泡沫型材圆台形斜面加工工艺比较
2018-05-07郭琨曹战龙
郭琨,曹战龙
(宝鸡石油机械有限责任公司,陕西 宝鸡 721013)
0 引言
随着单件产品需求数量的增多,用泡沫型材制作模型成为一种节约成本的有效途径。用泡沫型材制作模型具有原料轻、制模操作轻巧灵便、简化工艺工序、缩短生产周期等特点[1]。但用泡沫型材加工圆台形斜面,一直是困扰模型工的一个难题。传统加工工艺,加工工序比较复杂,受机床开口空间的限制,较大直径不易磨削,且磨削后还要进行手工修整,其尺寸不易控制准确,表面光洁度也不是很好;采用木工数控龙门铣床进行加工,加工工序简单,加工后尺寸精确,表面光洁度好,但工件不易装夹;利用电阻丝加工,工序简单,但在电阻丝的加工过程中,对同步度要求过高。
1 三种加工工艺的比较
本文以图1所示结构为例,对三种加工工艺进行比较。

图1 工件剖面图
1.1 传统加工工艺
传统加工工序:
1) 准备好加工坯料:把泡沫型材制作成直径2 600mm,厚度240mm的圆柱形坯料。
2) 放样:模型工根据图样按1:1比例在纸板上画出工件的剖面图,并根据斜面的斜度分出一定数量的同心圆,做出垂直线,便于量取高度,作为磨削工序的磨削高度基准。如图2所示。
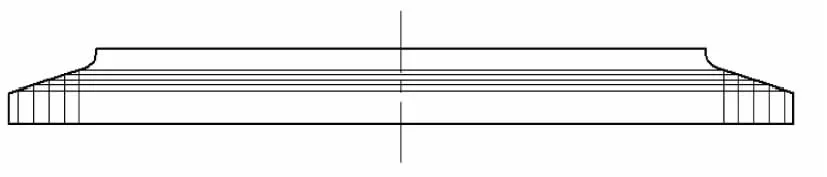
图2 工件放样图
3) 画线:在圆柱形坯料上进行画线,按放样尺寸画出同心圆,并在各圆处写出需要磨削的高度。
4) 磨削同心圆:在木工钻床上磨削直径2 000mm,高13mm圆柱,磨削半径50mm的连接圆弧,按各同心圆大小高低进行磨削,磨削后如图3(b)所示,图3(a)为局部放大图。

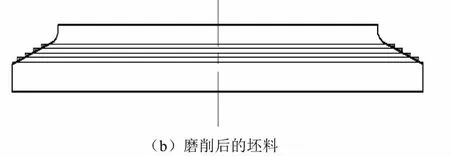
图3 磨削后坯料
5) 手工磨削:手工磨削上一工序中的剖面线部分,达到工件要求。
传统工艺加工特点:
传统工艺是采用手工操作配合木工钻床,不需要装夹工件,对机械化程度要求不高,适合较小直径范围斜面加工;对较大直径斜面加工时,磨削尺寸不易控制,台阶面要进行手工磨削,表面光洁度主要由模型工技术水平控制。
1.2 木工数控龙门铣床加工工艺
a) 固定工作台加工工艺
加工工序:
1) 准备好坯料:把泡沫型材制作成直径2 600mm,厚度240mm的圆柱形坯料。
2) 装夹坯料:用较重物件压住坯料。
3) 机床对刀,确定坯料中心。
4) 量取斜度,编写程序,并输入机床。
加工程序:
G91 G54
G0 Z2
S6000 M04
G01 X1000 F2000
Z-15
G02 X0 Y0 I-1000 J0
R1=50 R2=1000
MA1:G01 X1
R3=SQRT(50*50-R1*R1)
R1=R1-1
R4=SQRT(50*50-R1*R1)
R5=R4-R3
G01 Z=-R5
R2=R2+1
G02 X0 Y0 I=-R2 J0
IF R1>15 GOTOB MA1
R6=1035
L1P100
G0 Z200
M05
M30
