橡皮囊成形工艺参数数据库的开发
2018-04-19张鹏
张 鹏
(吉林化工学院 航空工程学院,吉林 吉林 132102)
橡皮囊成形是飞行器钣金件成形最主要的工艺方法之一[1].应用橡皮囊成形的合金材料是飞机结构的重要材料,其成形工艺受到热处理、加工条件的影响[2].其中,由于铝合金本身的特性,板料在新淬火条件下的成形特性明显区别于退火状态和T3状态[3].板料成形过程中通常采用塑性较好的退火O状态成形,然后进行淬火处理,通过时效达到硬状态来满足飞行器钣金件的强度和疲劳性能要求[4-6].
对于种类繁多、外形复杂的飞行器钣金零件,通常采用生产率较高,成形精度优良的橡皮囊液压成形的方法[7-11].应用于橡皮囊成形的钣金零件,在新淬火状态、不同时效时间下测得相应工艺参数,该参数对于钣金件的加工、工艺参数的审核、回弹的数值计算、仿真软件的模拟及二次开发具有一定的参考价值[12,13].
所开发的数据库将已公开的、从科研院校获得的橡皮囊板料成形工艺参数及相关信息存入其中.该数据库可以满足行业内资源共享的需求,避免了大量基础性、重复性工作,有利于航空技术的良好发展[14-16].
1 开发环境
应用Access2007作为数据库信息储存媒介,Visual Basic 6.0作为数据库开发、应用界面.应用于橡皮囊成形的板料,在不同热处理状态、不同时效时间相应的参数信息,在数据库中按条件不同相应地分类呈现.在VB开发、编辑、调试过程中要经常和数据库建立动态链接,数据库的样式和版本纷繁多样,根据现开发实际情况,对于小型数据量的使用,应用Access作为本数据库的存储即可满足条件.由于Access数据库功能相对齐全,操作简易,数据信息的存储、删改、备份、复制都十分便利,并且随整体程序打包、发布时,无需再特殊安装其余的数据库应用软件.Access微型数据库均可实现要开发数据库的使用功能,基于上述考虑,应用Access作为数据、信息的存储.Visual Basic 与Microsoft Access两个软件彼此支持,在VB编程过程中,可以应用编程代码对Microsoft Access进行链接并调用,从而实现两者的动态链接.
数据库所设计的结构可实现的功能有:(1)稳定的、可维护的操作系统;(2)满足实际需要的操作功能;(3)可提供精准的材料数据、信息.
数据库的设计思路、过程如图1所示.
建立的橡皮囊成形工艺参数数据库可以按照如下方式进行检索:以2024铝合金材料查询为例,首先单击左侧目录树下要检索的材料牌号,点选相应的热处理状态,如果是新淬火状态,还需选择相应的时效时间,即可检索到相应的材料相关信息.该数据库能够提供精准的、适用的、满足设计与审核的相关工艺资料.访问界面如图2所示.
