HAZOP分析在川科1井站脱硫试采工程中的探索与应用
2018-05-07王黎明江楚天
江 健, 王黎明, 江楚天
(1中国石化西南油气分公司川西采气厂 2南京理工大学化工学院)
川科1井是中国石化在川西地区新场气田深层海相雷口坡组气藏的第一口含H2S气井。2011年9月正式投产,目前日产量10.50×104m3/d,已稳产6年,累计产气1.95×108m3。该井的正常生产对气井产能评价、实践完善单井脱硫建设模式、加速川西人口密集地区的海相含硫气藏开发具有极其重要的意义。
相对于常规陆相气井采气工艺,川科1井站采用现场采气、净化、外输等多个作业环节连续运行的方式进行生产,动设备较多,脱硫工程工艺流程复杂,控制节点多,安全风险高,并且还是络合铁脱硫工艺在含硫气田开发中的首次应用,存在工艺装置运行参数需摸索、运行经验需不断总结等实际问题。因此,依据川科1井试采地面建设工程的相关设计文件和资料、在运行阶段编制完善的操作文件和现场运行参数,进行针对系统的全面安全风险控制措施有效性评价,开展川科1井站脱硫装置HAZOP分析工作是非常有必要的,可以达到识别系统运行缺陷,控制安全风险,减少在生产过程中可能存在的危害因素,合理分配安全资金投入,实现络合铁脱硫工程的安全运行等目的,为以后川西海相含硫气藏安全开发提供参考。
一、HAZOP分析的目的
1.目前常用的风险评价方法
JSA分析法是事先或定期对某项工作任务进行潜在的危害识别和风险评价,并根据评价结果制定和实施相应的控制措施,达到最大限度消除或控制风险目的的方法。其目的是规范作业风险识别、分析和控制,确保作业人员健康和安全。JSA分析法主要用于生产和施工作业场所现场作业活动的安全分析,包括新的作业、非常规性(临时)的作业、承包商作业、改变现有的作业和评估现有的作业,应用范围较为局限。
SCL是为辨识或诊断某一系统的安全状况而事先拟好的问题清单。为发现环境、工艺过程、设备、操作、管理和组织措施中的不安全因素,事先把检查对象加以分解,找出不安全因素,根据法律、法规和标准规范等,确定检查项目和标准要求,并将检查项目按系统构成顺序编制成表,以便进行检查。SCL法是一种最通用的定性安全评价方法,适用于设备、作业场所、操作规程、管理等各种层面的检查,应用十分广泛。但SCL法只能对已经存在的标准和对象进行评价,系统上一些潜在的风险和隐患无法通过检查表进行识别,SCL法只能作定性评价不能进行定量评价。
