基于PLC和HMI控制的旋摆冲击磨操作系统的改进设计
2018-05-11,,,,
,,,,
(贵州省地勘装备服务中心,贵州 贵阳 550000)
1 问题提出
1.1 旋摆冲击磨作业操作步骤
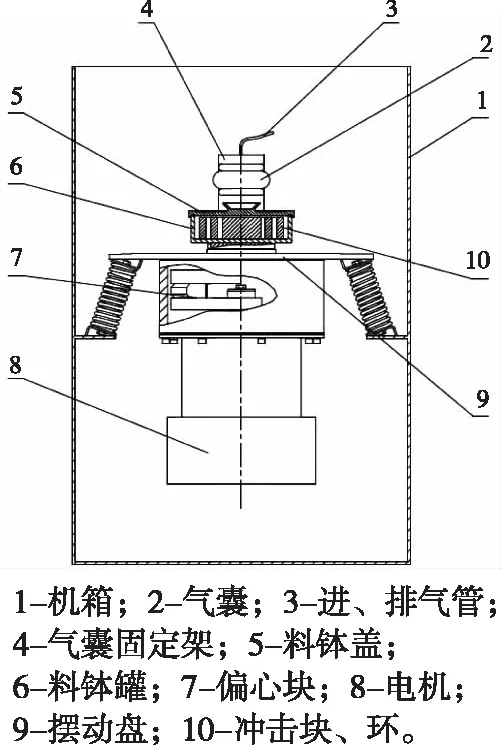
图1 旋摆冲击磨示意图
旋摆冲击磨设备是一种广泛用于岩石矿物样制备工艺流程中的细碎加工设备[1]。如图1是旋摆冲击磨示意图,它的作业操作控制步骤通常有:步骤一,将装好被加工矿物样和10冲击环、块的6料钵罐上5料钵盖,安放在旋摆冲击粉碎设备的9摆动盘上;步骤二,对5料钵盖实施压紧;步骤三,将上机箱旋转盖放下并扣上盖扣,将上机箱盖扣住;步骤四,设定对矿物样粉碎的加工时间;步骤五,起动电动机。9摆动盘上随电机转动,带动偏心块7,实现10冲击环和块在旋转摆动对料钵内的矿物样进行冲击粉碎;步骤六,待所设定的加工时间到达设定值后,对电机实施断电;步骤七,观测(听)电机断电后的惯性旋转是否完全停止;步骤八,在电机完全停止后打开上箱盖;步骤九松开对料钵盖的压紧机构。然后,从旋摆冲击粉碎设备的摆动盘上取矿物出料钵,并将料钵内已加工完成的岩石样移至下一道矿样工艺流程。
1.2 操作过程分析
在作业操作控制过程中,对钵体盖实施压紧的方式通常有手动螺栓压紧和独立的气动开关进行压紧。
在设定对矿物样粉碎的加工时间上,通常采用时间继电器或定时器开关进行控制。在电机执行完成设定的加工时间后,对电机实施断电。这一操作控制往往是人为观测电机惯性旋转是否完全停止,并松开对料钵盖的压紧机构。
采用螺纹压紧机构中实施手动压紧和松开压紧螺栓费时费力、效率低;用独立的气动压紧机构,通过切换换向阀开关实施换向对气缸(或气囊)减压以实现松开气动压紧机构。这一操作控制过程往往出现电动机惯性旋转摆动尚未完全停止,压紧机构就被松开,致使料钵在惯性作用下飞出的事故发生。
可见,传统的旋摆冲击磨操作控制往往是独立的单项操作控制,操作控制过程繁琐,劳动强度大、工作效率不高,特别是在开启机体上箱盖过程中还存在一定事故风险。
由于对不同矿物样其粉碎粒度的要求不同和被粉碎样装样量的不同,在对矿物样加工时间设定操作控制上也有所不同。需要针对不同矿物样种类和装样量分别实时设置不同的加工时间调整。
如果采用单一的PLC控制器进行加工时间调整控制往往两种方式:一种是用七段码显示器来显示数字,用拨码开关来输入参数,这种方式增加了I/O接口数[2],这将增大了硬件成本。
另一种方式是在程序中改变定时器时间的设定值,通常使用便携式编程器改变设定值,只能用指令编程和采用计算机安装的编程软件进行修改[3],不利于现场操作人员操作控制。
2 操作控制设计
针对上述旋摆冲击磨操作控制中存在的操作控制繁琐,劳动强度大、工作效率不高和实时调整矿物样加工时间存在的问题,现提出了一种基于PLC和HMI控制的自动化顺序操作控制系统对旋摆冲击磨进行操作控制。
2.1 操作控制要求
按照操作步骤将装好岩石矿物样的料钵安放在摆动盘上后:1)对上机箱盖实时锁紧控制;2)通过气动控制系统对料钵盖实施压紧控制;3)对电机设置被加工矿物样的运行时间的人机交互设置操作;4)对换向阀换向设定时间延时启动时间人机交互设置操作,该时间为电机惯性运动完全停止所需时间;5)执行换向阀换向;6)开启上机箱锁紧机构。所有这些是基于PLC和HMI控制状态下进行。
2.2 气动控制系统设计
气动技术是实现自动化控制的一项重要技术,更加便捷地实现自动化控制[4]。图2是气动控制系统。它是由供气部分:1空气压缩机、2储气罐、3安全阀、4过滤器、5减压阀、6油雾器组成的供气系统;由7电磁阀和9、10两个压力开关组成的控制系统;由一组(两件)11、12旋转气缸组成对料钵盖实施压紧、松开的执行元件组成。

