机务段机车检修综合管理系统的开发与应用
2018-05-10杨聚林
杨聚林
(呼和浩特铁路局包头西机务段, 内蒙古包头 014000)
机车检修综合管理系统是铁路机务信息化的段级应用子系统,实现机务段机车检修各修程的信息化、智能化及网络化管理,使检修人员从人工纸质转化为数字化自动采集和管理。
系统由硬件平台、软件平台两部分组成。
1 硬件平台组成及用途
(1) 网络设施(交换机、硬件防火墙、AC控制器、AP发射器等)和其他硬件设备(服务器、磁盘阵列、UPS电源等)。检修车间以及机务段信息中心通过光缆进行连接,检修库内由AC控制器和AP发射器组成无线信息网络,用于检修数据的处理与传输。
(2) 外部设备:外部设备包括显示大屏幕、生产作业终端、调度管理终端、数字化检修设备、移动手持终端、拍照手电、手持扫码枪、台式打码机、手持打码枪和网路摄像头等。用于检修数据的显示、数据的读取、查询、录入、监控及分析等。
2 软件平台设计
2.1 设计原则
系统根据机车中修或C4修、机车小辅修或C1~C3修检修作业流程图对整个作业过程进行信息化、智能化管理,完成检修作业过程中所有数据的传输,完成作业的自动卡控。同时系统围绕着检修车间管理所涉及的“人、机、料、法、环”等因素实现信息化管理。
(1) 系统满足监控作业流程、提高检修效率的原则。检修调度员利用管理终端,点击确认机车入库开始检修,系统自动记录机车检修停时的开始时间;系统根据机车工艺范围及标准,自动给各班组、岗位进行派工;各班组、岗位通过固定作业终端或手持作业终端登陆系统并点击领取相应的范围项目,同时按照岗位作业指导书及检修工艺要求对机车的解体、配件的检修、机车组装及试验等进行作业,系统自作业人员点击领取项目后自动记录检修开始的作业时间,每个岗位的检修作业完成后,作业者通过无线网络和作业终端将检修过程中的试验数据、检修记录上传至系统,然后依次须工长、技术员、质检员、验收员利用固定或手持作业终端进行登陆,通过电子签章确认检修作业的质检与验收,完成关键质量卡控点的“三检一验”,验收员在系统中完成电子签章后,系统认为岗位的检修作业完成,并自动记录检修结束时间。检修作业人员须在系统规定的检修时间内完成作业,否则系统将自动记录检修作业的超时情况,从而形成整台机车检修作业中各个环节的停时分析,有利于检修调度员对整台机车检修进度的掌握,能够迅速的找出影响检修作业进度的关键点,从而不断提高机车检修作业效率。
