负压消失模铸件尺寸控制概述
2018-05-08田学森潘凤英张会贤张志江
田学森,潘凤英,张会贤,张志江
(共享装备股份有限公司,宁夏银川 750021)
负压消失模铸造是黑色合金消失模铸造的主要方式,特别是铸铁件。与传统砂型铸造相比,消失模模样在制作、施涂、烘干、放模、振实、浇注过程均有变形的风险,而传统砂型铸造保证模具尺寸就能解决大多数尺寸问题。负压消失模铸造生产流程如图1所示。

图1 负压消失模生产流程
本文利用1 000 kg左右具有薄壁、复杂型腔的机床用消失模铸铁件(如图2)的生产,说明负压消失模铸造尺寸控制过程。
1 负压消失模铸造过程尺寸变形分析

图2 产品结构示意图
轮廓尺寸较大,壁厚较小的负压消失模铸铁件变形的原因和影响因素较为复杂。铸件变形表现为铸件尺寸、壁厚严重超出公差要求、圆柱圆孔不圆整、缺角少边。一些较长较大的铸件易产生扭曲、弯曲和挠性变形等,后期缺陷检查困难。造成消失模铸件尺寸问题主要有内部和外部两种因素。
内因:高温金属液进入型腔内,冷却过程中由液态变固态,凝固过程会产生体收缩和线收缩,并产生相应的内应力,金属收缩的应力和铸型中型砂强度形成的阻力之间的矛盾叠加,就会出现铸件变形,甚至开裂。
外因:铸造工艺设计、模样制作、施涂烘干、生产准备、振实造型、负压浇注以及打箱过程中任一环节控制不当就可能会造成铸件变形。
1.1 消失模模样(板材)制作过程中的变形
消失模成型方式有白模成型机成型和板材机加成型两种。白模成型机成型时在成型后取模时,由于有些几何形状比较复杂,在起模时因气压和水压的作用,以及手工取模时会发生物理拉延变形;板材机加成型过程装卡、支垫及加工参数等均会造成模样的局部变形。同时成型模样白模在烘干时,摆放不合理,码层过高会引起变形。白模烘干时间不合适,引起白模线性尺寸收缩不够或收缩过多,在浇注后毛坯尺寸不符合图纸要求;而机加用板材烘干及时效周期不够就会造成机加二次变形。
1.2 组模过程中的变形
由于白模在成型工序和烘干时会有变形现象的发生,而且白模形状各异,如果在粘结组合工序不进行控制,则毛坯变形的量增大,此过程中的变形占变形原因的80%.
1.3 模样施涂与烘干过程中的变形
消失模模样不论采用浸涂还是流凃,都有变形的风险,涂料流挂过程由于表面涂料不均匀各部位受力也不均匀就会发生模样变形,施涂过程的变形大多发生在大平面上。烘干过程变形则主要是模样在烘干托盘上的支垫不合理造成的,这种变形主要表现为局部上翘、下塌。
1.4 黑模生产准备过程中的变形
负压消失模方法生产带有复杂型腔的铸铁件时,对不易填砂振实、或者负压不易固定干砂的半封闭深腔通常使用树脂砂或其他方式预填埋,这个过程称为黑模生产准备。生产准备过程需要对指定腔体预填,该区域紧实强度就会远大于黑模其他部位,如果未及时支垫到位,模样就会变形,而且这种变形通常是不可校正的。
1.5 振实造型过程中的变形
造型过程可分解为放模和造型两个工步。放模过程若未提前根据黑模结构刮制随型的砂胎,模样放置在砂床上就会有局部受力支垫,局部无支垫悬空的问题存在,在此工步模样就已经发生变形;随后进入振实过程,采用雨淋方式均匀加砂,放模时悬空的位置就会下榻变形,受力点则会进一步上翘。随着振实过程这种变形将会进一步加剧。
1.6 负压浇注过程的变形
真空负压是负压消失模铸造方法最为重要的一个参数。实践发现:浇注时负压过低干砂固定不稳,易出现塌箱、壁厚增大、顶面上涨;负压过高又会出现尖角、脐子、顶面型内负压铁液无法充型,形状缺失等问题。
