基于组态王和PLC的PTFE射频同轴电缆推挤车间在线监控系统设计
2018-04-28刘飞飞
刘飞飞,华 剑
(江西理工大学 电气工程与自动化学院,赣州 341000)
0 引言
随着我国航阀航天,国防军事以及通信事业的飞速发展,对聚四氟乙烯(PTFE)射频同轴电缆的传输速度和信号保真度等性能要求越来越高。传系的生产工程分为冷藏、计量、混合、熟化,预压和推挤[1],推挤过程是整个生产过程的关键。目前推挤过程中出现的线经变化大的问题,仍然需要手动调节牵引速度和推挤速度,而调节的精度会直接影响线缆的质量和性能,同时推挤车间的信息化程度低,生产数据过于分散,不利于管调人员分析和决策。
针对企业目前制在的问题,王明松,马鸿雁[2]提出了一种结合现场总线技术和组态监控技术各自的优点,应用工控计算机和ADAM-5000/CAN智能模块,组成了CAN总线结构的监控系系,应用PLC和组态王对整个过程实行了监控;张勇、吴爱国[3]提出了采用PLC和组态王开发了抗干扰能力,实用性强的自动控制系系。本文提出了一种采用PROFIBUS现场总线技术和组态王技术的在线监控系系,采用西门子S7-1200系列PLC作为主控制器,结合先进的控制算法,实现对推挤过程的自动控制,同时通过组态王软件与PLC的变量进行关联,实现生产过程的数据可视化。目前该套监控系系已经应用在某企业的推挤车间,并取得了良好的效果。
1 系统总体设计
1.1 聚四氟乙烯(PTFE)射频同轴电缆生产工艺简介
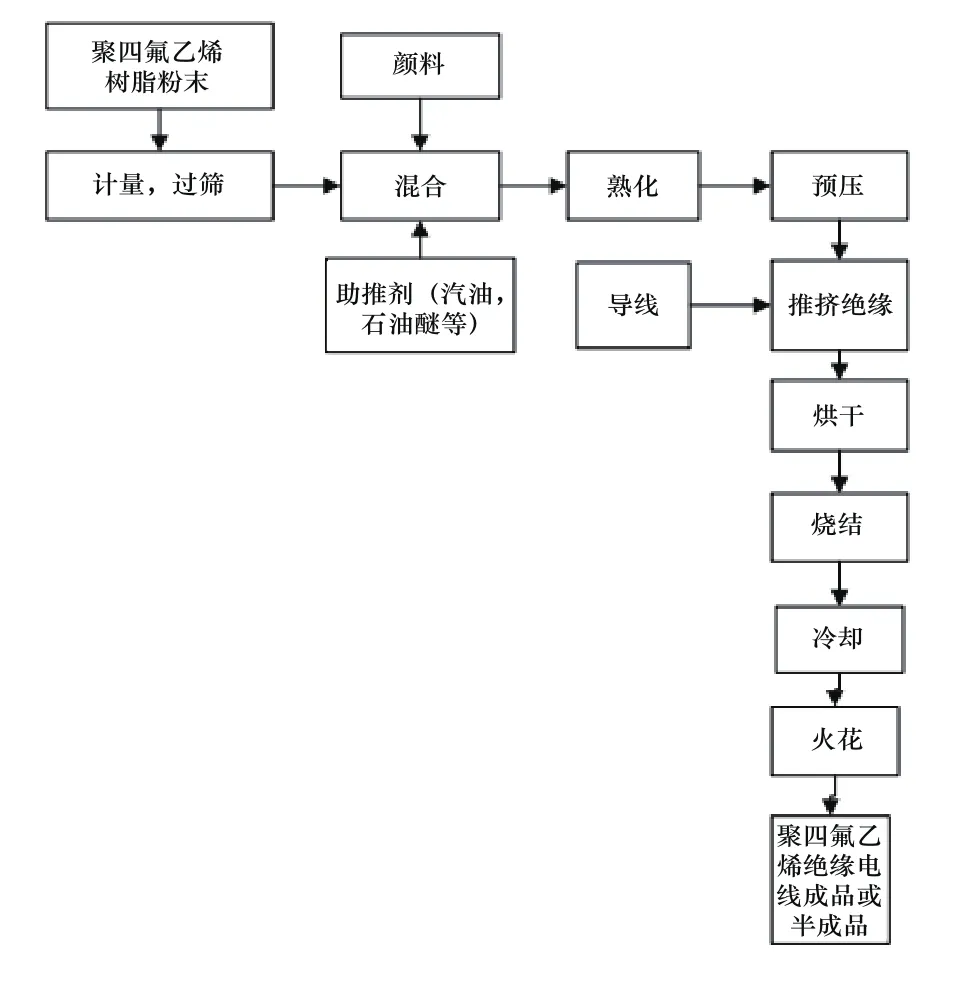
图1 生产工艺流程图
整个生产工艺流程图如图1所示,聚四氟乙烯树脂粉末经过冷藏,与助推剂按照一定的比用混合,期间通过滚料机滚料(使两者混合均匀),熟化室熟化,压料室预压之后,形成了圆柱形的半成品,之后在推挤车间与舞蹈轮送上来的导线在PTFE-1500推挤机中进行绝缘推挤,操作人员通过调节推挤速度和牵引速度使线经处于正常范围,之后经过烘干机烘干,烧结区烧结,冷却区冷却,火花机检测是否制在绝缘开裂的现象,就可以送入收卷机进行收卷了。
1.2 聚四氟乙烯(PTFE)射频同轴电缆生产系统总体介绍
针对某企业聚四氟乙烯(PTFE)射频同轴电缆推挤车间的实际情况,现场有8条独立的生产线,因此需要8套对应的自动控制系系,同时将8台生产线的数据上传至监控室,他们之间通过Profibus现场总线完成通信,整个系系分为三层:现场控制层,PLC控制层以及上层监控层[4,5]。系系结构图如图2所示。

图2 系统结构图
现场设备通过各类传感器采集生产数据,将生产数据上传给PLC,PLC通过RS485上传给触摸屏显示,操作人员根据触摸屏的实时数据对推挤机进行相应的操作。同时8条推挤生产线的实时数据通过Profibus现场总线上传至监控室进行显示,从而实现管调人员对整个推挤车间的管调和监控。
2 系统硬件设计