(2) 系统满足机车检修大数据分析能力、提高机车检修质量的原则。检修技术人员利用固定或手持作业终端,通过检修作业管理系统,根据机车故障词典,实现机车检修数据的分析,判断及检修项目的提报。在机车检修开始前检修技术人员利用与段110故障分析、整备作业管理系统,大功率机车运行质量数据专家处理系统及机车6A系统的数据共享功能进行分析,掌握机车在整备及机车运行过程中机车及配件的状态是否良好,从而准确的判断出机车检修的超范围修项目及修程,通过项目提报功能上传至系统;在机车组装、高低压试验、机车试运过程中,检修技术人员对检修作业人员检修范围的执行情况、系统中机车及配件上传的试验数据、及运行情况进行检查、确认,对于范围执行不准确、实验数据不符合工艺要求的检修作业岗位,利用系统的项目提报功能及故障字典领取项目,检修调度人员利用系统的派活功能给班组下达项目,检修作业人员要进行项目处理,并将处理结果或试验数据上传至系统,完成项目处理,否则系统自动形成考核。机车检修作业完成后,检修技术人员利用通关有线活无线网络上传的联网设备、便携式检测设备的测试数据及整车检测调试系统的数据进行机车交验前的质量分析,判断机车质量是否具备交车条件。
(3) 系统满足配件检修信息的管理与查询,提高机车检修追根朔源能力的原则。检修作业人员利用手持及台式二维码打码机、二维码扫描枪、RFID电子标签及读写器等对机车主要部件及配件进行二维码及RFID电子标签的绑定和基本信息的录入,包括配件的名称、型号、编号、生产厂家、配件下车号、检修日期、作业人员信息、检修记录、配件出、入库登记、配件周转记录、合格证、配件上车号、配件报废记录等信息。检修作业人员利用手持终端对配件的电子标签进行扫描及信息录入操作,通过无线网络上传至系统,来完成对机车配件从新品到报废整个过程的信息进行追朔。同时系统通过上述信息的记录与采集,实现配件的寿命管理,对接近使用寿命的配件进行预警,在进入下次修程时,系统自动下达项目显示需更新,由技术人员确认销号后方可进行交验,从而杜绝机车配件的超寿命使用,进一步确保了机车检修质量。
2.2 系统架构设计
系统采取多层架构设计,分别为数据库层、ORM构架层、业务模型层、业务逻辑层及表现层等5层,如图1所示,使得软件更加灵活、稳定、易维护。各层次的主要功能用途如下。
(1) 数据库用以存储录入到系统中的各项数据,以及系统运行过程中所产生的数据;
(2) ORM框架层是软件程序与数据库的连接层,用来进行数据管理和模型映射;
(3) 业务模型层是数据库在软件中的具体展现,为实现软件的模块化提供坚实的基础;
(4) 业务逻辑层是软件功能的实现层,通过对不同业务模型的相互组合来实现各种各样的业务需求;
(5) 表现层是用户与系统交互的接口,可以适应多种情况和业务需求(见表1)。表现层的好坏直接影响用户的操作体验。
