试验检测。
为了确定的滴漆状态对浸渍效果的影响,对试验件进行浸漆后在不同状态下滴漆后固化,检测试验件的热态、冷态绝缘电阻、耐电压,对比挂漆量大小。
3.2 真空压力浸漆效果的验证
图2 真空压力浸漆后的电枢
由于以前的真空浸漆能使大部分电机浸漆后热态绝缘电阻、冷态绝缘电阻达到要求(85℃下检测热态绝缘电阻>100 MΩ、电机降温至常温下检测冷态绝缘电阻>500 MΩ即为合格)。采用本研究确定的工艺参数进行真空压力浸漆后的试验件检测热态、冷态绝缘电阻时均能达到要求,如何采用简单易行的方法对比两种浸漆方式浸漆效果的差异是本研究的另一关键点。本研究通过对不同浸渍方式浸渍的试验件进行加严考核的交变湿热试验,在湿热状态下检测绝缘电阻差异、计算收集同种电机电枢在不同方式浸漆下的挂漆量两种方法来比较得出浸渍效果的差异。进行真空压力浸漆后的电枢如图2。
4 主要试验验证结果
4.1 真空压力浸漆与传统真空浸漆效果比较
收集10件J45SY100E电枢采用真空浸漆时一次浸漆挂漆量平均为0.5 g,二次浸漆后总挂漆量为1.1 g;另一批次相同状态33件J45SY100E电枢采用真空压力浸漆设备浸漆时一次浸漆挂漆量平均为0.8 g,二次浸漆后总挂漆量为1.7 g。
4.2 滴漆状态对浸漆效果的影响验证
用4件J40SY125-1/K的电枢样件浸渍1054漆,按浸漆真空度为2.8 kPa、保真空10 min、加压压力为0.3 MPa、加压时间为15 min。其中2件采用低压滴漆,即在0.1 MPa的压力下滴漆,另2件在-0.08 MPa真空度下滴漆,滴漆时间均为30 min。对浸漆后的平均挂漆量进行计算比较情况如表3。
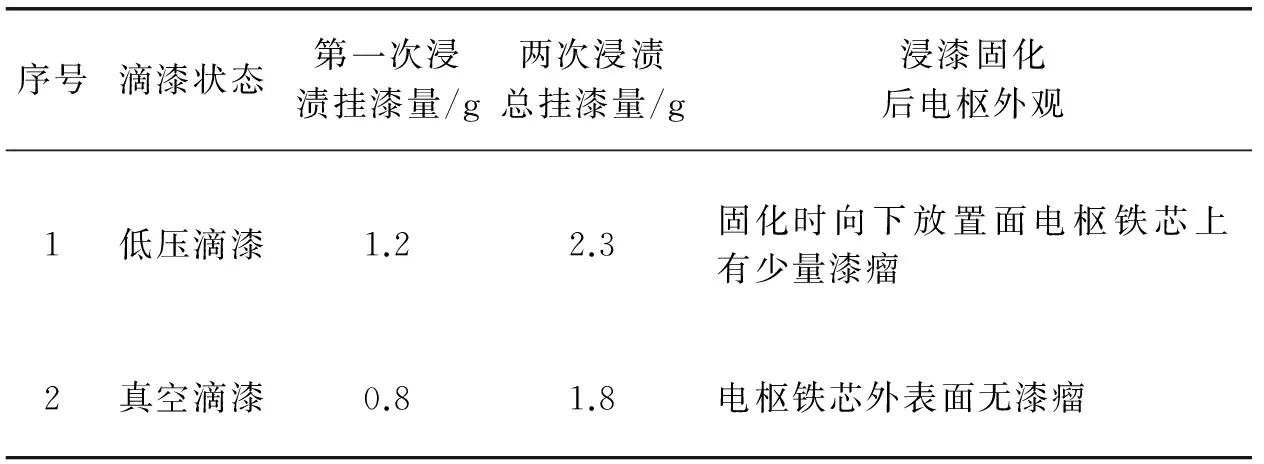
表3 电枢在不同状态下滴漆的挂漆量
试验结果表明,真空压力浸漆时采用低压滴漆挂漆量较大,采用真空滴漆时挂漆量较小。这是因为,在加压浸漆阶段,漆液已经充分的浸润了电枢内部的毛细管结构,使得电枢内部吸漆达到饱和状态,在滴漆阶段外界抽真空时会将已经吸附到电枢内部毛细管结构的部分漆液又倒吸出来,造成电枢内部部分结构形成空穴。而低压滴漆时,电枢所处的环境与加压浸漆时的压差较小,能保留渗透、填充完整的更多毛细管结构。
4.3 试验件电枢的湿热试验
将不同方式下滴漆的4件试验件电枢进行表4和图3条件的湿热试验。在每一周期高温阶段保持1 h、十个循环试验结束时检测绝缘电阻。试验后立即转入高温箱或随箱升温至+50℃保温5 h烘干处理,并随箱冷却。恢复常温后检测换向器对轴绝缘电阻。

