大型透平发电机焊接式转子的结构工艺特点
2018-04-28侯键
侯 键
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
0 引言
当今世界的大型汽轮发电机转子直径已经达到1.3 m、重达100 t(2极、3 000 r/min时)或2.0 m、重达275 t(4极、1 500 r/min时),见图1。对于不断增加需求的核电站4极转子来说,需要重达500 t以上的锻件毛坯来制作,然而世界上仅有少数几个厂家能够提供这种锻件,从而导致订货和交货期限拖延。这个问题已经成为发展的瓶颈。虽然大型汽轮机或燃气轮机的转子多年以前早已实现焊接式结构见图2,而且发电机采用焊接式转子的设计理念就是来源于透平机,但是透平发电机(多年以前,国际电工委员会IEC已经规定:将汽轮机或燃气轮机驱动的发电机统一称为“透平发电机”)转子的焊接,在尺寸、质量、焊缝深度和电磁性能等方面却有不同的要求:比如锻件的良好可焊性和磁性能,进行焊接试验,测定关键参数, 焊接材料的导电性, 焊缝的磁性能、力学性能、裂纹扩展和热处理,焊缝下面(用于储存、缓解和缓慢疏散焊药保护气体的)空腔的设计,最深焊缝时施工工艺的可接近性、可操作性和安全性,焊缝的无损检测等等都是开发过程中解决的关键课题。
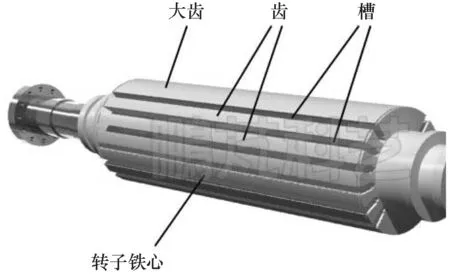
图1 发电机转子结构示意图

1.油封环; 2.轴封套; 3.叶轮之间对接面; 4.动叶栅; 5.叶轮; 6.平衡槽图2 汽轮机转子结构示意图
1 工艺流程
发电机焊接式转子制造工艺流程如下(它与透平机采用的焊接式转子[1-2]基本上相同):锻件进货验收、单件加工、装焊、精加工、防腐保护等工序。
其中的装焊包括以下几道工步:由立式状态的转子放倒至水平状态;进行埋弧焊(水平状态);超声波探伤;在退火炉中进行焊后热处理;超声波探伤。
而精加工则包括:车削至最终尺寸;转子铣槽;主轴端部和接头精加工;转子去毛刺。
防腐保护主要是进行转子本体和轴端部刷漆。
2 试验验证
发电机焊接式转子必须进行以下几项试验验证:
(1)对于长达20 m、 重达275 t的发电机转子,在吊运过程中对公差影响的验证;(2)对于发电机转子,焊缝通过线槽的制造工艺、无损检测方法和机械性能的验证;(3)相对于透平机来说,发电机转子焊缝的增加以后,对转子动特性的评估;(4)发电机转子焊缝下部空腔体积减小以后,对转子电磁性能的评估;(5)在承受离心力、弯曲力、热力、转矩、电磁场和电场等各种主要负载作用下,热处理以后的强度、电磁和电导性能的验证;(6)在运行条件下,氢气对材料性能影响的验证。
3 计算验证
3.1 电气计算验证
3.1.1 励磁电流
在评估焊缝对励磁电流的影响以后,还要考虑到以下几个因素:与传统的整根锻件相比的材料性能差异;焊接区域的磁特性;焊缝数量。
3.1.2 空腔和轴向间隙
在评估空腔和轴向间隙的影响以后,还要考虑到以下几个因素:焊缝的数量;空腔的体积和形状;圆盘之间的轴向间隙(它处于焊缝空腔和转子内孔之间)的宽度,见图3。
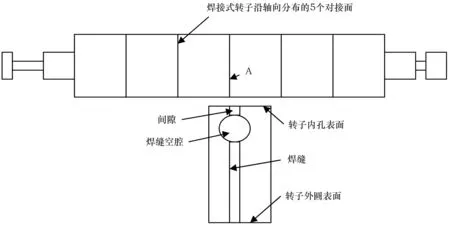
图3 焊接式转子对接焊缝的结构示意图
3.1.3 验证的结果
采用焊接式转子以后,经过电气计算验证的结果表明:(1)对励磁电流的影响可以忽略不计;(2)对转子绕组温度没有影响;(3)对发电机效率没有影响;(4)没有因为空腔引起的饱和效应。(5)在运行性能方面,焊接式转子与传统的整根式转子没有区别。
