空刀槽到端面尺寸的测量
2018-04-28河南北方星光机电有限责任公司邓州474150杨亚锋
■ 河南北方星光机电有限责任公司 (邓州 474150) 杨亚锋 孙 亢 李 朔
1. 测量需求
我公司生产的一种零件如图1所示,尺寸22.4-0-0.21mm为空刀槽到端面的尺寸,采用三丰凹槽千分尺(146-121型)测量时,由于受端面倒角影响,难以测量,设计了卡板进行测量,仍然存在操作不方便、不易观察测量结果的问题。为方便在生产现场就能准确检测该尺寸,要求设计制造专用量规。
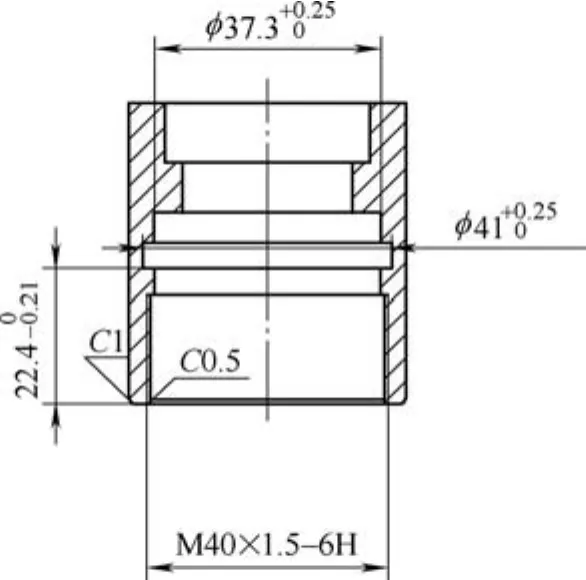
图1
2. 量规结构
根据零件结构和尺寸公差,设计了带弹簧的套管量规,如图2所示,量杆3与量套6采用偏心结构,将量杆3限定在一定高度范围内可以活动,在量杆3尾部通过螺钉2联接量板1,通过量杆3头部的手柄7可压下和旋转量杆3。
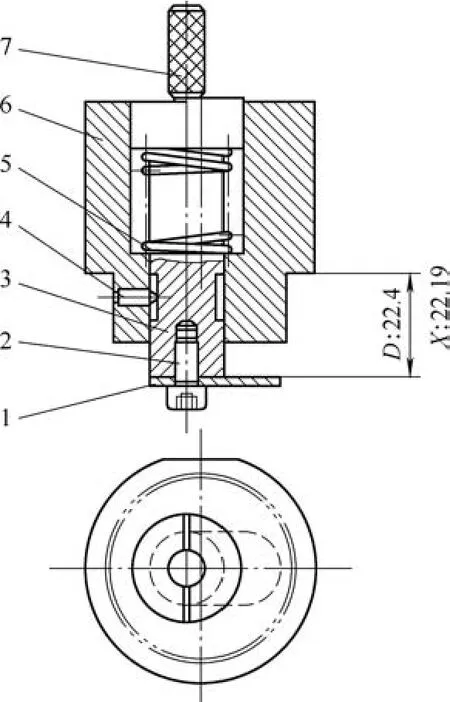
图2
3. 使用方法
将量板转至如图3所示位置,使其如图4所示,能够放入工件测量部位。俯视图中两条双点划线中间区域为空刀槽。轻轻握住手柄7并下压,旋转手柄,使其带动量板转动,至不能转动为止,则此时其尾部的量板1与空刀槽贴在一起,轻轻松开手柄,量板1在弹簧5的作用下卡在空刀槽的端面,通过观察量套6与量杆3的相对高度来判断空刀槽到端面尺寸。

图3
4. 量规设计要求
该量规设计时,应注意以下几个问题:①量套的导向孔为偏心结构,本例中偏心距取3mm,导向孔与零件接触端面垂直,如图5所示。②量杆与量套应有导向部位导向,如图6所示,其中带*尺寸按装配图配做。③量板的工作部位为圆弧状,以保证在旋转时与空刀槽的可靠接触,如图7所示。
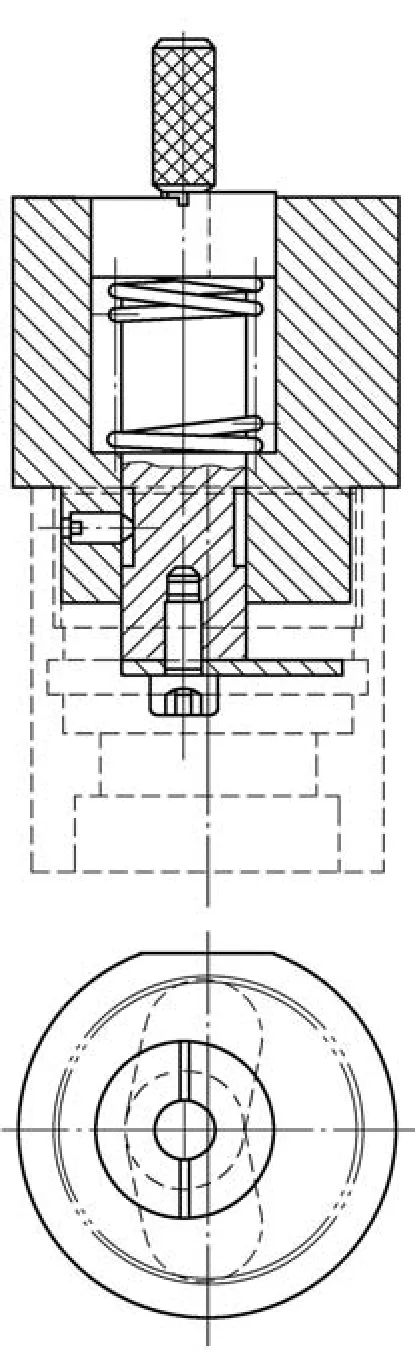
图4

图5

图6

图7
5. 结语
量规结构简单、制造成本低,通过块规可组立D/X尺寸,不需要制造校对规,操作方便快捷,能够直观判断该尺寸是否合格,结构新颖,有推广价值。
参考文献:
[1] 郝建忠. 机械测量技术[M]. 北京:电子工业出版社,2011.
[2] 公差配合与技术测量编写组. 公差配合与技术测量[M]. 北京:国防工业出版社,1973.
[3] 刘巽尔. 量规设计手册[M]. 北京:机械工业出版社,1990.