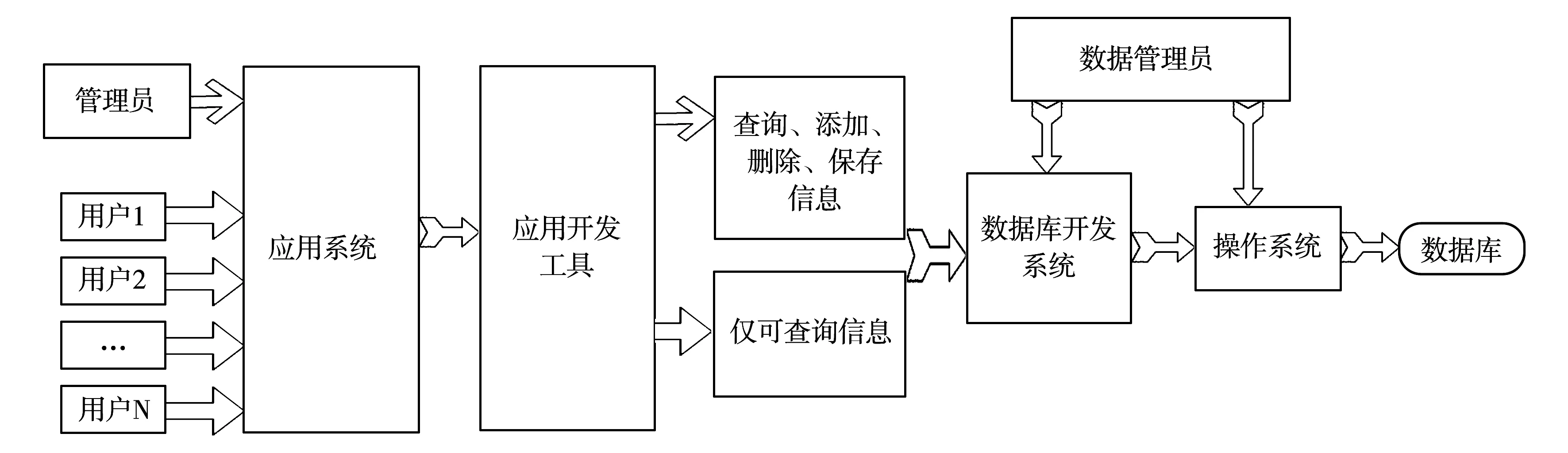
图1 设计过程
然后点选“目录树”铝合金下2024材料,状态选择“新淬火”,厚度为1.0 mm,时效时间为10 min,查询到的界面如图3所示.
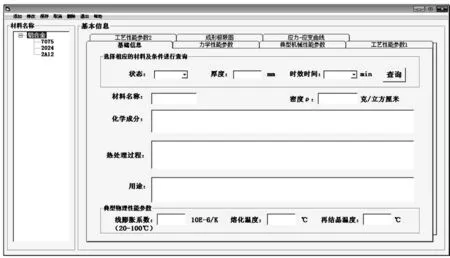
图2 访问界面
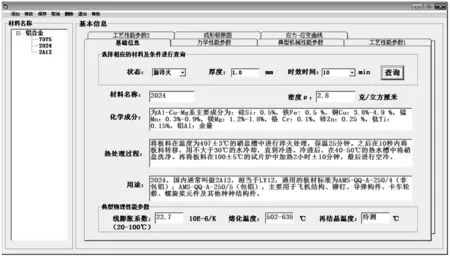
图3 查询界面
编辑“目录树”的部分源代码如下:
Private Sub TreeView1_NodeClick(ByVal node As MSComctlLib.node)
n=TreeView1.SelectedItem.key
Fori=0 To 1000
If n="K" & C(i,1)Then
kkk=C(i,2)
Text1(0).text=""
Text1(1).text=""
Text1(2).text=""
……
Combo1(0).text=""
Text4.text=""
Combo1(2).text=""
Text2(0).text=""
Text2(1).text=""
Text2(2).text=""
…….
Text3.text=""
End If
Nexti
End Sub
VB加载已有信息并调用Access存储数据的部分源代码如下:
Private SubForm_Load()
Dim key,text,kk As String
Static s(100)As String
Dimi,n,j As Integer
SSTab2.Tab=0
a=0:i=0
s(0)="1"
Adodc1.ConnectionString="Provider=Microsoft.Jet.OLEDB.4.0;Data Source=" &App.Path & "canshu.mdb;Persist Security Info=False"
Adodc1.RecordSource="select * from data order by类别编号"
rs.Open "select*from data order by 类别编号",cn,adOpenKeyset,adLockOptimistic
Ifrs.RecordCount> 0 Then
Withrs
.MoveFirst
Do While.EOF=False
……
Ifrs.RecordCount> 0 Then
Withrs
.MoveFirst
Do While.EOF=False
If Len(.Fields(“类别编号”))=2 Then
End If
If Len(.Fields(“类别编号”))=6 Then
key="K" & Trim(.Fields(“类别编号”))
text=Trim(.Fields(“材料名称”))
For j=0 Toi
If s(j)=text Then
kk="aa"
End If
Next j
Ifkk="aa" Then
kk="bb"
Else
i=i + 1
s(i)=text
Set node2=TreeView1.Nodes.add(node1.Index,tvwChild,key,text)
End If
End If
.MoveNext
Loop
End With
ControlState False
End If
rs.Close
End Sub
开发的数据库对用户进行权限区分,管理人员可对数据库进行检索、增加、删改、保存等操作,而普通用户仅有查询的操作权限.