3.2 机械计算验证
在下述运行情况下,通过不同的机械计算来验证以下几个方面:(1)额定转速为1 500 r/min运行情况下的连续“启动/停机”周期;(2)在1.2倍额定转速条件下运行的自旋转测试;(3)在透平机过速为1.12倍额定转速的条件下运行情况;(4)盘车情况;(5)在2相、3相短路和失步的故障情况;(6)高周和低周疲劳裂纹扩展情况等。
在动态特性方面和所有机械计算验证结果表明,都具有足够的安全性,而且对弯曲状态下的临界转速和扭矩固有频率都没有重大影响。
3.3 模型试验验证
为了针对焊接式转子进行制造工艺规程、处理性能和结构设计等方面的试验验证,曾经进行了3年之久的全尺寸模型试验验证。模型的外径为2 000 mm,总长为3 150 mm,一条焊缝。模型的试验验证项目如下:焊缝外形加工,焊接工艺(包括焊后热处理),超声波探伤,焊缝修复工艺,精加工,焊缝的切割与剖切,材料测试。
在材料测试的项目中包括:锻件母材化学分析,焊缝截面金相分析,焊缝和热影响区的显微硬度分析,抗拉试验,凹口冲击试验,磁特性,电导性,热膨胀系数,疲劳试验,断裂裂纹扩展,应力腐蚀裂痕等。测试结果表明,材料完全满足性能要求。
4 加工工艺的优化
对于发电机焊接式转子,除了端部带有法兰的两个轴头而外,转子本体还有4个圆柱形状的区段,它们相互之间有待焊接成为整体的对接面共有5个。为了保证这种焊接式转子与传统上采用的单根整锻式转子之间的兼容性和互换性,在全尺寸模型上进行了下述工艺过程的优化:(1)转子圆盘叠装工艺,保证达到焊后要求的浮动值;(2)焊接空腔的清理,充分保证焊缝背部的气体保护;(3)焊接顺序,确保达到最优焊缝质量;(4)焊后热处理,确保转子内部温度缓慢而且均匀的分布[2]。而最重要的优化就是V形焊缝改为窄间隙的U形(基本上与透平机一样)。
5 无损探伤
在制造工艺过程中,要求进行下述无损探伤检验:(1)用于检测锻件内部缺陷的超声波探伤检验主要集中在焊接区域;(2)用于钨极氩弧焊焊缝(根部及其延续部分)的磁粉探伤检验主要针对表面缺陷、未焊透和焊接缺陷的检验;(3)埋弧焊以后、在退火炉中热处理以前以及热处理以后,进行超声波探伤。
最后,针对发电机焊接式转子编制了专项“无损检验规程”,其中包括:供货锻件在叠装时实施的钨极氩弧焊的X光检验,锻件的无损检验,用于无损检验的预(车削)加工和所有焊缝的预检[3]。
6 结论
(1) 对于核电站透平发电机,可以像透平机那样采用焊接式转子来取代原来的整根锻件的转子,从而缓解大型锻件订货困难问题。
(2) 在发电机焊接式转子的结构工艺方面,应当特别注意来自电、磁和冷却氢气中的氢对焊接结构工艺的影响,确保质量。
(3) 焊缝空腔和与两个圆柱形对接面之间的间隙的设计很重要,必须进行优化选择。
(4) 由于采用了焊接式转子结构工艺,并达到了质量保证要求,从而实现了与原来整根锻件转子的取代和互换。但是其应用范围当前还只限于4极发电机。
[1] 王朋,霍鑫,丁玉明.核电汽轮机焊接转子技术发展综述[J].热力透平,2015(4):296-299.
[2] 庞庆,彭建强,孙秀萍.高参数大容量汽轮机焊接转子[J].2014(6):478-480.
[3] 戴国征.汽轮发电机转子与护环锻件材料的技术要求[J].大电机技术,1981(1):11-16.