2. HAZOP分析的目的
HAZOP(危险与可操作性分析)分析方法是英国帝国化学工业公司(ICI)于1960年代发展起来的一套以引导词为主体的危害分析方法,用来检查设计的安全及危害的因果来源,也是目前主要用于装置运行风险评估的方法之一。HAZOP分析是由各专业人员组成的分析小组,通过对系统工艺过程和操作详细的进行检查,以确定过程的偏差是否导致不希望的后果发生,HAZOP分析将列出引起偏差的原因、产生的后果、以及针对这些偏差及后果已使用的安全保护措施,当分析组确信对这些偏差的保护措施不当时,将提出相应的改进措施。HAZOP分析确立了系统安全的观点,系统性、完善性好,有利于发现各种可能的潜在危险[1]。由于融入了风险矩阵和LOPA(保护层分析),HAZOP分析可以进行定性分析和定量的评价[2-4]。
应用HAZOP分析旨在识别出川科1井脱硫试采工程中可能存在的设计缺陷、设备故障、作业过程中的人员失误等可能带来的各种后果,结合LOPA分析,在系统层面识别和分析一些潜在的风险和隐患,并提出控制或降低风险以及改善工艺系统可操作性的措施,防止事故的发生或减小事故可能的后果。
二、HAZOP分析开展过程
1. 川科1井站工艺流程
川科1井含H2S天然气经过加热节流降压后进入酸气分离器进除去固相和液相杂质,然后进入吸收塔与络合铁贫液反应脱除H2S,净化后的天然气进入净化气分离器进行气液分离后外输。吸收塔底的络合铁富液进入富液闪蒸罐降压闪蒸分离出溶解的部分天然气,闪蒸后的富液进入富液再生槽顶部的喷射器,与自吸进入的空气两相混合发生氧化反应,并在富液再生槽内进一步氧化再生形成贫液,贫液进入分离槽,通过贫液泵再次进入吸收塔,完成液相的循环。富液再生槽内形成的硫泡沫进入硫泡沫槽,然后经硫泡沫泵增压进入真空转鼓过滤机脱去水分,生成硫膏外运。
2. HAZOP分析应用过程
HAZOP分析需要将工艺图或操作程序划分为分析节点或操作步骤,然后用引导词找出过程中存在的危险,识别出那些具有潜在危险的偏差,并对偏差原因、后果及控制措施等进行分析[1]。
