CRH2及CRH380A系列动车组四级检修规程优化研究
2018-05-10吴杭泽
吴杭泽
(中国北京铁路局集团有限公司 北京动车段, 北京 100036)
CRH2及CRH380A系列动车组检修分为5个等级。一级和二级检修为运用检修,三级、四级、五级检修为高级检修,高级检修周期循环图如图1所示。

图1 动车组高级检修周期循环图
根据不断深化修程修制改革,建设优质高效维修体系的工作要求,持续优化CRH2及CRH380A系列动车组四级检修内容,延长部件更换或分解检修周期。通过庞大体量动车组的运用维护和持续优化,掌握了大量动车组运维数据。通过横向对比、运用故障统计与分析、检修写实、理论分析、试验验证,对CRH2及CRH380A系列动车组四级检修内容优化进行了深入研究。
1 平台分析
通过与其他车型的检修规程对比分析,四方平台动车组的部分部件分解修的项点、必换件过多。以CRH380A和CRH380B对比为例,17个系统的89个主要部件中:16项为CRH380A特有的,可不做比较;其余73项中,四级修时有44项基本相同,29项有差异。经过筛选,四级修时制动控制装置、辅助空气压缩机、接地保护开关等14项部件的检修要求和其他动车组有明显差异,优化后对安全影响不大,且可显著降低检修费用,因此,重点对上述部件的修程进行优化。
2 研究目标与优化策略
(1) 研究目标
围绕保安全、提效率、降成本等中心任务,不断强化造修质量控制,积极推进检修价格写实、修时压缩等节支增效措施,深入开展动车组修程修制优化和检修技术研究,建立健全检修技术标准。通过修程优化,降低既有平台动车组全寿命周期高级修成本。
(2) 优化策略
CRH2及CRH380A系列动车组四级检修规程优化主要从以下几个方面开展。
① 将部件的分解修优化为状态修;
② 将部件四级检修过程中的必换件优化为偶换件;
③ 取消部分检修要求。
3 四级检修写实
四级检修写实内容主要包含部件检修前状态、各性能下降情况、偶换件异常问题及分析。下面将以辅助空压机为例,介绍一下其主要必换件(电机碳刷、油水分离器滤芯、滤尘器滤芯)写实的情况。
电机碳刷:碳刷长度不小于15 mm即不影响产品性能。抽样测量了10台四级检修辅助空压机电机碳刷长度,均在19.5~21 mm之间(新品22 mm),磨耗较少,无明显划痕或裂纹。油水分离器:滤芯状态较好,进行清洁仍可继续使用。滤尘器:滤尘器滤芯(见图2、图3)状态较好,进行清洁后仍可继续使用。表面处理要求:箱体油漆仅存在局部缺失,局部补漆即可满足使用要求。

图2 滤芯

图3 滤芯放大图
鉴于辅助空压机仅在动车组发车前用于升弓、闭合真空断路器(6年大约累计使用300 h),使用时间较短,电机碳刷、滤芯集尘等均和使用时间相关,可以对其进行优化。
4 运营数据分析
运营故障分析包括对故障点和故障时运用里程、时间的关联性分析。下面以接地保护开关(见图4)为例,阐述运用故障分析的方法。

图4 接地保护开关故障统计数据
2013年至今,接地保护开关发生故障共计42起。各故障数量及比例如图5所示。主要故障为闸刀和刀夹触头铜排烧损、航插(连接器)腐蚀以及内部电加热器锈蚀等。
(1) 连接器腐蚀
在连接器组装作业时,插入不到位或组装不到位,导致密封性能差,随着车辆运营及洗车时水汽进入,连接器会出现锈蚀,严重时出现烧损等故障。此故障属于人员操作问题,与运行时间和里程无关。从接地保护开关四级修状态写实来看,连接器内部无锈蚀等问题,说明在密封良好的情况下,连接器仍能良好导通。
(2) 固定和移动触头烧蚀
当受电弓升起、接触网带电时,接地保护开关闭合时,才会发生移动触头和固定触头放电,产生的拉弧烧损移动触头和固定触头。此故障一般不属于接地保护开关本身故障,属于次生故障损失,与运营时间和里程无关。
(3) 机构箱进水
因连接器组装密封不良或机构箱密封不良,导致水汽等进入到机构箱内部,随着时间的推移,内部金属部件产生白色锈蚀斑点,此问题属于制造质量问题,与运行时间和里程无关。从接地保护开关四级修状态写实来看,箱内较干净,无灰尘,说明在密封良好的情况下,箱内部件仍能良好工作。

