金华1井小尺寸高强度套管段铣技术实践
2018-05-07王新建龙爱国
黎 凌, 王新建, 龙爱国
(1中国石油集团川庆钻探工程有限公司钻采工程技术研究院 2油气田应用化学四川省重点实验室 3中国石油集团川庆钻探工程有限公司川东钻探公司工程技术和质量标准部)
四川地区梓潼-金华区块主力产层为须家河组,由于试油求产后期产量普遍偏低,决定对区块中各井产层段套管进行部分段铣,然后打水泥塞封堵产层的永久弃井作业,该作业的难点在于段铣强度为P110的Ø114.3 mm套管。国内外对于段铣Ø127 mm套管有文献可参考[1-2],但是对于Ø114.3 mm套管的段铣作业还没有相关文献报道过。该类小尺寸套管段铣与常规尺寸套管段铣存在着较大的区别:没有专用于Ø114.3 mm套管的段铣器,需要重新设计新产品;套管强度高导致刀片磨损快或难切屑;铁屑密度高不易携带;环空间隙小,铁屑易堆积导致卡钻;循环压耗大,不能充分发挥水功率;环空带压,存在井控风险;钻井液性能设计、流变性控制难等问题[3-4]。
一、施工技术难点
1. 套管强度高
该区块井普遍采用了P110(壁厚9.65 mm)的套管,这种小尺寸高强度高壁厚套管的段铣在国内尚属首例,为难点所在。
2. 铁屑携带难
段铣套管过程中会产生大量形状各异的铁屑,有丝状、片状、块状等,其不但密度高(7.85 g/cm3),且沉降速度快。该井套管段铣期间最大的难点在于防止铁屑下沉堆积,循环不充分而缠绕在钻柱上形成“鸟笼状”和铁屑尺寸过大而无法通过环空,造成蹩泵甚至卡钻等难题。
3. 环空压耗大
小尺寸套管与常规尺寸套管的段铣在钻井液水力学上的主要区别在于钻井液在窄环空中的压耗更大。在常规井眼中约有10%左右的循环压力损失发生在环空中,而该井这个比例高达60%~70%,循环压力损失相当大,不利于水力能量的有效利用和发挥。
4. 钻井液性能难调控
为了把段铣中产生的高密度铁屑携带出来,要求钻井液具有良好悬浮能力和携带能力。考虑到小井眼窄环空摩阻大,在排量一定的情况下,选择黏度适中,静切力值高,剪切稀释性能好的体系,同时切割套管过程中刀片与套管接触会释放大量热量,瞬时温度高达150℃,这就要求钻井液还要具有抗高温稳定性能。
5. 环空带压
由于固井质量差,水泥胶结弱,该区块各井A环空带压30 MPa左右,B环空不带压的特殊情况,给段铣施工增加了难度,特别是切开套管过程中,带来了井控方面的问题。由于小井眼环空间隙小,同样的溢流量在环空中上升的速度和高度都是常规井的数倍,需要严格监控气测值变化,调整好钻井液密度,预防段铣过程中出现燃爆着火事故。
二、段铣技术
1. 段铣工具设计
针对Ø114.3 mm高强度厚壁P110套管,采用自主研发的“D”型三刀翼套管段铣器。该种段铣器由上接头、调压总成、活塞总成、弹簧、主体、刀片总成、限位扶正套、下扶正短节等部件组成,其本体外径为78 mm,刀片张开外径为120 mm,结构示意图见图1。其技术特点主要表现在以下几方面:
(1)刀片总成结构,配合低摩阻活塞总成和弹簧弹性力的合理储备,使刀片总成具备优异的防掉、防卡能力。
(2)刀片采用独特的切削元件,能自动断屑并具有自锐功能,切削元件焊接可靠,寿命长,磨铣速度快。