川科1井站HAZOP分析成立了分析小组,人员主要包括HAZOP分析师、采气厂及海相试采大队管理层、川科1井运行及技术管理人员和现场操作人员。
在进行川科1井站脱硫装置HAZOP分析之前,分析小组根据HAZOP分析方法的要求,将主要工艺流程的的PID图纸划分为16个工艺节点,包括:采气井口,井口加热炉,酸气分离器,预吸收塔,一级吸收塔,二、三级吸收塔,净化气分离器,富液闪蒸罐,富液再生槽,分离槽,硫磺回收,地下槽,火炬分液罐,火炬(点火装置),缓蚀剂加注撬,污水罐。
根据川科1井站的工艺流程、控制参数、风险和危害,HAZOP分析共考虑20类工艺参数,其与不同的引导词构成了本次HAZOP分析所使用的偏差,各类工艺参数见表1。
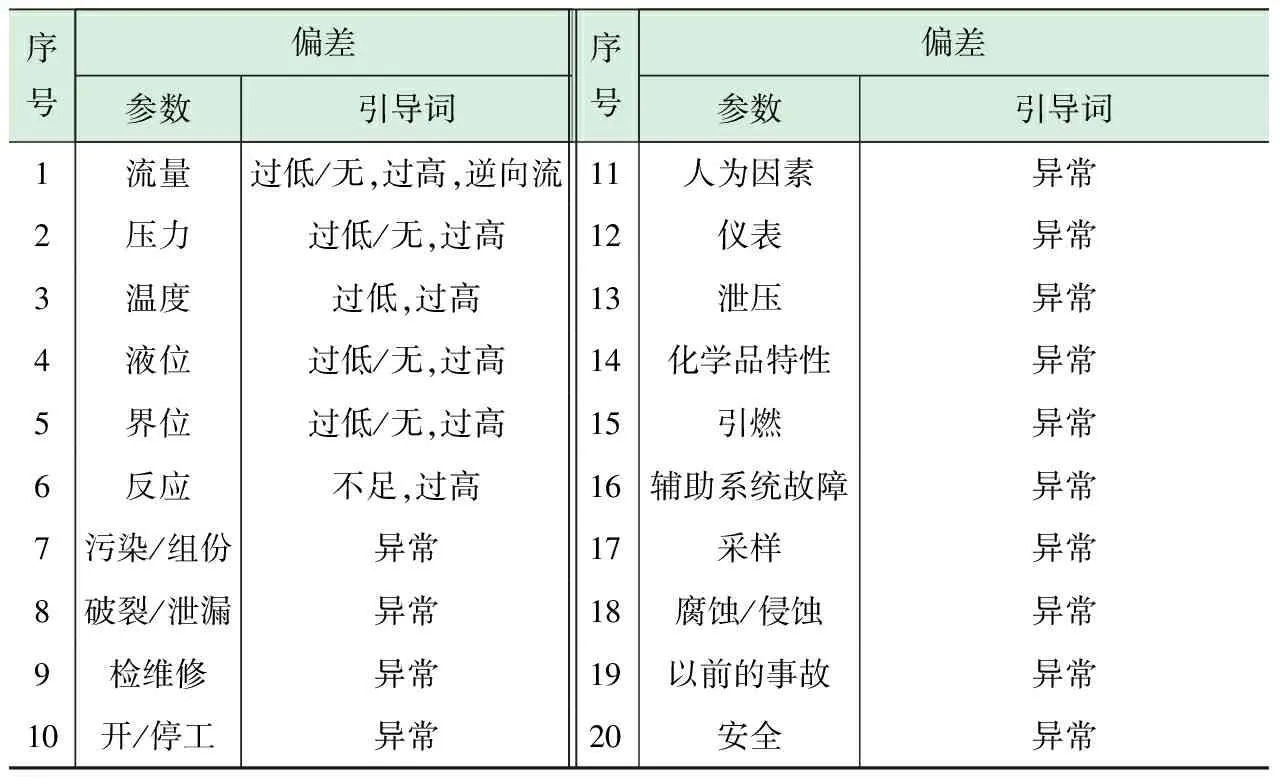
表1 HAZOP分析所应用的偏差表
3. 关键点安全保护层分析
根据川科1井站生产装置存在高低压系统共存特点,其工艺过程最大风险是高压酸气窜入低压系统。为评估安全设计是否符合要求,本文采用LOPA(保护层分析)技术进行风险论证分析。
LOPA是在定性危害分析的基础上,进一步评估保护层的有效性,并进行风险决策的系统方法,其主要目的是确定是否有足够的保护层使风险满足企业的风险标准。
按照LOPA过程,特定后果场景频率计算的常用程序,即:使用初始事件频率乘以IPL(独立保护层)的PFDs乘积。
(1)

本次评估的初始事件为:酸气分离器LV系统失效。后果场景为:高压酸气窜入污水罐,导致污水罐超压爆炸。
根据设计,独立的保护层包括:污水罐设有安全阀,污水罐放空阀常关。
根据国家相关风险标准和有关文献提供的失效数据,其风险等级分析见表2。
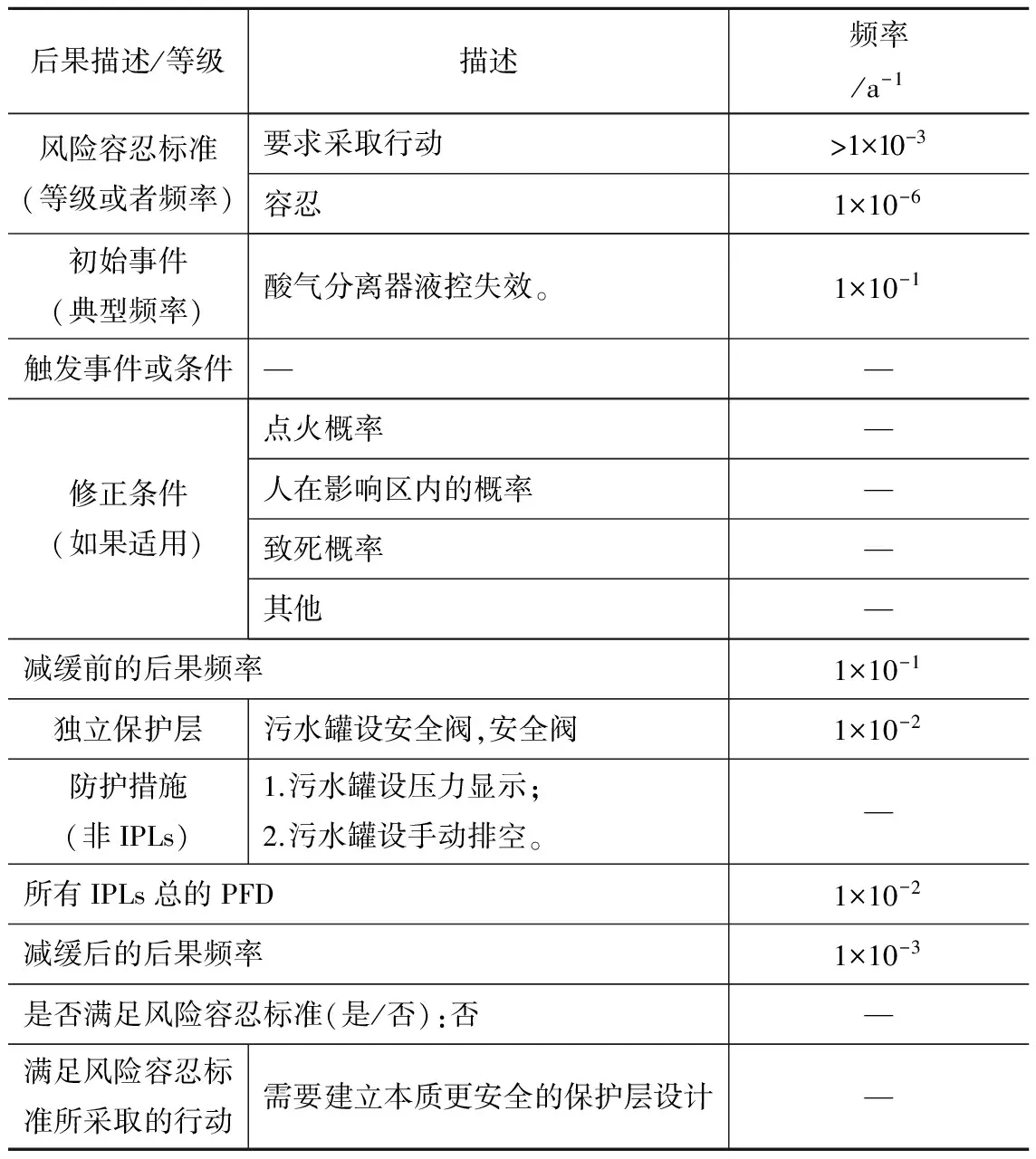
表2 川科1井LOPA分析表
注:场景为酸气分离器液控失效,高压酸气窜入污水罐,导致污水罐超压爆炸。
根据表2分析,川科1井站生产装置酸气分离器液控失效导致污水罐超压爆炸的频率为1×10-3,表明该处安全设计风险较高,需采取相应行动降低风险,为此在HAZOP分析中提出了相应对策措施,采取措施后,酸气分离器液控失效导致污水罐超压爆炸的频率将降低到1×10-6,风险级别将由D5降低到D1,安全风险显著降低。