表4 湿热试验条件
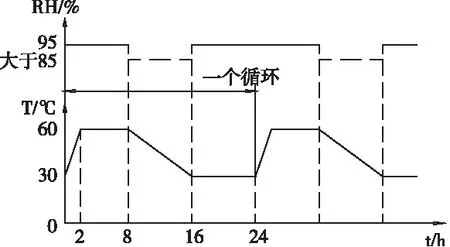
图3 湿热控制图
试验结果,4件试验件电枢在每一周期高温阶段保持1 h、十个循环试验结束时检测的绝缘电阻均>2 MΩ(100 V兆欧表),而采用低压滴漆的2件试验件在监测时测得的绝缘电阻均>100 MΩ(100 V兆欧表),真空滴漆的2件试验件为20~50 MΩ。试验结束后随箱升温至+50℃保温5 h烘干处理,并随箱冷却。恢复常温后检测换向器对轴绝缘电阻,4件试验件电枢均>500 MΩ(500 V兆欧表)。
试验结果表明,低压滴漆的电枢在湿热状态下的绝缘电阻稳定性更好。但采用真空压力浸漆的4件电枢试验件绝缘电阻均能通过试验考核。
4.4 整机试验结果
对 215台电枢进行真空压力浸漆的J40SY125-1/K电机进行环境试验,验证结果为:低温储存、高温储存中电流稳定、无异常现象。低温、高温储存后绝缘电阻仍大于500 MΩ。

图4 电机寿命试验后的外观
台电机按设计要求进行了寿命试验,1台电机寿命试验后绝缘电阻为15 MΩ,另一台280个循环后绝缘电阻下降到0 MΩ,继续完成了寿命试验(500个循环),试验后将两台电机拆开,用高压空气清理碳粉后绝缘电阻均恢复到500 MΩ。真空压力浸漆的电枢寿命试验后如图4。
5 结论
本文分别从电枢浸漆的作用、 真空浸漆与真空压力浸漆的差异,真空压力浸漆工艺参数的设置及滴漆方式的验证进行了研究,筛选出最优的浸漆方案。研究得出采用优化后的工艺参数进行浸漆、低压滴漆进行真空压力浸漆后电枢的环境试验中绝缘电阻稳定性好。该有溶剂漆真空压力浸漆工艺已经在大量型号产品上广泛应用达2年多,各型号的电机分别在不同的环境中工作正常,运行状况良好。因此,本文采取的研究方法正确,得出的电枢真空压力浸漆方法正确有效,能够有效提高电机在湿热环境中的绝缘电阻稳定性。
[1] 余小平.采用真空压力浸漆技术的电机绝缘的应用技术研究[J].中小型电机,2003(2):52-54.
[2] 李隆年,王宝玲.电机设计[M].北京:清华大学出版社,1992.
[3] 降保升.电机检测技术革新与应用[J].微电机,2007,40(10):84-86.
[4] 李贤温.高压电机真空压力浸渍新工艺[J].山东理工大学学报,2005,19(4):70-72.