走珠式快速换色输漆系统简介
2018-04-11朱力友姚荣子操金明宋衍国
朱力友,姚荣子,操金明,宋衍国
(1.一汽大众汽车有限公司,吉林 长春 130011;2.机械工业第九设计研究院有限公司,吉林 长春 130011)
1 背景
随着汽车涂料颜色的不断丰富和增加,给涂装输调漆工艺带来了新的挑战。个性化颜色需求不断上升,导致整车厂和零配件厂需要配备的短期内只能供给一种颜色的传统供漆系统越来越多,因此调漆间的面积越来越大,需要的维护人员越来越多。供漆系统中有些不常用颜色的油漆几个月都不能消耗掉,导致过期浪费,浪费的油漆增多,则废弃物处理费用增多。因此传统的输调漆解决方案包括适配于每个工位的MINI小颜色系统等越来越难以满足未来市场的需求。快速换色系统针对现有情况,提出了更好的解决方案。油漆粘度温度等参数达到使用的情况下,半个小时内快速换色系统即可从A颜色切换到B颜色,且快速换色系统内的油漆至少可以达到回收主管内的油漆,针对不同的类型的快速换色系统,回收的油漆百分比也不同。
2 快速换色输漆系统原理和优势
2.1 原理介绍
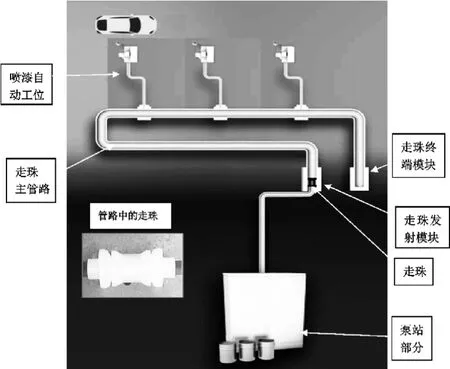
图1 工作原理示意图
(1)当有注漆需求时,操作员将装有相应油漆的桶放入泵站油漆桶位置,通过控制按钮操作桶盖举升装置落下。开启搅拌器并调整至相应转速。
(2)通过操控面板按下注漆按钮,此时系统由PLC控制自动进行加漆。简单来说,油漆将推动走珠向接收站运动,同时推出管内空气,使油漆填满整个管路。
(3)加漆时间取决于整个系统管路长度、油漆粘度、发射压力等。
(4)PLC自动控制由支路分配器注漆至每个工位,此时整个供漆系统注漆过程结束,油漆为待使用状态。
(5)喷涂结束后,由操作员通过操作面板按下退漆按钮进行管路的退漆。此时走珠将会被接收站的压缩空气推动,进而由走珠将整个系统主管路的油漆推回至油漆桶内。注漆后空闲状态超过一定时间后也可以自动提示退漆。
(6)退漆结束后,操作员需关闭搅拌器,通过控制按钮操作桶盖举升装置将桶盖落入溶剂桶内,将搅拌器调整至合适转速后,通过操作面板按下清洗按钮。此时系统进行自动清洗,根据整个系统容积、油漆粘度、密度、单色或金属漆等性质的不同,整个清洗时间约为10-15分钟。
(7)清洗结束后,系统为待命状态。
2.2 走珠式快速换色输漆系统的优势
(1)该系统简单的机械设计和简洁的输漆管路布置,为调漆间节约更多的空间。多颜色共用支管,节约机器人坦克链内空间,机器人臂负载减少,减少机械磨损延长机器人寿命。
(2)清洗容易,清洗整个循环系统只需要30分钟,并且不会造成色差。传统供漆系统清洗管路至少需要1周左右时间,即使使用强力清洗溶剂至少需要三天时间。
(3)消除传统供漆系统因为换色而产生大量的油漆及溶剂的浪费,减轻废液处理的负担。