图5 接地保护开关故障统计数据
以上可以看出,接地保护开关整体故障较少,且多为其他故障导致的移动触头和固定触头烧损和因设备组装不良导致的设备内部锈蚀问题。
5 潜在故障影响与预防措施
潜在故障影响与预防措施包括对潜在故障模式、故障影响的分析和预防措施的制定。下面以制动控制装置(见图6和图7)为例,阐述分析潜在故障模式、故障影响和制定预防措施的方法。
(1) 潜在故障影响
在正常工作温度下,密封件(材质为丁晴橡胶)使用寿命一般为6.36年[1]。分解各阀是基于当时的阀内部的密封件状态不明,基于自2009年以来的检修情况,提出优化项点:EP阀、中继阀、B10(B)/B11压力调整阀、VM电磁阀、止回阀和UMA滤尘器由分解修优化为状态修,从装置上拆下后进行清洁和单体例行试验,若试验不合格则分解检修。
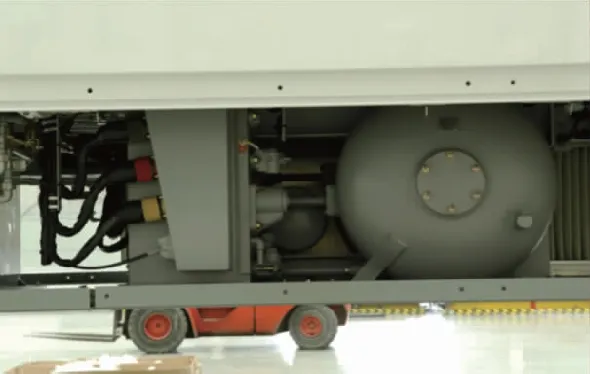
图6 制动控制装置