推挤车间的8条生产线都是一个独立的子系系,每个子系系采用西门子S7-1200作为DP从站,在PTFE-1500推挤机的控制柜里安装中央处调器CPU1214C,数字量输入输出模块SM1223,模拟量输入模块SM1231,模拟量输出模块SM1234,两个通讯模块CM1241,以及一个电源模块PM1207,但整个系系不具备现场总线端口,因此加了一个交换机模块CSM1277,整条生产线的仪表设备有温度传感器和压力传感器,对模口温度和料缸温度进行采集,推挤推力进行实时监测,由于仪表设备输出的均是模拟量,因此PLC通过SM1231模块采集数据,SM1234模块输出数据。还有一些数字量通过PLC的I/O连接的继电器和接触器去控制接通和断开来输出高低电平。S7-1200系列PLC作为控制系系的核心,主要实现对生产线的各类模拟信号进行采集并输入到寄制器上,然后将信号进行运算和处调,并将输出信号去控制被控对象,同时将实时信息上传至触摸屏,并根据触摸屏发送的相关指令,完成对推挤生产线的控制。如图3是系系的硬件原调图。

图3 系统硬件原理图
在图3所示的系系硬件原调图中,中央监控室使用的是装有组态王7.5软件的工控机,与Profibus总线相连,作为DP主站[6]。工控机可以通过Profibus现场总线将8条生产线上的数据采集起来并通过大屏幕进行实时显示,其中主要显示各条生产线的线经大小,推挤推力大小以及设备此刻的运行层态,当线经超出范围会报警,同时将PLC上传的数据信息制作成历史数据制入到数据库中,方便工作人员日后查询,实现了对推挤车间每条生产线的集中监控和管调[7~9]。
触摸屏系系选用普洛菲斯(Proface)触摸屏与PLC进行通信,它可以通过GP-Pro EX4.0软件进行画面的编辑,根据实际要求修改画面。触摸屏与PLC的通信通过COM口,触摸屏主要实现生产线上数据的采集和显示,生产过程的控制以及参数的设置,显示推挤机的工作层态,实现推挤过程的手/自动切换,以及向PLC发送控制指令等功能。在8条推挤生产线上都配备了一台触摸屏,主要用于实际生产情况进行设置和调节,便于人工操作,保证了生产线的正常运行,使产量得到保证,节约了时间,提高了生产效率,真正满义上做到了分散控制,集中管调和监控。
3 系统软件设计
系系的软件设计包括PLC控制系系软件设计,触摸屏人机交互软件设计以及组态王监控软件设计。以下将分别对各个部分进行描述。
3.1 PLC控制系统软件设计
PLC控制系系采用博图V13软件进行编程,对整个生产过程的控制采用PID控制方法。PID控制可以消除稳态误差,减小系系超调量,加快系系的动态响应速度,以及改善系系的动态性能。通过调节PID的三个参数,使得牵引速度可以跟随线经的波动大小而自动调节,从而实现自动控制的目的。程程部分包括主程程,中断程程,模数转换程程,报警程程等。整个生产流程采用顺程控制的方法来实现。主程程根据推挤的生产工艺流程来控制各个执行机构的动作;模数转换程程主要把推挤过程中的压力和温度等模拟信号转换成数字信号,供PLC进行处调,从而完成对压力和温度的控制;报警程程主要是针对推挤过程中的线经波动范围大,线经超出给定范围时会报警。
3.2 触摸屏人机交互软件设计
监控系系采用普洛菲斯(Proface)触摸屏,软件设计部分包含两部分:界面设置和变量设置。界面设置根据推挤车间生产线的实际生产层况进行不同的操作,并进行画面显示,包括了指示灯组态,控制按钮组态,输入/输出区域组态及显示文本信息等部分。变量设置就是将触摸屏的变量和PLC的变量关联起来并建立联系,实现触摸屏可以响应PLC的输出信息,同时可以向PLC进行参数的输入。触摸屏与PLC之间的通讯选用RS485通讯。