(4)主管可以采用不循环设计且不采用变径设计,管路材质为非金属管路,超低的剪切力有利于保证油漆的稳定性。
(5)不生产时,快速换色系统处于闲置待命状态,不存在能源上的浪费,和需要24小时运行的传统供漆系统相比可节约大量电能和压缩空气。
(6)传统供漆系统一种颜色对应一个换色阀模块。换色阀通常安装在机器人水平臂上,那么换色阀的数量及加装的其他部件必然受到机器人手臂空间及负载能力的限制,即颜色数量受到限制。一套快速换色系统只需要一个换色阀,只要生产排产允许,一些快速换色输漆系统可以不受颜色数量限制。
3 走珠快速换色输漆系统种类归纳
快速换色输漆系统有很多种,且区分方法没有一定的规范。从供漆主体设备上可以分为单桶(包含备用桶)供给快速换色系统和矩阵式供给快速换色系统;从走珠级别上可以分为一级(主管)走珠系统和二级(主管和支管)走珠系统;从输送漆管路上循环类别可以分为循环模式和不循环模式的快速换色系统。
3.1 快速换色输漆系统供给设备分类介绍
单桶供给的快速换色系统(如图 2),供给设备主要包含桶盖、油漆桶、过滤器、供给泵等。可使用20L,60L或根据客户需求自定义大小的桶,根据桶的大小配置不同的桶盖。换色清洗时手动将盖举升并移至洗桨机处进行清洗。单桶供给的系统控制比较简单,使用柔性软管将油漆输送到机器人手臂上的换色阀门处。这种系统不受颜色数量限制,在排产允许的情况下,理论上可以切换无限种颜色。
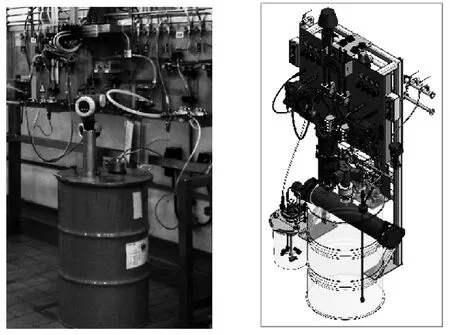
图2 单桶供给的快速换色系统
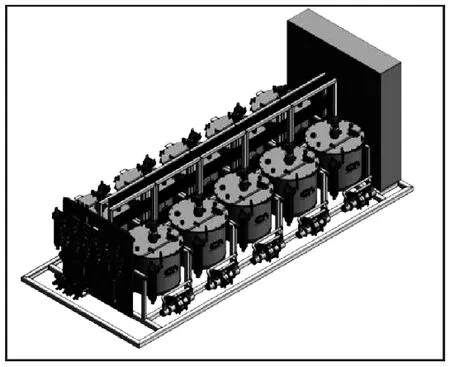
图3 矩阵式供给桶快速换色系统
矩阵式供给桶快速换色系统(如图 3),矩阵式快速换色系统的供给设备最大的特点是由多个供给桶(每个桶对应一种颜色)像矩阵一样排列,这些供给桶一般情况下都会放在调漆间内。设备的常用配置为从供给设备延升出两套主管供给到自动喷房室体两侧,每套主管在每个支路的位置都有分配器/中转站将油漆供给到每个自动或者手动喷涂工位。这两套主管和对应的支管是所有的供给桶共用的管路,通过矩阵换色盘切换注入管路的颜色。当颜色A需要置换到颜色B的时候,颜色A的占用的主管和支管进行退漆清洗,颜色B可以占用另外一套主管和对应的支管进行加载漆操作。每个供漆桶在空置状态的时候可以形成一个小循环,保证油漆不沉淀,保证油漆的粘度等参数正常。根据现场的需求对管路的配置可以调整,例如调整分配器/中转站的配置,可以使用三套主管,却使用一套支管。这种情况下换色过程就必须等到支管清洗完毕后才能进行注漆操作。矩阵式快速换色系统的优点是,可以节约更换桶和洗盖的过程,减少了人工干预的作业内容。但是这种系统受限于场地面积、管路排布、控制复杂性、成本等因素,不能无限制的增加供给桶,所以能够对应的小颜色种类受到限制。