在2#转化器入口烟道弯头内部中心线处增加两套导流板,强制分流,减少气体偏流,如图2所示。通过增加导流板后2#转化器内不同位置的触媒温差减小。温差由改造前2016年2#转化器内部最大温差平均值201.5℃,降为2017年11月改造后的140.8℃,如表1所示。增设导流板改善了热应力不平衡,同时解决了因偏流造成的分层转化率偏低的问题。
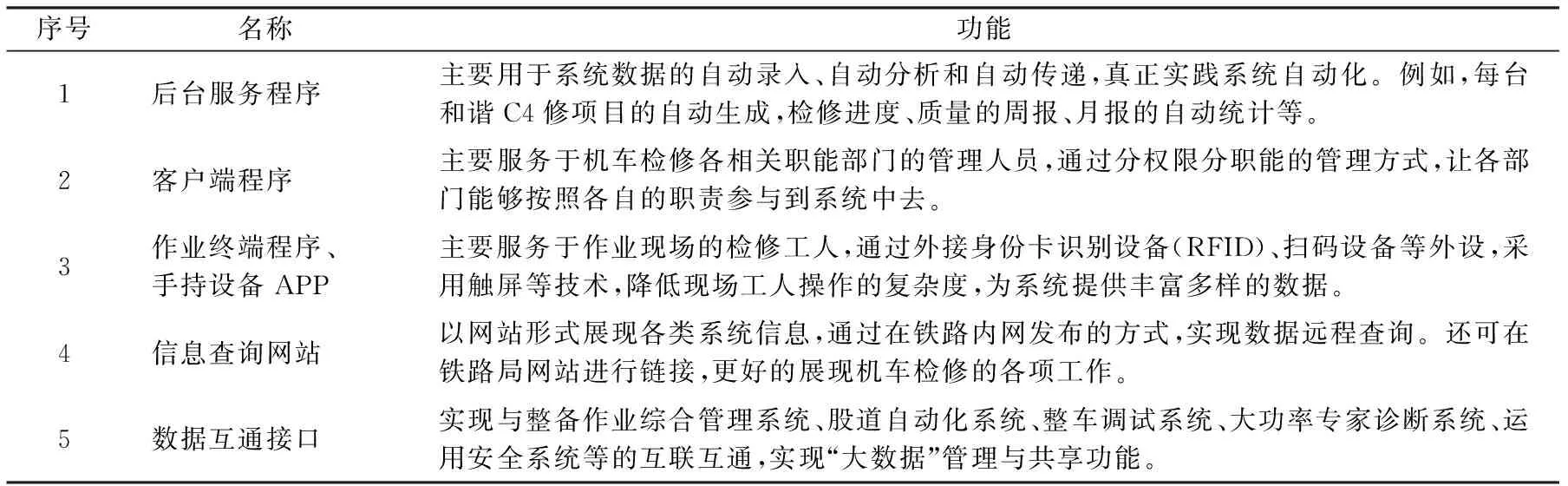
表1 模块功能

图1 表现层结构图
2.3 系统功能设计
系统功能分为检修作业层级和检修管理层级,其中检修作业层级反应整个软件需要建立的主要功能(可以进行不断完善和扩充,见图2);检修管理层级针对不同作业人员及管理人员设定的权限及对应的功能(见图3)。通过两个层级功能与权限的组合,使软件实现对整个机车检修作业的信息化管理。
3 机车检修综合管理系统的功能及应用
软件针对机车检修不同的修程、作业性质及作业流程,开发了相应的作业模块,通过人员管理权限的设定,使不同岗位所登陆的界面及功能不同,从而完成各自岗位的检修作业内容。
3.1 机车检修动态电子地图
利用车号识别系统及股道自动化系统,实现段内机车的实时定位,将数据传输到系统中的电子地图中,动态的反映全机务段机车检修区域内台位、股道占用情况、机车排列顺序情况和机车状态信息,并采用不同颜色显示机车修理完成情况;通过点击机车可显示机车相关信息。
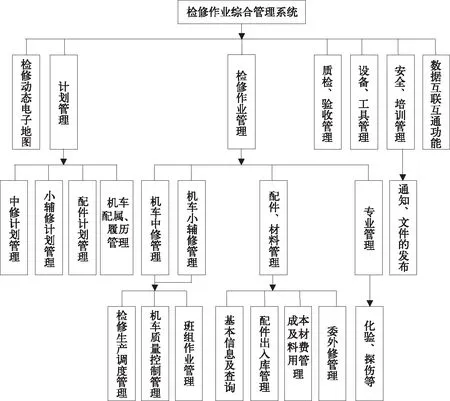
图2 检修作业系统层级图
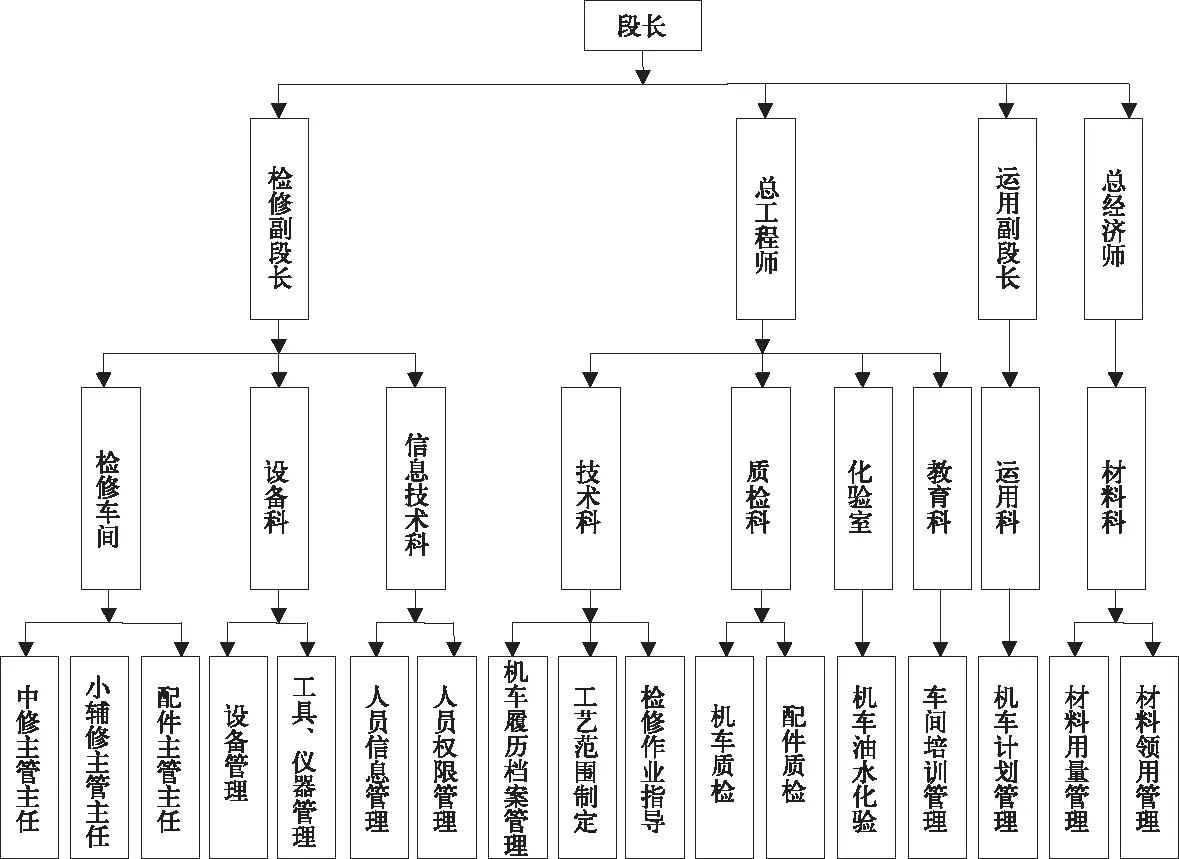
图3 检修管理层级系统图
3.2 检修计划管理
根据机车走行公里、时间,按照相关规程,由运用科、技术科共同对到达中修(C4修)及小辅修(C1~C3修)修程的机车及配件的计划进行提报和安排,并接收铁路局下达的各修程的机车检修年度、季度及月度计划,通过检修作业管理系统下达到检修车间。同时能够对机车相关履历、走行公里、修程等信息进行查询。
3.3 机车检修作业管理
机车检修作业管理分别包括:机车中修(C4修)管理、机车小辅修(C1~C3修)管理、配件、材料管理及机车检修专业管理等模块。
(1) 检修生产调度管理
① 实现生产计划编制及生产进度监控。根据机车检修计划,检修调度员通过系统实现确认机车检修开始、项目分派。系统可以图形化实时展现生产动态、机车股道动态、计划执行进度、各检修工艺流程进度;实现对中修或C4修拆解、检测、修理、组装、质检、验收等各环节进行自动比对与实时监控;实现机车小辅修或C3及以下修机统28项目、复检项目、范围与超范围作业过程的控制、机车试验、交车检查等检修全过程的监控。并将检修进度自动生成在修车信息上传机务信息平台。