在本数据库系统中可方便、快速地检索到应用于橡皮囊成形材料的基本信息、力学和机械性工艺性能参数、部分材料的成形极限图与应力-应变曲线,从帮助文件中还可检索部分专业名词解释,各个界面如图4~7所示.

图4 典型机械性能界面
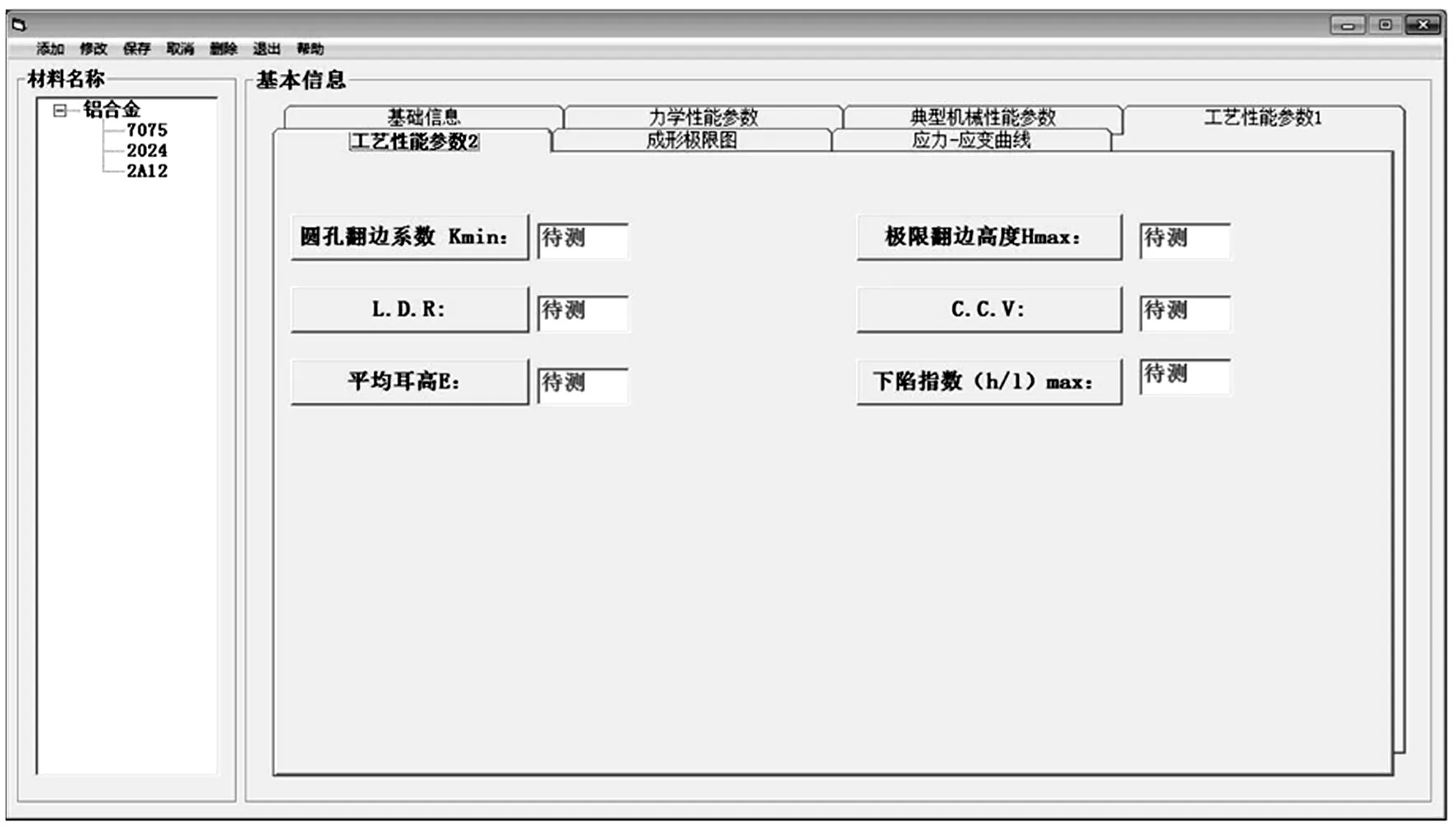
图5 工艺参数性能界面

图7 应力-应变曲线界面
VB链接数据库的方法主要有三种方式:1.使用数据库绑定控件;2.应用DAO(Data Access Object Variable)连接数据库;3.直接链接接口.开发的数据库采用的是前两种方式访问数据库.最主要的就是应用Active X 数据对象 ADO(Active X data objects)有效的、便捷的数据访问标准代替了原有的访问对象 DAO(Date Access Object)和远程数据访问对象RDO(Remote Date Objects)[17,18].
通过在VB中编写代码,对Access数据库进行链接.VB连接Access数据库的源代码如下:
conn.ConnectionString=" Provider=Microsoft.Jet.OLEDB.4.0;Persist Security Info=False;Data Source=c: est.mdb;Jet OLEDB:Database Password=database password"
本数据库还收集了2024,2A12铝合金在新淬火状态下的FLD及应力-应变曲线,对于板料成形工艺的审查以及成形仿真模拟分析等有一定的指导意义.从成形极限图中可直观地掌握板料在塑性失稳前,可达到的最大变形程度[19-21].如图8所示.
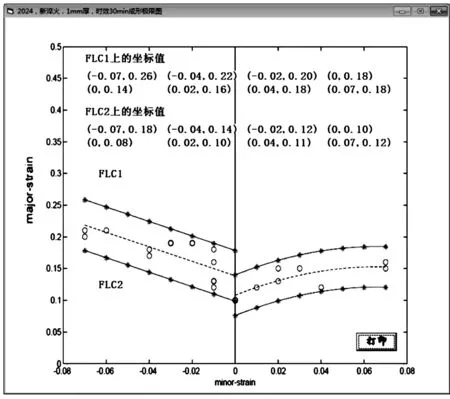
图8 成形极限图
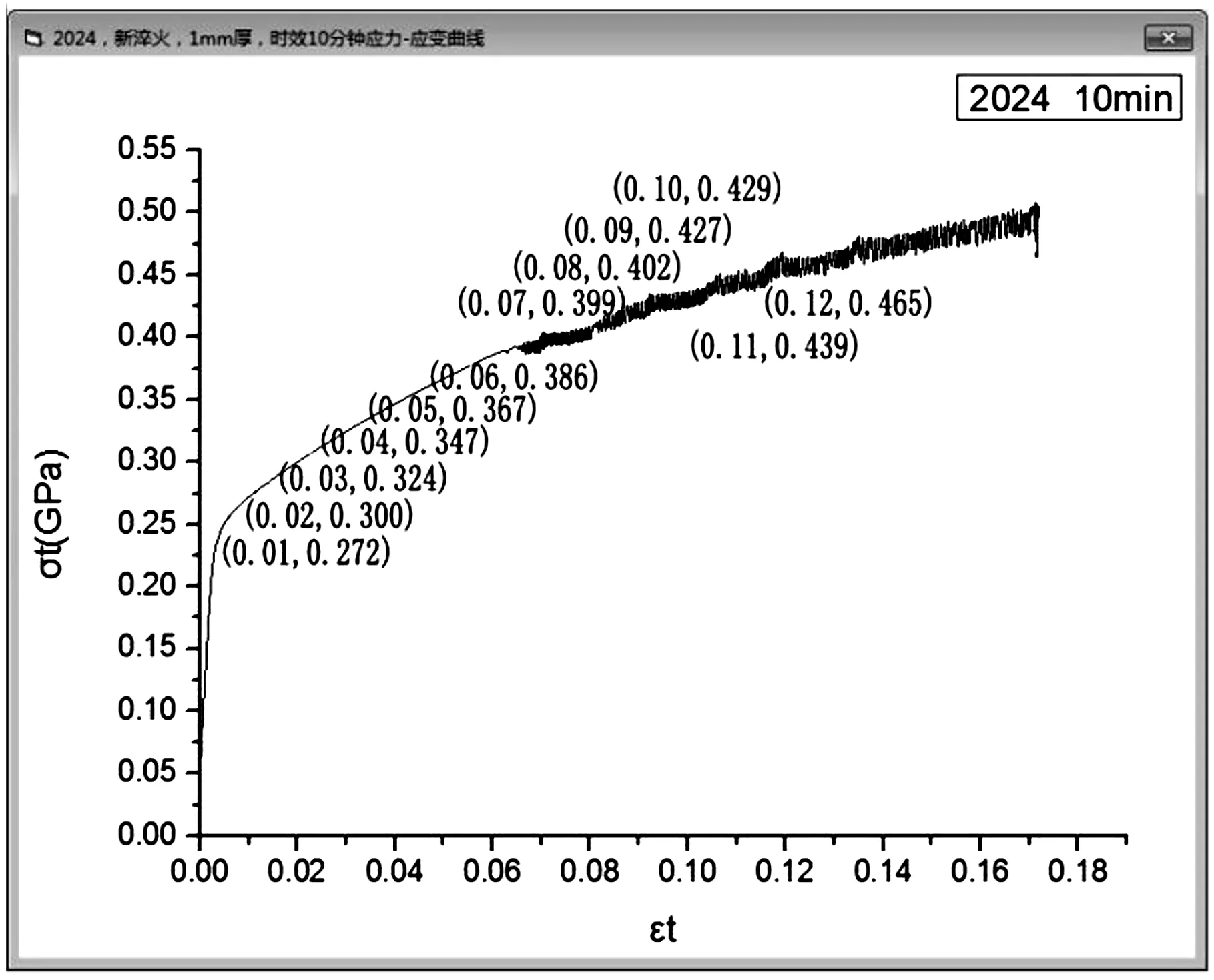
图9 应力-应变曲线
在图7中显示了应力应变曲线界面,在2024铝合金选框中,单击“时效10分钟”,显示如图9所示的应力-应变曲线.材料的塑性是反应材料特性的重要性能参数,而真实应力-应变曲线是材料在拉、压过程中塑性变形规律的真实反映,是确定材料真实破坏强度和材料抵抗形变能力的重要依据[22-24].
2 结 论
所开发的数据库,可为精准设计相关模具、制定成形工艺提供可靠的基本信息,也可为板料的工艺审查、模拟仿真提供参考信息.可取代部分材料、工艺手册,同时弥补了手册中的不足.
参考文献:
[1]朱明华,王文斌,鲍益东,等.飞机橡皮囊成形零件毛坯精确预示方法研究[J].航空学报,2013,34(3):670-676.
[2]中国航空材料手册编委会,中国航空材料手册第三卷[M].北京:中国标准出版社,2002.
[3]朱彤,吴建军,靳力,等.热处理工艺对新淬火态硬铝合金薄板组织性能的影响[J].航空学报,2012,33(4):763-770.
[4]飞机设计手册总编委会,飞机设计手册(第3册)上[M].北京:航空工业出版社,2004.
[5]Ashbridge M T J.,Leacock A G.,Gilmour,K R.,O.Donnell M F..McDonnell D.The effect of solution heat treatment and natural aging on the yield characteristics of A2024-O aluminum alloy[C].In:Furness R.J.,Proceedings of the ASME International Mechanical Engineering Congress and Exposition,11,Orlando:ASME,2000:675-683.
