焙烧后氧化锰矿酸浸试验研究
2018-05-05汝振广周晓艳
汝振广,周晓艳
(1.中山市技师学院,广东 中山 528400;2.合川区生态环境监测站,重庆 401520)
电解金属锰工业是一个资源、能源消耗高,污染物产生量大的工业行业。目前,中国绝大多数企业釆用碳酸锰矿石生产电解锰,因其不用还原,可以直接酸浸,节省了设备投资和运营成本[1]。然而,国内适用于生产电解锰的碳酸锰矿石资源已濒临枯竭,矿石品位越来越低,已由含锰18%~20%降低到12%~15%,利用该类矿石生产电解锰致使酸耗加大,产渣量急剧增高,每生产1 t电解锰,产渣量高达十几吨,造成越来越大的环保压力,且矿石平均资源利用率低于70%,随渣带走的锰也越来越多,因此利用碳酸锰矿生产电解锰的企业将会越来越少[2-3]。
在这种情况下,采用氧化锰矿石(MnO2)生产电解锰的趋势也越来越强烈。目前,国内存在大量中等品位(含锰20%以上)的氧化锰矿资源,作为原矿材料在电解金属锰领域具有较大应用潜力[4]。同时,氧化锰矿石具有品位相对较高、酸耗较低、产渣量少等优点。本文对湖南某地的伴生氧化锰矿石(MnO2)经还原焙烧后生成的MnO进行酸浸试验研究,以分析该地区氧化锰矿中锰含量的组成、浸出效果、浸出效率及渣锰含量等[5-9]。
1 试验及检测方法
1.1 试验方法
向2 L烧杯中加700 g水、100 g浓硫酸(98%),测定溶液中酸含量;将烧杯放入恒温水浴锅中,用温度计测量溶液温度,待溶液温度恒定时,记录温度和时间;向烧杯中快速加入还原焙烧后的氧化锰矿粉150 g,同时开启搅拌器,调节转速;反应每60 min测量溶液温度,并取样测酸和锰的含量,反应时间为4 h;反应终止后,记录溶液剩余体积,称重;过滤,称滤液质量;烘干,称烘干后的滤渣质量;测滤液中酸和锰含量、滤渣中总锰和水溶性锰含量。
1.2 分析检测方法
1.2.1 酸的测定
取1 mL待测液于250 mL锥形瓶中,加入约50 mL蒸馏水,同时摇匀,加入1~2滴甲基红指示剂,用氢氧化钠进行滴定。
1.2.2 溶液中锰的测定
取1 mL待测液于250 mL锥形瓶中,加入约100 mL蒸馏水,加入0.3 g氧化锌后,放在电炉上加热至沸腾,立即取下,用高锰酸钾溶液滴定。
1.2.3 矿石中总锰测定
矿石中总锰测定采用硝酸铵氧化容量法(GB 223.4-1988)。
2 结果与讨论
2.1 还原焙烧后氧化锰矿石中锰的含量
为了比较酸浸的效果,随机取样检测湖南某地伴生氧化锰矿石经还原焙烧后的含锰量。
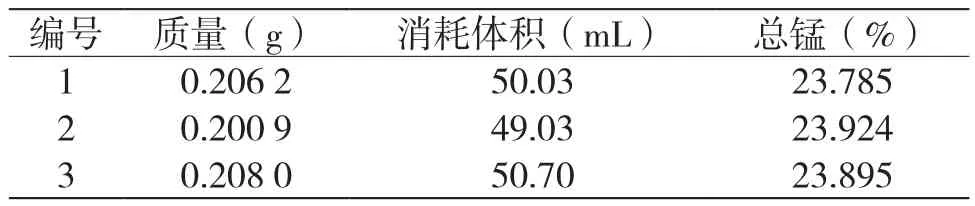
表1 还原焙烧后氧化锰矿石中锰含量
由表1计算可得,还原焙烧后的氧化锰矿石中锰平均含量为23.868%(以Mn计),将以此参数作为酸浸效果和效率的对比依据。
2.2 常规酸浸试验
2.2.1 酸浸试验条件
模拟传统电解锰生产中常规浸出工艺条件进行酸浸试验,具体参数如表2所示。