② 实现检修工单(电子任务单)管理。根据机车修程、检修作业范围、JT-28领取项目、机车早复检、不良状态书内容、超范围修、项目预警等,系统进行自动下达项目或检修技术人员领取项目,并形成电子任务单上传系统;检修作业人员通过系统进行项目的领取,实现记名检修,同时系统记录作业时间、检测、试验等检修数据等,实现检修工单的填报管理,并通过检修工单对检修过程进行控制。
(2) 机车质量控制管理
① 实现大数据检修与分析。系统与机务段内110故障分析、整备作业管理系统,大功率机车运行质量数据专家处理系统、机车6A系统、CMD数据分析、机车走行部动态检测系统、便携式检测设备、数字化检修设备进行互联互通,形成围绕检修数据上传、下载与分析的信息化平台,实现机车检修大数据分析、对比,并做出合理科学的分析结果和判定依据,形成各项报告与记录,用图表方式形成分析结果,给检修技术人员的决策提供数据支持。
② 实现项目提报功能。检修技术管理人员利用系统故障字典对TJ-28、早复检、机车分解、检修、组装、试运、质检、交验过程中发现的项目进行提票,并纳入检修工单管理。
(3) 班组作业管理
① 实现岗位作业管理。检修生产调度将生产任务下发到检修班组,作业者身份登陆确认后,系统自动显示班组或岗位所需完成的项目,包括范围作业与超范围作业,作业者通过生产管理终端登记开工时间、完工时间,工长、质检、验收人员验收后通过生产管理终端或手持终端确认后,系统自动记录岗位作业完成,并实时显示班组或岗位作业情况。
② 实现检修记录的采集。班组或岗位检修作业者在检修过程中,系统通过有线或无线网络,自动采集在检修、试验过程中数字化检修、检测设备所产生的检修、试验数据及结果,形成对应的机车检修记录报表,作为班组检修作业合格的凭证。
(4) 配件管理
① 实现配件基本信息管理与查询、追踪。配件通过RFID或二维码电子标签信息实现记录包括配件规格型号维护、配件生产厂家维护、配件自修目录、配件定量维护等信息库完成配件查询,实现单个配件信息查询、配件周转查询(查询条件包括工作者、配件编号、机车号、时间段等)、配件库存统计、配件保有量统计及保有量不足预警、根据互换范围查询良好配件可支持修车台数等。配件检修过程追踪,根据配件编号、配件名称、配件检修进度、配件检修时间,配件检修所在班组。其次实现配件下车登记功能,下车配件登记后的默认状态为“待修”,配件下车登记视为配件在机务段内周转的起点;实现配件上车登记管理,当配件被组装完成并登记上车后视为机务段内周转的终点。再次实现配件寿命管理,根据配件管理办法建立配件寿命管理,接近使用寿命的配件实施预警,在进入下次修程时,重点进行派活并进行处理,由检修技术人员确认销号后方可进行交车。最后实现配件合格证管理,配件合格证由备品库统一管理,在配件上车时,随机车检修记录,纳入机车档案进行管理。