三、HAZOP分析成果
通过对一系列偏差系统地对川科1井站生产装置每一个工艺节点进行审核,分析导致偏差产生的原因和由此可能产生的后果,并通过在对现场已采用的安全措施进行识别和判断的基础上,共提出了57条安全对策措施和建议,根据风险级别和实际条件,采纳了17条建议(见表3),并择机进行整改。

表3 HAZOP分析建议措施分类说明表
四、结论
(1)通过HAZOP分析及针对风险制定的整改措施的实施,川科1井站的的风险管控能力得到了较大提升,事故发生几率有了明显下降。
HAZOP分析小组通过对20类偏差的分析,对川科1井站生产装置16个工艺节点进行审核,分析导致偏差产生的原因和由此可能产生的后果,系统、全面地评估了工艺、设施、管理等方面的风险和缺陷。
识别出了目前工艺过程的最大风险—酸气分离器液控失效导致污水罐超压爆炸,事故发生频率为1×10-3,风险级别为D5。
(2)通过在对现场已采用的安全措施进行识别和判断的基础上,共提出了57条安全对策措施和建议,根据风险等级和实际条件,采纳了17项针对性的建议措施。以系统最大风险为例,采取措施后,事故发生频率降低到1×10-6,风险级别将降低到D1。
(3)川西地区人口稠密、经济发达,安全生产是含硫气田的开发的首要任务和重要工作。HAZOP分析作为一种重要的风险识别手段,不但满足了国家法律法规要求和中国石化关于在役装置风险识别和防控要求,还显著提高了脱硫装置的安全性。HAZOP分析在川科1井脱硫试采工程中的成功应用,展示了气田开发不同阶段和脱硫装置运行不同时期风险防控的重点和关注的对象,有计划的开展在役装置HAZOP分析并制定有针对性的措施对气田安全生产具有非常重要的指导意义。
[1]中国石油天然气集团公司安全环保与节能部.炼化装置在役阶段工艺危害分析指南[M].北京:石油工业出版社,2011.
[2]周荣义,李石林,刘何清.HAZOP分析中LOPA的应用研究[J].中国安全科学学报,2010,20(7):76-81.
[3]中国石油化工股份有限公司青岛安全工程研究院.HAZOP分析指南[M].北京:中国石化出版社,2008.
[4]吴重光.危险与可操作线分析(HAZOP)基础及应用[M].北京:中国石化出版社,2012.