子程序L1
G91 G01 X2.65 F1000
Z-0.81
R6=R6+2.65
G02 X0 Y0 I=-R6 J0 F2000
RET
5) 机床加工:对坯料进行机床加工,即可完成斜面的铣削。
b) 旋转工作台加工工艺
加工工序与固定工作台相似,只是要把坯料装夹在旋转工作台上,加工程序改为:
G91 G54
T01D01
G0 Z2
S6000 M04
G01 X1000 F2000
Z-15
B360
G03 X35 Z-46 CR=50 B21600 F30
G01 X265 Z-81 B90000 F30
B360
G0 Z200
M05
M30
数控龙门铣床加工特点:
木工数控龙门铣床加工工艺加工圆台形斜面可以实现一次加工即可满足图样要求,加工工序比较简单,加工精度高,尤其在大型工件加工方面表现尤为明显,但泡沫型材不易装夹。
1.3 电阻丝加工工艺
利用泡沫型材熔点低、电阻丝通电后发热的特点,用带电电阻丝代替操作机床加工泡沫形材[2]。装置示意图如图4所示。
1—电阻丝;2—标尺;3—工作台 图4 电阻丝装置示意图
加工工艺:
1) 准备好加工坯料:把泡沫形材制作成直径2 600mm,厚度240mm的圆柱形坯料。
2) 放样:模型工根据图样按1:1比例在纸板上画出工件的剖面图。
3) 画线:在坯料上画线。
4) 电阻丝加工:由两人协作进行加工,用通电电阻丝沿端面圆,侧面圆做圆周远动,如图5所示,加工时,电阻丝必须拉直,且要求切削速度必须同步。
5) 加工其余直径2 000mm圆和半径50mm圆弧连接部分(用钻床代替磨床进行磨削加工)。
6) 连接两部分,即完成工件加工。
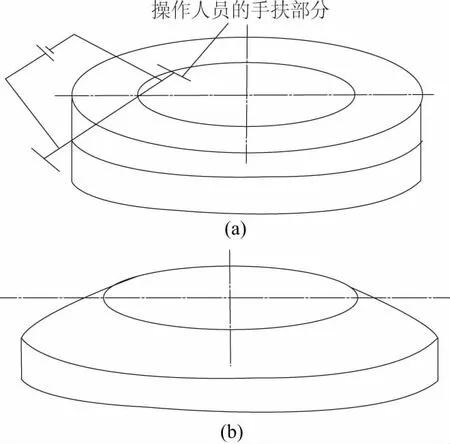
图5 电阻丝加工示意图
电阻丝加工特点:
电阻丝加工工艺,加工工序比较简单,速度快,但切削加工只能分工序完成,切削斜面不能太长,完成切削加工一般需要两人配合操作,且切削速度不易掌握,加工工件精度不高。
2 三种工艺特点比较
三种加工工艺各有优缺点,模型工在实践中根据加工斜面的尺寸,得出各种工艺的适用范围如表1所示。
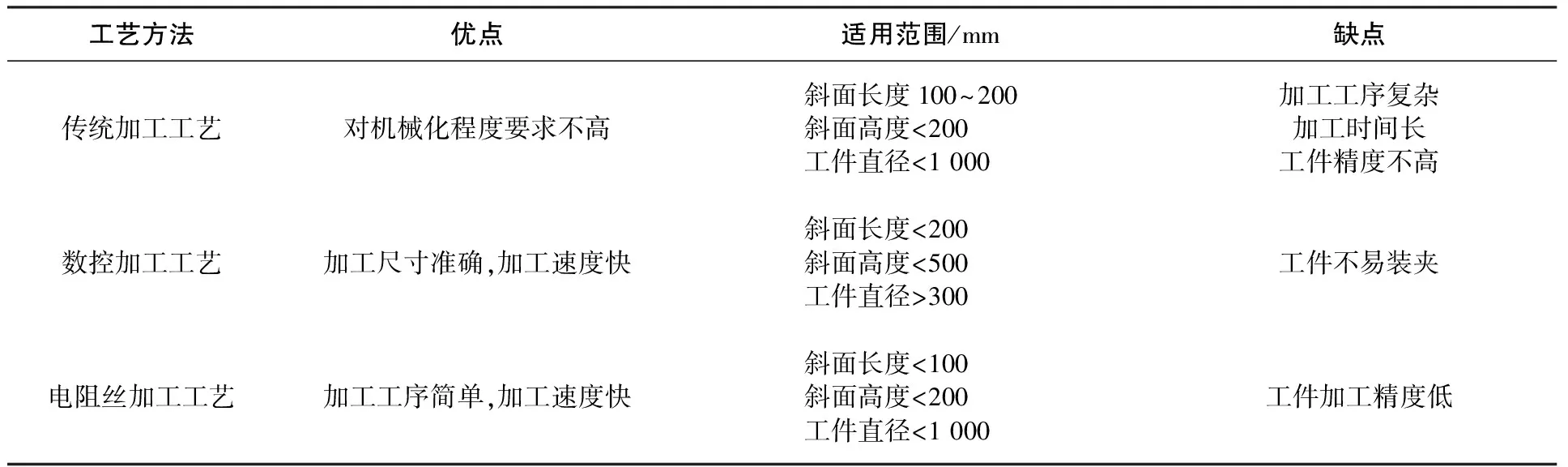
表1 三种工艺特点比较
3 结语
铸件的种类千差万别,斜面形状也是各种各样,各种铸件对模型的质量等级要求也不完全相同。一级模型对铸件尺寸精度和表面质量要求较高,二级模型对铸件尺寸精度和表面质量有一定要求或铸件尺寸精度和表面质量要求不高,三级模型对铸件尺寸精度和表面质量要求不高,适用与单次或少量生产[3]。操作者可以根据三种加工方法的工艺特点,合理选择。
参考文献:
[1] 缪承伟. 木模工艺学[M]. 北京:机械工业出版社,1980.
[2] 郭新玲,杨兵兵,朱荣蓉,等. 一种泡沫型材电阻丝切割装置[P]. 中国:ZL 2013 2 0804955.3,2014-06-11.
[3] JB/T7699-1995. 铸造用木制模样和芯盒技术条件[S].