[6]Ashbridge M T J,Leacock A G.The effect of solution heat treatment and natural ageing on the yield characteristics of 2024-O aluminum alloy[J].American Society of Mechanical Engineers,2000(11):675-686.
[7]Giuseppe Sala.A numerical and experimental approach to optimise sheet stamping technologies:part II aluminium alloys rubber-forming[J].Materials and Design,2001(22):299-315.
[8]Min-Geun Jeong,Chul-Kyu Jin,Gyu-Wan Hwang,Chung-Gil Kang.Formability Evaluation of stainless steel bipolar plate considering draft angle of die and process parameters by rubber forming[J].International journal of precision engineering and manufacturing,2014(15):913-919.
[9]S. J.Moon,M.G.Lee,S.H.Lee,and Y.T.Keum.Equivalent Drawbead Models for Sheet Forming Simulation[J].Met.Mater.Int.,2010,16(4):595-603.
[10] A. Mahshidifar,A.Vafaeesefat.Numerical and Experimental Study of Parameters Affecting Metal Forming Using Rubber Pads,on Parts with Radius of Curvature[J].Advanced Design and Manufacturing Technology,2013,6(1):9-17.
[11] Maziar Ramezani,Zaidi Mohd Ripin,Roslan Ahmad.Computer aided modelling of friction in rubber-pad forming process[J].Journal of Materials Processing Technology,2009(209):4925-4934.
[12] H Palaniswamy,G Ngaile,T Altan.Optimization of Blank Dimensions to Reduce Springback in the Flex-forming Process[J].Journal of Materials Processing Technology,2004,146(1):28-34.
[13] Chen Lei.Numerical Simulation and Die Compensation on Springback of Shrink Flanging in Rubber Forming[A].2011 Third International Conference on Measuring Technology and Mechatronics Automation[C].IEEE,2011:705-708.
[14] Fung-Huei Yeh,et al.Accurate optimization of blank design in stretch flange based on a forward inverse prediction scheme[J].International Journal of Machine Tools & Manufacture,2007(47):1854-1863.
[15] LINGBEEK R,HUETINK J,OHNIMUS S,et al.The development of a finite elements based springback compensation tool for sheet metal products[J].Journal of Materials Processing Technology,2005,169(1):115-125.
[16] 张鹏.橡皮囊“一步法”成形工艺参数数据库的开发[D].沈阳:沈阳航空航天大学,2015.
[17] 姚小兵.VB中ADO技术的应用[J].电脑与信息技术,2005.13(4):22-24.
[18] 陈建英,张楠,李涛.基于VB的高级数据库访问技术—ADO[J].西南民族大学学报:自然科学版,2011,37(3):491-494.
[19] Mehdi Safari,S.J.Hosseinipour,H.D.Azodi.An investigation into the effect of strain rate on forming limit diagram using ductile fracture criteria[J].Springer Science+Business Media B.V.2012(47):1391-1399.
[20] K. Sajun Prasad,Sushanta Kumar Panda,et al.Microstructures,Forming Limit and Failure Analyses of Inconel 718 Sheets for Fabrication of Aerospace Components[J].Journal of Materials Engineering and Performance,2017.26:1513-1530
[21] Alexandra Werber,Mathias Liewald,et al.Assessment of forming limit stress curves as failure criterion for non-proportional forming processes[J].German Academic Society for Production Engineering,2013(7):213-221.
[22] 李辉平,赵国群,栾贻国,等.淬火过程应力-应变场有限元模拟关键技术研究[J].塑性工程学报,2005,12(6):98-102.
[23] 骆俊廷,陈艺敏,尹宗美,等.TA15钛合金在热变形中的应力应变曲线和组成模型[J].稀有金属材料与工程,2017,46(2):309-405.
[24] 王守鹏,单晓坤.基于NX二次开发技术的夹具设计系统的开发[J].吉林化工学院学报,2016,34(9):57-61.