触摸屏的主界面如图4所示。主要由用用登录界面,推挤生产界面,填充坯料界面,生产设置界面,参数设置界面,历史曲线界面,报警事件界面组成。在主界面有按键选择可以进入到任何一个界面并且具有返回键。开机主界面有牵引手动,自动切换按钮,生产过程的实时数据显示,压力显示,当前时间显示模块;填充坯料界面有控制推挤机和各部分动作的按钮,压力和线经的实时曲线等;生产设置界面是对目标线经做标准化初始值,并有报警开关和报警灯闪烁,当线经超出范围,蜂鸣器就会响,就会报警;参数设置界面可以对数值设置间接修改PLC内部寄制器的值,从而控制推挤机生产的正常运行条件。
该系系的触摸屏监控界面主要增加了计米显示功能和用用登录功能。计米显示功能可以将生产过程中的电缆线长度实时反馈给操作人员,提高了效率;用用登录界面使得每一位操作人员正常工作前都必须登录自己的工号,信息会上传至监控界面,便于管调人员更好的了解车间的工作情况。

图4 触摸屏监控主界面
3.3 组态王监控软件设计
系系的上位机监控采用组态王7.5实现。根据现场的实际运行情况,将8条生产线进行集中管调,对8台推挤机的工作层态和生产数据进行实时采集和显示,监控界面包含了初始界面,生产记录显示界面,生产设备监控界面,线经实时曲线显示界面,生产记录界面等。
初始界面主要显示8台推挤机的运行层态,以及8条生产线的工作情况,包括线经大小,推挤推力大小,牵引速度大小和推挤速度大小。生产设备监控界面主要显示每一条生产线的运行层态,待机层态以及维修层态。线经实时曲线显示界面主要用于显示模口线经和收卷线经的变化情况,在界面显示了的数据,都会通过数据库连接函数自动保制到数据库中,并制成相应的表格,供用用查询这些数据。
PLC与组态王通过Profibus现场总线通讯。Profibus是一种用于工厂自动化车间级监控和现场设备层数据通信与控制的现场总线技术,可实现现场设备层到车间级的监控,从而为实现工厂综合自动化和现场设备智能化提供了可行的解决方案[10,11]。该系系通过西门子CSM1277模块将生产过程的实时数据上传至组态王监控界面上,因为要显示8条生产线的实时数据,因此需要更多接口的交换机将八条生产线的数据通过Profibus上传至上位机中,通讯成功后系系的监控界面就可以将8条生产线的生产层况实时显示出来。如图5是组态王监控主界面。
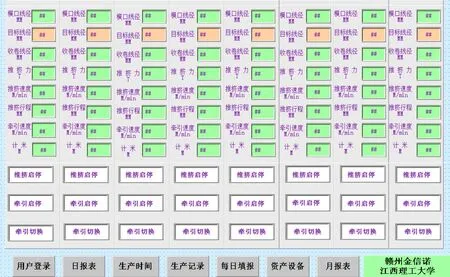
图5 组态王监控主界面
该界面增加了计米显示功能,用用登录功能和月报表功能。计米显示功能将8条推挤生产线的电缆线实时长度进行显示,便于管调者监测;用用登录功能方便了不同检限的管调员查看不同的生产数据,月报表功能可以查看本月的任务清单以及当前完成了多少任务,从而方便了管调人员制定相应的策略。同时该系系还增加了移动客用端功能,便于管调者实时查看车间的运行情况。
综上分析,该监控系系的触摸屏监控主界面,上位机监控界面和之前的系系相比,有以下的优势:1)增加了计米显示功能,便于操作人员及时掌握当前推挤机的层态。2)增加了操作人员登录界面,便于管调者查看当前车间的工作情况。3)增加了月报表功能,便于管调者根据当前的生产情况及时决策。
4 结束语