3.2 快速换色系统走珠级别介绍
只有主管内有小球的快速换色输漆系统被称为一级走珠快速换色输漆系统,主管(例如DN16)和支管(例如DN9)中都有小球的系统被称作为二级走珠快速换色输漆系统。一级走珠系统可以回收主管内的油漆,二级走珠系统可以回收主管和支管管路内近似 100%的油漆。二级走珠系统的结构中,在机器人换色阀端增加二级小球的接收站用于储存小球,回收漆的时候二级小球将支管的漆顶回到主管中。
3.3 快速换色系统管路循环模式介绍
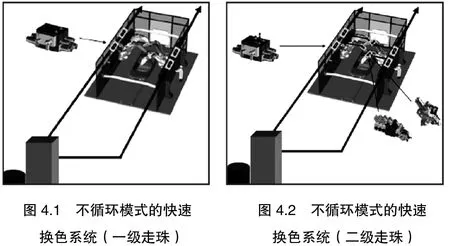
图4
管路不循环模式的快速换色系统和现有的传统供漆系统管路排布很相似,但是快速换色系统的主管为盲端模式。在调漆间内的供漆设备,延伸出两根主管,分别在室体的两侧。每个支管处都有一个分配器,用于将油漆通过支管输送到机器人的换色阀处。每根主管里面分别有一个小球用于回收油漆和清洗管路,但是支管路里面没有小球,这种系统就是主管不循环的一级走珠系统(图 4.1)。该系统价格相对便宜,但是只能回收主管里面的油漆,支管的油漆在换色清洗的时候会被排放到DUMP管中。主管不循环,主管和支管中都有小球的系统被称作为不循环模式的二级走珠快速换色输漆系统(图4.2)。
管路不循环模式的系统中有一种为单管传送式快速换色系统(如图5),即每个机器人都有一根管路(DN9)直接供给到机器人的换色阀处,且每根管路中都有一个走珠用于收集油漆,该形式的系统可以回收近100%的油漆。相对于以上两种不循环的系统,该系统排布管路需要的空间更多。需要的小球数量增加。
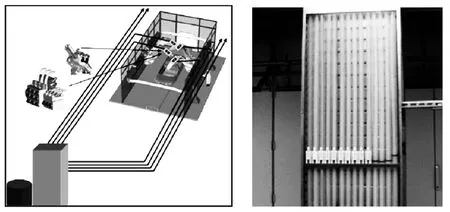
图5 不循环模式的单管传送式快速换色系统
管路循环模式的快速换色系统(如图 6)从供漆设备延伸出两根管路,分别在室体的两侧。一般会采用DN9的管路,单边管路构成一个环形网,将油漆通过软管输送到机器人的换色阀处。每个机器人处都有一个直通阀组,可以允许小球通过。加载漆的时候小球从发射站被油漆顶到接收站,回收漆的时候小球被压缩空气从接收站顶回到发射站,这种循环方式可以回收接近100%的油漆。该循环系统单边适合不大于4台机器人的现场设备。
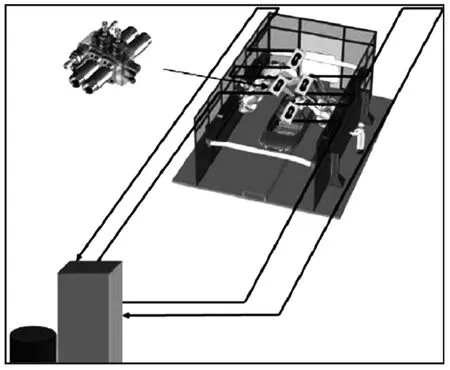
图6 管路循环模式的走珠式快速换色系统
4 结束语
走珠式快速换色输漆系统的选型,可以充分考虑用户实际需要,根据用户现场环境设计出符合用户要求的系统解决方案,合理的设计实现最佳的性价比,以便节约工程投资,同时保证系统功能,达到经济实用的目的。这样的系统在节约成本,节能环保方面可以做出重大贡献,有部分取代传统供漆系统之势。目前我们正在建设的年产三十万辆车的油漆车间,4套快速换色输漆系统已经取代了10套传统的底色漆循环管路系统。