(3)工具水力结构,可对刀片铣削部分进行强制冷却、润滑和清洗,配合下扶正短节导引部分布设的硬质合金切削元件,可有效防止铣屑沉积。
(4)设计有下部稳定器,利工作平稳。
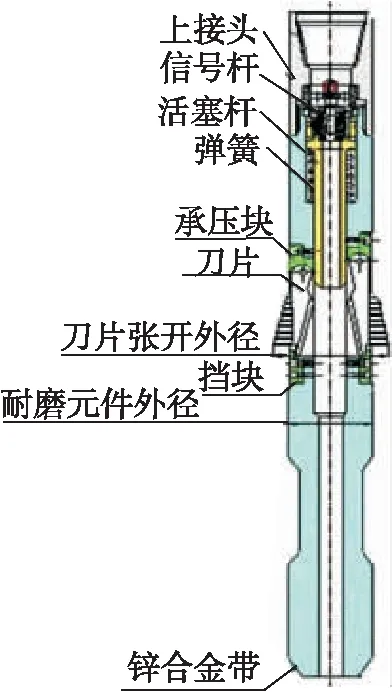
图1 段铣工具结构示意图
2. 钻具组合优化
常规段铣作业往往采用修井机作业,而该区块井套管A环空带压,在安全作业理念及井控风险要求下采用带压作业机段铣套管作业。准备了两套钻具组合,确定段铣开始位置后,最初下入的钻具组合是:Ø78 mm段铣器+Ø78 mm双母接头+Ø78 mm回压凡尔+Ø79.4 mm钻铤(6柱)+Ø60 mm钻杆,通过带压作业机转盘带动钻具转动,设定转盘转速为50 r/min,排量300~350 L/min,泵压35.0~36.0 MPa,开始开窗作业,经过2 h的磨铣,从振动筛筛布上可以看到极少量丝状铁屑返出,继续提高转盘转速至60 r/min,带压作业机工作篮开始出现晃动,出于安全方面考虑,降低转盘转速到50 r/min,继续开窗磨铣,3 h后,振动筛筛布上任然只有少量丝状铁屑返出并且泵压没有波动,说明套管还没有被割开,如果割开,从泵压表上可以看到一次明显的波动。
通过在钻具组合加入动力马达来提高钻速,并加入双向震击器以便应对段铣过程中铁屑卡住钻具,起到震击解卡作用。最终确定钻具组合为:Ø78 mm段铣器+Ø73 mm螺杆+Ø73 mm转换接头+Ø74 mm回压凡尔+Ø79.4 mm钻铤(2柱)+Ø73 mm双向震击器+Ø79.4 mm钻铤(4柱)+Ø60 mm钻杆,设定转盘转速为10 r/min,排量350~350 L/min,泵压36.5~37.0 MPa,下钻到初始设定位置继续开窗作业,经过1 h磨铣,丝状铁屑大量返出,套管成功切开。
3. 钻具操作步骤
(1)开窗操作时,应该缓慢下放工具至预定位置,小排量开泵,待泵压和排量稳定后,采用加小钻压10~15 kN进行开窗0.5 m,待窗口四周修正光滑后方可增加钻压继续段铣。
(2)正常段铣阶段,严格控制钻压在20~30 kN,切记不要追求段铣速度,而加大钻压,导致刀片吃入深而磨损快,切削下来的铁屑尺寸过大、过多而不能及时携带出窄环空,进而导致铁屑堆积卡钻。
(3)保持带压作业机转盘低速转动,控制在20 r/min,防止铁屑在马达上部钻具处堆积并及时破坏堆积的铁屑。
(3)从振动筛筛布上观察到铁屑大量返出时,应暂停下放钻具继续段铣,待铁屑充分循环携带出后且观察到振动筛筛布上铁屑量减少,再缓慢下放。
(4)段铣过程中及时监测扭矩值变化,切记不要频繁停泵,接单根速度要快,由于铁屑密度高,会很快沉降堆积到套管窗口造成再次开泵时出现蹩泵现象。
(5)若上提或下放遇阻,应该采取缓慢上提下放钻具,慢速转动或者反复提划,切记不要生拉硬放,造成工具卡死。
(6)每段铣1 m,打一段高黏段塞协助携带铁屑,然后循环1~2周后,收集记录返出铁屑重量,待实际返出铁屑重量与理论值接近时,再进行下一步段铣。
4. 钻井液配方及性能维护
选择黏度适中,静切力值高,剪切稀释性能好,同时流变性能易调控的聚磺钻井液体系,确定钻井液配方如下:
淡化水+3%~5%膨润土+0.2%~0.3%NaOH+0.1%Na2CO3+3%~5%SMP-2+0.5%~1.0%抗高温降失水剂RSTF+0.2%~0.5%携砂剂XS-1+2%润滑剂RH-220+0.1%~0.2%XCD+重晶石(调节密度至需求值)。