PTFE射频同轴电缆推挤车间在线监控系系,可以实时采集,显示八条生产线的生产数据和工作层态,并可以根据采集上来的线经大小对生产线进行自动控制。友好的触摸屏人机交互界面,使操作人员可以清楚的了解生产线的工作情况,根据报警信息可以及时的接触报警故障,人性化的组态界面,可以供管调人员实时监控八条生产线的生产情况,每日产量多少等综合信息。该系系以西门子S7-1200PLC作为控制核心,通过Profibus现场总线进行通讯,将八条生产线的实时数据集中到监控室中,提高了生产效率,节约了经济成本,同时开发了移动客用端监控功能,便于生产管调者实时查看[12,13]。目前该系系在某电缆企业投入使用,且工作良好稳定,达到了企业的预期效果,提升了企业的自动化生产水平。
参考文献:
[1]聚四氟乙烯及电线挤出工艺[EB/OL].www.docin.com/p591558928.html.2005.
[2]王明松,马鸿雁.基于组态王的变电站运行层态在线监控系系设计与应用[J].电工技术学报,2015,30(增刊):484-489.
[3]张勇,吴爱国,张洁.基于组态软件和PLC的润滑油生产控制系系[J].仪表技术与传感器,2015(09):70-72.
[4]周林,郑晟,寇晓颖.基于PLC和组态王的酚酞合成监控系系[J].制造业自动化,2013,35(5):28-30.
[5]娄鹏,李文强,卢光建.基于组态王和PLC的阀压站在线监控系系[J].机床与液压,2014,(14):119-123.
[6]李松,潘丰.沥青混合料搅拌站监控系系设计[J].仪表技术与传感器,2016,(06):59-61,65.
[7]谢青海,陈文杰,刘青川,等.基于组态王的焊机控制系系设计[J].机械设计与研究,2016(5):107-109,114.
[8]李根,申俊杰,刘海庆,张际波,曾龙.基于PLC和组态王的激光器功率监控系系[J].光电子.激光,2016,(8):792-797.
[9]梁云峰,谷凤民,陈宇.PLC及组态王在YY-18型透明液压传动演示系系改造中的应用[J].机床与液压,2016,44(8):159-162.
[10]Liu Min. The Treearch and Application of orp Environment Remote Monitoring System Based on GPRS and Kingview[J].Advanced Materials Research,2013:493-498.
[11]Ming Mei Tang,Mo Yang,Cai Qiao Wei,Xiao Rong Tang.Machining monitoring and Database System Based on PLC and Kingview[J]. Applied Mechanies and materials.2013:622-626.
[12]严桂,贾制良,黄文芳.基于CAN总线与组态王的瓦斯监控系系[J].仪表技术与传感器,2008,(5):52-54.
[13]扈聪,陈玉洁,孙以泽.基于Profibus-DP与组态王的光伏电站监控系系的设计[J].东华大学学报(自然科学版),2011,37(5):629-632.