图2 气动控制系统
通过PLC控制系统控制,当换向阀7上的线圈Y0得电,电磁阀右移,气缸下移,气缸塞柱上的压块向内旋转并对料钵盖实施压紧。当气缸内压力达到设定值时,压力开关9断电至电磁阀线圈Y0失电,换向阀移至中位,气缸处于保持状态。待料钵内被加工物料按操作控制设定时间执行完成加工后,在电机完全停止时,通过PLC控制系统至电磁阀线圈Y1得电,换向阀移动至左位,供气系统开始向气缸供气,气缸活塞上移同时气缸塞柱上的压块外摆,対料钵盖实施松开。当压力达到设定值后压力开关10断电,Y失电移至中位,并保持活塞上移,气缸塞柱上压块外摆状态。
2.3 PLC控制系统设计
方案对PLC的选型选用三菱FX3U-16MR。其PLC采用GX developer[5]按照2.1控制要求进行相关设计。
2.3.1 PLC输入/输出元件及控制功能
表1所示,是根据旋摆冲击磨操作控制要求所确定的I/O分配状况。三菱FX3U-16MR PLC供8个输入点和8个输出点,本设计输入点为X0-X5使用了6个,输出点Y1-Y4使用了4个。
对PLC的选择符合略有富余的要求。各输入输出元件符号、控制功能详见表1。

表1 输入/输出元件及控制功能
2.3.2 旋摆冲击磨PLC接线图
图3为PLC设计的接线图。

图3 PLC接线图
2.3.3 旋摆冲击磨PLC梯形图
根据前述2.1操作控制要求,采用三菱GX Developer编程软件编写梯形图。为了实现实时对被加工矿物样的运行时间进行调整及在电机惯性运动完全停止后所需的延时启动换向阀的时间,设计增添了人工界面HMI操作控制系统。如图4为PLC的梯形图,在梯形图中,定时器线圈T0和定时器线圈T1分别执行HMI地址相对应的寄存器D0、D1设定的时间值。

图4 PLC梯形图
2.3.4 人机界面组态设计
为了实现不同矿物样种类其粉碎粒度的要求不同和被粉碎样因装样量的不同,需要对矿物样加工的时间进行不同的设定。同样在加工完成被粉碎样后对电机实施断电,为确保电机惯性运动完全停止,阀换向才能松开的安全要求,必须设置延时启动换向阀换向松开対料钵盖压紧时间值。在设计上选用威纶通HMI人机界面。通过使用EasyBuildPro软件进行组态设计[6]。利用显示屏显示,通过触摸屏键盘,写入矿物样加工时间和延时启动换向阀换向时间。
图5是组态设计完成的进入碎样时间设置界面。点击用户登录输入密码、点击数字框即可进入图6所示的键盘输入时间界面。点击键盘输入对不同粉碎粒度要求和被粉碎样装样量的不同而需要的时间设置。