表2 常规浸出反应参数
2.2.2 试验过程及结果分析
在恒温(56℃)的条件下,酸浸反应4 h,并每隔60 min取样检测溶液的含锰浓度和残酸量,根据检测结果分析酸浸反应过程中锰的浸出率。
从表3分析可知,还原焙烧后的氧化锰矿石可进行酸浸反应;浸出反应前1 h反应速率快,溶液含锰浓度可达到22.7 g/L,但随着反应的进行,浸出效率大幅度降低,反应过程缓慢;浸出反应的后3 h,溶液含锰浓度和残酸浓度几乎没有变化;溶液的浓度远未达到电解锰正常生产的溶液标准。

表3 常规浸出反应过程分析
2.2.3 渣锰残留及浸出率分析
从表4分析可得,该还原焙烧后的氧化锰矿石浸出率能达到74.72%,但渣锰残留高,其中未浸出锰残留9.553%(以Mn计),还原成原矿石品位约为6%,资源回收利用率只有72.54%。

表4 渣锰残留及浸出率分析(常规浸出反应)
2.3 高温连续酸浸反应试验
2.3.1 酸浸试验条件
开展高温连续酸浸反应试验时,其浸出反应参数如表5所示。

表5 高温连续浸出反应参数
2.3.2 试验过程及结果分析
对锰渣采用高温连续酸浸反应,在恒温(75℃)的条件下,反应4 h,并每隔60 min取样检测溶液的含锰浓度和残酸量,根据检测结果分析酸浸反应过程的浸出率。
从表6分析可知,对锰渣采用连续高温酸浸反应,反应终点时溶液浓度为33.085 g/L,达到了电解锰正常生产的溶液浓度标准,且残酸量(4 g/L)控制在生 产允许的条件范围内。

表6 高温连续浸出反应过程分析
2.3.3 渣锰残留及浸出率分析
从表7分析可得,采用连续高温酸浸,可使该还原焙烧后的氧化锰矿石浸出率提高到90.11%,渣锰残留降低到3.779%(以锰计)的低水平,还原成原矿石品位约为2.3%,资源回收利用率可达到90%。

表7 渣锰残留及浸出率分析(高温连续酸浸反应)
3 结论
采用传统常规的酸浸工艺,对湖南某地的伴生氧化锰矿石的浸出率能达到74.72%,但渣锰残留高,为9.553%(以Mn计),还原成原矿石品位约为6%,资源回收利用率只有72%;用传常规工艺酸浸1 h后,浸出效率大幅度降低,反应过程缓慢,溶液含锰浓度和残酸浓度几乎没有变化,反应终点时溶液的浓度远未达到电解锰正常生产的溶液标准。
残酸过高将给后续的净化工段造成极大的压力,使得整个工艺系统不能实现水平衡,无法进行电解锰的正常生产;采用连续高温酸浸反应,可使该还原焙烧后的氧化锰矿石浸出率提高到90.11%,渣锰残留降低到3.779%(以Mn计)的低水平,资源回收利用率可达到90%。
连续高温浸出反应终点的溶液中锰离子浓度为33.085 g/L,达到了电解锰正常生产的溶液浓度标准,且残酸量(4 g/L)也控制在生产允许的条件范围内,对后续的净化工段和整个系统的水平衡影响不大。
1 谭柱中.“十一五”中国电解金属锰工业的发展和“十二五”展望[J].中国锰业,2011,(1):1-4.
2 刘闺华,潘涔轩,朱克松,等.电解金属锰渣滤饼循环逆流洗涤试验研究[J].中国锰业,2010,(2):35-38.
3 周柳霞.中国电解金属锰工业50多年发展回顾与展望[J].中国锰业,2010,(1):1-6.
4 徐鸣哲.中国锰矿石贸易供需现状及趋势[J].国际经济合作,2011,(4):78-81.
5 周晓艳,潘涔轩,张玉秀,等.从加纳某碳酸锰矿石中浸出锰的试验研究[J].湿法冶金,2013,(1):24-26.
6 周晓艳,汝振广,王雪婷,等.加纳某碳酸锰矿石两段浸出试验研究[J].湿法冶金,2014,(4):282-285.
7 王星敏,徐龙君,胥江河,等.电解锰渣中锰的浸出条件及特征[J].环境工程学报,2012,(10):3757-3761.
8 孟小燕,蒋 彬,李云飞,等.电解锰渣二次提取锰和氨氮的研究[J].环境工程学报,2011,5(4):903-908.
9 杜 兵,周长波,曾 鸣,等.回收电解锰渣中的可溶性锰[J].化工环保,2010,30(6):526-529.