图7 制动控制装置内部
制动控制装置内各阀类优化为状态修后,密封件(材质为丁晴橡胶)、硫化件、弹簧等不再必换,通过例行试验确认部件功能正常,若试验结果不合格则分解检修。四级检修后可能出现由于密封件老化、硫化件塑性变形、弹簧弹性衰减/断裂等导致的阀类(EP阀、中继阀、B11/B10(B)调压阀、VM电磁阀等)卡滞、漏风、失效等故障。
(2) 预防措施
通过对制动控制装置的失效模式、故障影响进行分析,相应制定了预防措施(见表1),保证了制动控制装置可靠性的恢复和稳定。结合四级检修功能试验和运营中的一、二级修过程中的检查及试验,确保在故障发生的萌芽阶段进行处理,提前消除故障隐患。
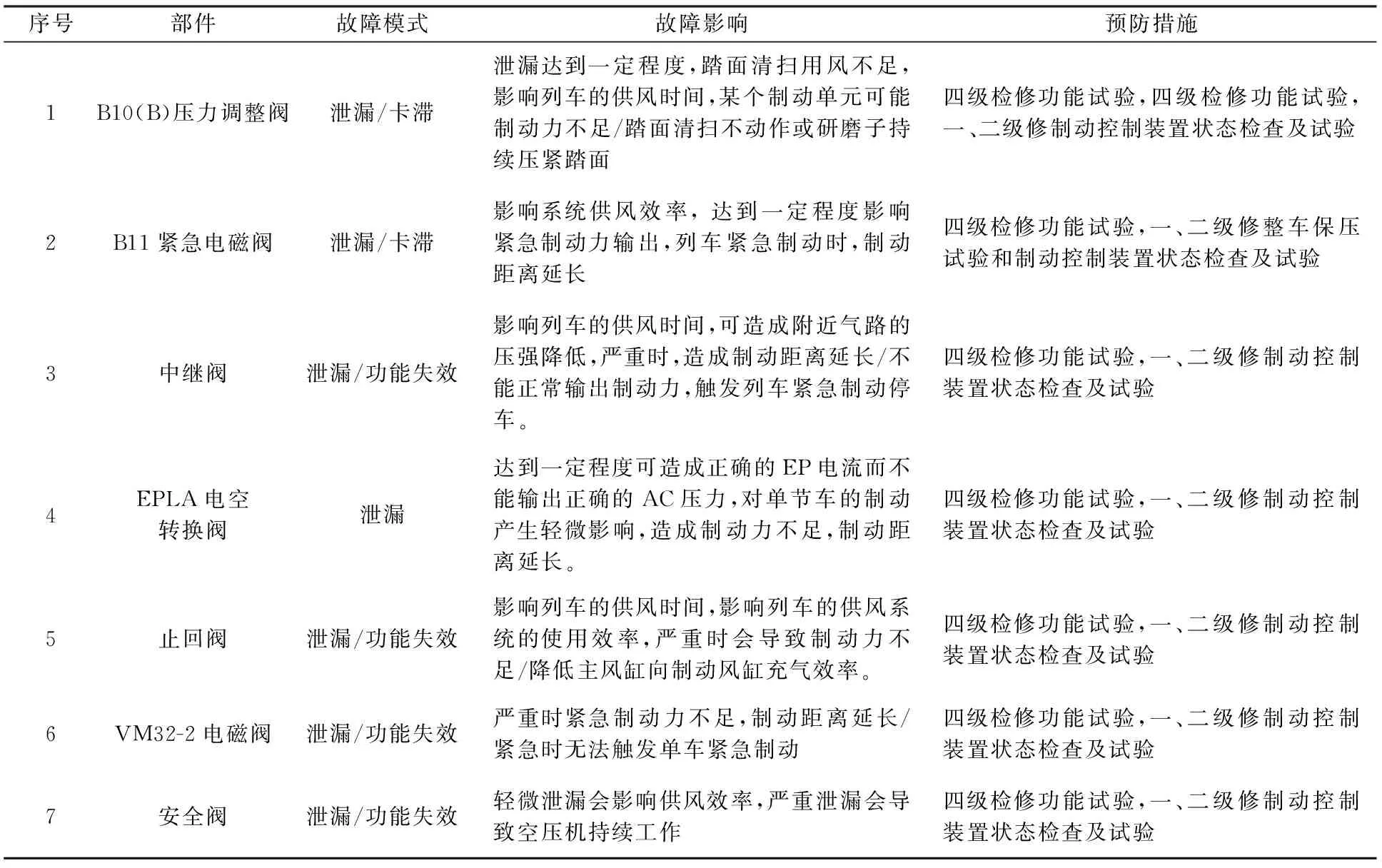
表1 制动控制装置故障模式及预防措施
6 优化总结
依托平台分析、检修写实、运用故障分析、潜在故障模式分析及制定预防措施,实现了制动控制装置、辅助空气压缩机、空气管开闭器等14项部件四级检修内容优化(见表2)。实现了减少分解修、将部分配件由必换优化为偶换、取消部分检修要求等预期目标,节约了检修成本,进一步提升了检修技术水平。

表2 CRH2和CRH380A四级修优化情况汇总表
7 结束语
检修规程优化是一项长期的工作,需要不断总结前期运用、检修过程中的经验,借鉴发达国家的动车组检修模式,并参考波音、空客、庞巴迪等航空公司的检修理念,兼收并蓄,博采众长,才能不断提升我国的动车组检修水平,后期将从以下两方面开展工作。
(1) 开展优化部件运用数据的专项收集及统计分析,并在后续四级检修中继续检修写实,跟踪优化效果。
(2) 持续开展部件检修技术研究,结合安全监控设备运用和相关大数据分析,努力实现零部件与整车检修周期相匹配。
[1] 曾宪奎,刘 威,吕 冲,等.动车组制动系统用橡胶密封垫使用寿命预测[J].橡胶工业,2016(63):240-244.
[2] TG/CL125-2015 和谐2A/2B/2C一阶段/2E型动车组四级检修规程[S].
[3] TG/CL142-2015 和谐2C二阶段/380A(L)型动车组四级检修规程[S].
[4] 左洪福,蔡景,王华伟,等.维修决策理论与方法[M].北京:航空工业出版社,2008.
[5] 董锡明.高速列车维修及其保障技术[M].北京:中国铁道出版社,2008.
[6] 曹小平,林晖.装备维修战略学[M].北京:国防工业出版社,2008.