② 实现配件出入库管理。按照配件种类、名称、型号、编号等建立配件数据库台账,配件出入库实行动态实时更新。配件清查管理,配件保有量不足实行预警、分析管理。实现配件报废登记及配件销账管理。
③ 实现成本及材料费用管理。实现材料费用管理、机车油脂管理、工时定额管理。首先根据更换配件材料费用,综合卡控单台机车检修费用,对于超单台定额的机车要进行预警、分析。其次根据机车修程,确定每种油脂用量,实行定量发放,卡控机车油脂费用。最后通过系统自动记录的检修作业开始时间与完工时间,统计出各岗位的工时,实现工时定额管理。
④ 实现配件委外检修管理。实现配件委外检修登记,登记后系统自动修改配件的状态为“委外”;委外配件返回入库登记,登记后系统自动修改配件的状态为“良好在库”。
(5) 专业管理
实现机车检修时所涉及的探伤、轴承动态监测、机车走行部动态检测、机车车载微机数据下载、6A系统数据下载、CMD数据下载、机车油水化验等机车检修作业数据的分析对比,科学确定修理范围,实现数据检修。
3.4 质检、验收管理
实现机车与配件检修的质检、验收签认。质检员及验收员在完成配件或机车检修的质检与验收后,通过系统的电子签章对检修记录进行确认,同时系统自动记录质检、交验完成时间。如在质检、交验过程中发现在检修作业过程中未达到交验或依然存在相关项目未处理,可以通过电子工单下达工作。
3.5 设备、工具管理
实现设备、工具及便携式检测仪器领用出入库管理;完成量值化智能工装及扭矩扳手的保管、领用、数据分析及下载管理,实现机车部件精准检修。
3.6 安全生产管理
实现车间各种安全生产制度、工艺标准及培训教育的信息化,实现规章制度、通知等的发布,作业指导书管理,使检修管理人员及作业人员随时能掌握各项规章、制度。
3.7 数据互联互通功能
具备与机务段内各信息化系统数据进行互联互通功能,具有或预留统一的数据接口,采集信息统一纳入机务信息化大平台,形成大数据,实现智慧工程管理,为机车检修提供决策依据。
4 结束语
通过检修车间在修程修制改革、机务信息化建设及结合包头西机务段和谐型机车C4修配套改造工程的背景下,研究了机车检修综合管理系统的开发与应用,并在包头西机务段包头西检修车间进行了正式运行,运行结果表明,机车检修作业综合管理系统整体运行良好,提升了检修车间机车检修的作业效率,保证了机车检修的质量和品质,能够满足机车检修管理的信息化使用要求。