通过PLC与HMI的通信连接,在组态界面碎样时间设置数字框内输入数值,就是PLC定时器T0所执行的寄存器D0值。从而实现了互交操作设置,通过PLC执行控制对碎样所需的时间调整设置。
同样的方法,设计了确保电机惯性运动完全停止,换向阀换向松开対料钵盖的时间值设定界面并通过PLC执行控制。
此外,还设计了相关的按钮、指示灯等控制操作界面,使操作更为直观和便于监控。
3 改进后操作控制执行结果
改进后的操作控制执行结果如下:
控制行1:当按下启动按钮SB1,软元件X1得电,继电器触点M0得电,继电器线圈M0实现自保持。在线路上串接有急停开关常闭触点X0、开启料钵压力线路上的压力开关常闭触点X3,并接的定时器线圈T3通电计时。
控制行2:继电器触点M0得电,当定时器线圈T3完成计时值后断电,常开触点T3接通,驱动电磁锁线圈Y1通电,致电磁锁锁舌外伸,将上机箱盖锁住,实现加工作业的安全保证。
控制行3:电磁锁线圈Y1通电后,常开触点Y1触点接通,通过定时触点T2得电实现自保持,实现驱动定时器线圈T2。
控制行4:在定时器线圈T2执行完成时间设定值后断电,常开触点T2接通,驱动换向阀压紧线圈Y2,实现电磁阀右移,气缸下移,气缸上的压块向内旋转实现对料钵盖的压紧。当输入压力达到预先设定压力值时,控制行上的常闭压力开关X2自动断电,至Y2失电,换向阀移至中位封闭状态保持压力;
控制行5:控制行4上常闭触点X2断电后,与之互锁的常开触点X2得电,经触点M2实现继电器线圈M2自保持通电。
控制行6:继电器线圈M2得电,常开触点M2得电,用过触点Y4自保持驱动线圈Y4,实现电机输入继电器线圈通电,电机始运转。在此行线路上串接有定时器常闭触点T0,并接有定时器线圈T0。当定时器线圈T0执行完成HMI寄存器D0设定的时间后断电,常闭触点T0断开,电动机实现断电。串接在该行常闭触点X4为电机控制线路热继电器保护开关。
控制行7:上行定时器线圈T0断电后,常开触点T0得电,通过串接的压力开关常闭触点X3,驱动定时器线圈T1。在驱动定时器线圈T1执行完成HMI寄存器D1设定的时间值后断电。
控制行8:驱动定时器线圈T1断电,常开触点T1接通,驱动线圈Y3,实现换向阀移动至左位,供气系统开始向气缸供气,气缸活塞上移同时气缸头上的压块外摆,対料钵盖实施放开。当气缸内压力达到设定值时,松开压力开关常闭触点X3断开,线圈Y3失电,换向阀移动至中位,气缸活塞上移保持缸头上的压块外摆和持续対料钵盖实施放开状态。同时,控制行1松开压力开关常闭触点X3断电,致使控制行2常通M0触点断电,电磁锁线圈Y1失电,锁舌回收。电磁锁打开,即可自行揭开上箱旋转盖,取出料钵进入下道工序。
4 结束语
通过基于PLC和HMI控制的旋摆冲击磨操作控制系统改进设计,实现了对旋摆冲击磨一键操作控制作业全过程的目的。与原有的手动操作控制或继电器控制操作相比简化了操作,节省了在制备样作业过程中的操作控制时间,提高了工作效率。特别是通过HMI人工界面对寄存器D0、D1的组态设计,实现了对岩石矿物样加工时间的实时调整和消除电机断电后惯性运动产生的安全隐患。为岩石矿物样制备设备实现自动化操作控制提供了一种可借鉴的解决方案。
[1] 中华人民共和国国土资源部.DZ/T 0130.1-2006地质矿产实验室测试质量管理规范[S].北京:中国标准出版社,2006.
[2] 廖常初.西门子人机界面(触摸屏)组态与应用技术[M].北京:机械工业出版社,2008.
[3] 黄宋魏.邹金慧.电气控制与PLC应用技术[M].北京:电子工业出版社,2015.
[4] 刘继东,郭宝利,郭红霞,等.门架式机械手在低压电流互感器自动检定系统中的应用[J].自动化与仪表,2012(4):108-109.
[5] 李金城.三菱FX2N PLC功能指令应用详解[M].北京:电子工业出版社,2011.
[6] 威纶通公司.EasyBuild Pro使用手册.