2 负压消失模铸造尺寸控制方法概述
通过对负压消失模铸造过程变形的分析可知,其变形存在于整个铸造过程,要控制负压消失模铸件的变形,需要建立系统的尺寸控制和保证体系,即建立全流程尺寸检验体系,规范尺寸检验标准,并且对关键工序制定专项控制措施。
2.1 负压消失模铸造尺寸检验流程建设
负压消失模铸造尺寸检验流程如图3所示,包括模样尺寸控制与铸件尺寸分析两部分。模样尺寸控制保证投产的模具尺寸符合图纸要求与工艺设计,铸件尺寸分析则是优化工艺设计的重要过程和手段。
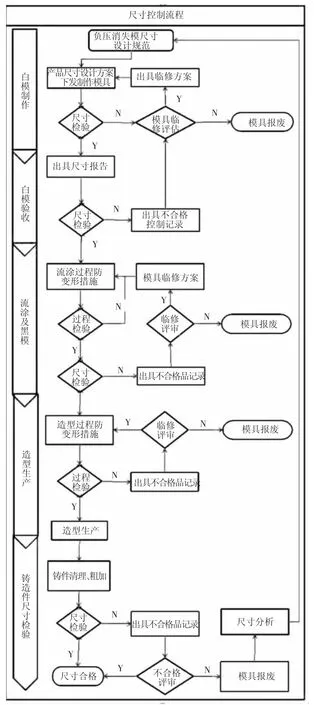
图3 尺寸检验流程
2.2 尺寸检验标准及分析方法建设
根据负压消失模铸造尺寸检验流程,对各个工步的尺寸进行监控。
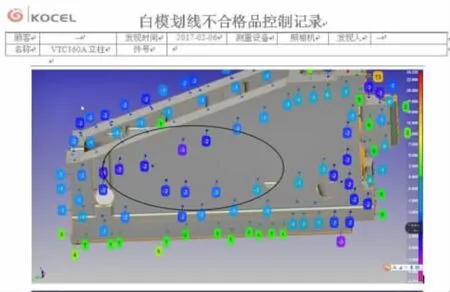
根据生产经验建议消失模模样尺寸控制标准为:白模(0~+1)mm;黑模±1 mm.标准化的检验分析方法分为标准化的检验工具和文件。消失模模样由于其重量较小、易移动,通常采用非接触式测量工具,如使用3D照相测量设备进行尺寸测量(如图4模具尺寸3D照相检测报告)。标准测量文件包括模样(白模、黑模)尺寸报告、关键工序CTQ尺寸测量记录表、铸件/模具尺寸对比分析表。
2.3 全流程尺寸控制措施制定
有了规范的尺寸测量及记录,即可制定有针对性的控制措施。
白模尺寸报告主要反应消失模原材料及白模制作过程尺寸控制能力,若出现不合格应从消失模珠粒或板材性能、分模方式、组模粘接等方面调查分析问题,逐一排查后制定改进措施。
黑模尺寸报告反映流凃及烘干过程尺寸控制能力,若出现不合格应从施涂及烘干支垫两点查找问题并制定改进措施。通常黑模变形主要是烘干时支垫不平稳导致,针对典型产品制作专用支垫工装,如图5为机床床身专用支垫,可有效解决此类变形问题。
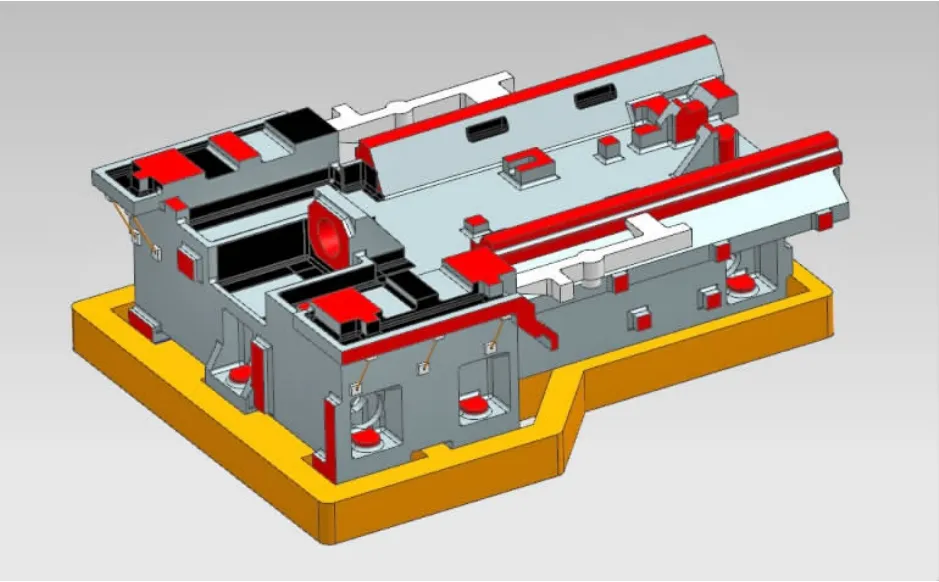
图5 机床床身黑模烘干支垫工装示意图
此外,关键工序的关键质量特性CTQ(Critical To Quality)测量在生产准备和造型放模过程起着重要作用。生产准备对不易填砂紧实的部位进行树脂砂预填后会导致黑模局部变形,造型过程将黑模放置在砂胎上时如砂胎不平整或轴孔、钳口等底面突出部位未进行手工嵌入砂胎时会造成黑模扭曲变形。因此必要时建立CTQ测量表对关键点进行监控。
铸件/模具尺寸对比分析表是根据铸件尺寸结果制定白模、黑模及尺寸设计标准的重要依据。例如,某加工尺寸工艺设计9 mm加工余量,白模/黑模实测9 mm,铸件实测6 mm,则工艺设计加工余量偏小。
3 结 语
通过建立全流程的尺寸检验流程,结合标准化的尺寸控制文件及分析改进通道制定措施,可以有效稳定地控制负压消失模铸件的尺寸。
参考文献:
[1] 潘凤英,杨争光,扈广麒.消失模铸造过程中型砂对负压度的影响[J].金属加工(热加工),2015(17):21-23.
[2] 郭新光.浅谈铸件尺寸检测发展历程及各检测方法的利弊[J].铸造设备与工艺,2016(2):53-55.
[3] 郭新光,陈龙.测量计算模型在铸件尺寸检测中的应用[J].铸造设备与工艺,2014(4):13-15.
[4] 裴丹丹,游晓红,王录才,等.EPS消失模样发泡工艺与密度控制[J].铸造设备与工艺,2012(6):33-35.
[5] 高成勋,李宇超.冲压机床机座的消失模铸造[J].铸造设备与工艺,2011(1):36-38.
