带挡边的轴承外圈沟道超精夹具设计
2018-04-28衡阳纺织机械有限公司湖南421007邹友民
■ 衡阳纺织机械有限公司 (湖南 421007) 邹友民
1. 加工难点分析
轴承沟道表面的超精加工是轴承机械加工最关键的一道工序。其具有提高沟道表面几何精度、改善表面粗糙度、减少波纹度、提高轴承沟道工作表面的有效支撑面积和改善轴承的动态性能及承载能力等优越性能,这些将直接影响到成品轴承的最终质量。对低噪音、长寿命轴承来说尤为重要。通常超精加工使用双超精辊轴无心支承式超精机。轴承外圈被直接放置在超精辊轴上,辊轴高速旋转时,带动轴承外圈旋转来超精沟道。该超精方法虽然简单,但也存在一定的局限性。这是因为超精辊轴一般为长圆柱轴,适合超精加工外圆规则的轴类零件。而对于外圆有台阶的轴类零件,因为无法以外圆为基准,无法直接在通用超精机上超精加工。公司研发的产品HN2447-01主动轮轴承的外圈如图1所示,该轴承外圈带有挡边,超精时如果将其直接放置在超精辊轴上,外圈的轴线相对于超精辊轴的轴线是倾斜的,无法直接超精。通常我们会采用在超精辊轴上车槽来避免,但超精辊轴加工困难,制作周期特别长,加工成本特别高,一副辊轴动辄上千,对于小批量的产品来说是很不划算的。为了解决带挡边的轴承外圈沟道超精问题,结合工厂实际及技术,迫切需要设计出一种简单的超精夹具,能在不改变超精辊轴形状下,就能轻易超精带挡边的轴承外圈沟道,又快又好地解决这一问题。
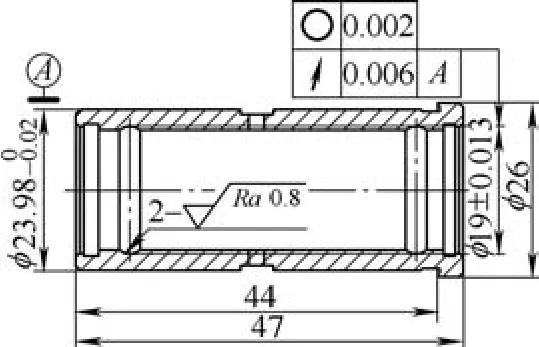
图1 HN2447-01外圈
2. 夹具的设计及使用
公司研发的HN2447主、从动轮轴承采用双列滚珠整体式设计,具有结构简单、运转平稳、承载力大、多叠片式密封、高效防尘、精密平衡、转速高、使用寿命长及易维护等优点。为确保轴承的高转速、长使用寿命,最关键的是保证沟道的超精质量。通过分析HN2447-01主动轮轴承的外圈简图,知道该外圈的小外圆φ23.98-0-0.02mm是轴承的安装、加工和使用基准。但因为有φ26mm挡边的存在,外圈是无法直接以φ23.98-0-0.02mm小外圆为基准放置在通用超精辊轴上超精沟道的。为此根据浮动加工原理,设计、制作了如图2所示的浮动式超精料套,它由尼龙止转环和生铁料套两部分组成,尼龙止转环与生铁料套采用锥度联接。生铁料套选用HT300灰铸铁,因为该材料具有高强度、高耐磨性且切削性能好。加工时,先用车床将φ23.98+0.007-0.005mm内孔车出(可用轴承外圈配镗内孔。注:需确保轴承外圈在生铁料套内孔小间隙内滑动配合。再车与尼龙止转环相配合的锥孔)。将外圈与内孔加工完毕后,为提高表面粗糙度质量,可将其用金相砂纸抛光。因为内孔跟外圆一次装夹精加工而成,可保证孔对外圆的圆跳动。最后调头车φ26.3+0.1-0mm台阶内孔。车尼龙止转环时,先将内孔与轴承外圈配车完,再与生铁料套锥孔锥度一致配车锥外圆。加工完后,将尼龙止转环装配进生铁料套内,浮动式超精料套加工完毕。使用时,将带挡边的轴承外圈小外圆依次穿过φ26.3+0.1-0mm台阶内孔、φ23.98+0.007-0.005mm中孔及φ23.98±0.01mm尼龙止转环内孔。其中轴承外圈小外圆与φ23.98+0.007-0.005mm中孔为小间隙滑动配合,(轴承外圈可在生铁料套内自由浮动)与φ23.98±0.01mm尼龙止转环内孔为过盈配合,因尼龙具有很好的弹性,可以通过挤压尼龙止转环端面(尼龙止转环宽度较生铁料套锥孔深度短2mm,可用于调整尼龙止转环内孔尺寸,从而调整其与轴承外圈的过盈量)。轴承外圈安装到位后,便可以将浮动超精料套直接放置在超精辊轴上超精加工。超精加工完成后,将轴承外圈取出,重新安装轴承外圈即可再次超精加工,非常方便快捷。精测室检测各项参数都非常好,完全能达到超精加工要求。

图2 浮动式超精料套
3. 结语
通过设计制作浮动式超精料套,可以在不改变超精辊轴形状下,方便快捷地完成带挡边的轴承外圈沟道超精工作。该夹具充分利用浮动加工原理,使用过渡生铁料套,使超精基准与轴承外圈外圆基准完美转换,从而确保超精质量。该夹具还具有结构简单可靠、成本低、操作方便及加工效率高等优点。通过这次试验,为今后类似带挡边(台阶)轴承外圈沟道超精夹具的设计提供了有益的经验。
参考文献:
[1] 成大先.机械设计手册[M].北京:化学工业出版社,2002.
[2] 中国机械工程学会.机修手册[M].北京:机械工业出版社,1977.