在段铣过程中钻井液性能维护注意以下:①控制膨润土含量在25~30 g/L左右,勤测定钻井液的漏斗黏度,保持漏斗黏度在70~80 s,塑性黏度20~40 mPa.s动切力14~18 Pa,初终切力(3~5)/(8~15)Pa,动塑比0.5~0.7;②注意观察振动筛面铁屑返出情况,并进行称重,及时调整段铣参数和流变参数以保证铁屑的高效携带;③每段铣20 cm套管后可以打1 m3左右的高黏段塞并结合钻具旋转及时清除铁屑;④在分配槽子和过渡槽子分别放在强力磁铁,除去小颗粒的铁屑保证钻井液清洁,防止铁屑进入泥浆泵;⑤监测气测值,及时调整钻井液密度。
三、现场应用效果
金华1井井身结构为Ø508 mm导管下入20 m,Ø339.7 mm表层套管下入664 m,Ø250.8 mm技术套管下入2 559 m封隔上部复杂地层,井口挂Ø127 mm变Ø114.3 mm转换接头,最后下入Ø114.3 mm高强度油管至3 557 m产层,采用射孔完井。对金华1井须家河组须四段的Ø114.3 mm套管,采用抗高温高密度聚磺膨润土钻井液并配合“D”型段铣器对井段2 477~2 481.44 m成功施工,段铣进尺4.44 m,平均段铣速率0.11 m/h,施工周期5 d,铁屑携带率高达91%,期间无井控事故、无卡钻蹩泵现象。携带出铁屑见图2,实际段铣阶段钻井液性能见表1。

图2 携带出铁屑形态

井号段铣井段/m密度/(g·cm-3)FV/sPV/mPa·sYP/PaG′/G″/PaFL30min/mLpH固含VsJH12477~2491.441.78~1.8565~8624~4114~262~4/5~164~68.5~9.533%
四、结论
(1)针对Ø114.3 mm小尺寸套管研发的Ø78 mm“D”型三刀翼套管段铣器具有刀片总成防掉卡能力,刀片有自锐功能、磨铣速度快,特殊的水力结构可以对铣削部分进行强制冷却、润滑和清洗。
(2)通过在钻具组合中加入动力马达和双向震击器,提高了切削效果并且起到了应对段铣过程中铁屑导致卡钻的风险。
(3)开窗初始阶段,应该缓慢下放工具至预定位置,小排量开泵,待泵压和排量稳定后,采用加小钻压10~15 kN进行开窗,正常段铣阶段,严格控制钻压在20~30 kN,切记不要追求段铣速度,而加大钻压。
(4)应选择黏度适中,静切力值高,剪切稀释性能好,同时具有抗高温稳定性能的钻井液体系,控制黏度在70~80 s,初终切力(3~5)/(8~15)Pa,动塑比0.5~0.7范围内。
(5)每段铣20 cm套管后可以打1 m3左右的高黏段塞并结合钻具旋转及时清除铁屑。
[1]李群山.提高套管段铣效率的途径[J].石油钻探技术,1999,27(4):17-18.
[2]巩同标,魏金新,赵淑芬,等.塔河油田长段套管磨铣工艺[J].石油钻采工艺,2008,30(2):111-114.
[3]陈天成,李岱林.井下不同钢级套管段铣技术[J].西部探矿工程,2001,13(5):47-49.
[4]王俊良,袁小波.高强度防硫化氢厚壁套管的高效段铣侧钻技术[J].钻采工艺,2002,25(3):1-4.