基于IPC的龙门钻床数控系统的设计
2018-04-02于来宝
于来宝,张 涛
(武汉城市职业学院 机电工程学院,湖北 武汉 430064)
0 引言
随着热能工程、化工等行业的发展,管板类零件的加工越来越多。如武汉某化工企业,因生产需要,需在炼油装置区内安装不同规格的换热器。换热器一般由管束、管板、换热管等组成。为了使换热管能顺利地插入管板,要求管板上的每个孔均有一定的加工精度,孔间位置误差要求控制在0.05 mm以内。传统的加工方式是在管板上人工划线,而后在龙门钻床上钻孔。这种方法工作强度大,经常由于加工精度不高,导致换热管插不进管板,造成工件重新加工,甚至报废。因此设计一种高精度的数控龙门钻控制系统实现数控加工对提高生产效率、降低劳动强度具有积极的意义。
1 龙门钻床数控系统硬件整体设计
结合当前开放式数控系统的特点及龙门钻床的发展趋势[1],采用NC嵌入PC的技术模式,在工控机(IPC)基础上,以MPC08E运动控制卡作为数控系统的控制信号核心,构成主、从式双微处理器结构的龙门钻床控制系统。该系统的硬件结构框图如图1所示,主要包括MPC08运动控制卡、IPC和驱动系统等。
所设计的数控钻床系统共有C、X、Y、Z四个轴,其中X、Y轴控制平面两个方向的定位,Z轴控制钻头的进给量,X、Y、Z可直线联动。主轴C是利用MPC08的通用I/O与变频器进行通讯,实现对主轴高转速的控制。系统工作时,根据孔坐标在工件上的位置、加工孔的深度、孔半径等参数,编制工件的指令集文件,系统根据指令集文件自动完成加工。
工控机IPC-810是整个系统的用户交互及管理核心,负责GUI操作、发送控制指令、任务调度管理、参数输入等。MPC08作为系统运动控制的内核,安装在IPC-810的PCI插槽中。MPC08的指令系统可满足龙门钻床钻削加工的高速度、定位准的点位运动要求。此外,MPC08提供的I/O口用于反馈系统,实现MPC08与机床输入和输出通道的连接与控制;MPC08发送脉冲信号及方向信号到伺服、步进驱动电机单元即可实现所需要的运动[2]。
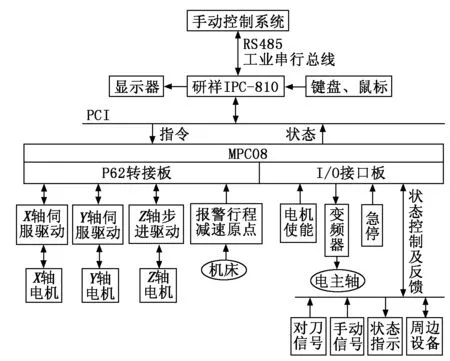
图1 数控龙门钻床硬件结构框图
2 各轴切削进给驱动系统
数控龙门钻床系统设计采用了最成熟的半闭环、开环混合伺服系统方案,保证了数控系统能够实现高速、高精度钻削加工方式。
步进电机采用开环控制,使用DSSH-5型驱动板驱动。DSSH-5驱动板是由中地数控公司开发的一款步进电机驱动板卡,在数控系统的设计改造过程中得到大量应用,板卡工作稳定,性能优良,特别是使用该板卡后,电机的矩频特性得到极大改善,低频段可输出较大力矩,同时可保证在5 kHz~6 kHz高频下稳定工作。系统中应用DSSH-5驱动板,使电路结构更加简单,系统的可靠性大大提高。
伺服驱动选用EP100系列,EP100采用成熟的数字控制,低速性能好,动态响应快,并扩展了多种数字量和模拟量接口,与各种板卡互联方便。本系统选用松下永磁同步交流伺服电机,伺服电机由光电编码器进行速度反馈,实现半闭环控制,如图2所示。
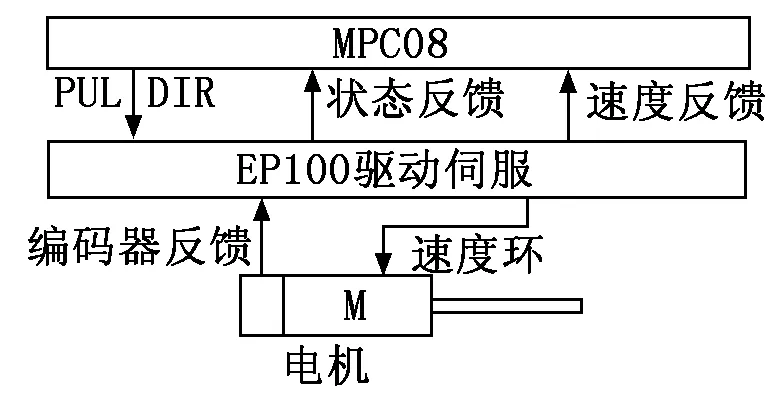
图2 半闭环控制示意图
3 高速主轴驱动系统
龙门钻床工作时需要主轴高速旋转,切割线速度越大,主轴转速就越高,加工效果越好,加工效率也更高,因此高速主轴单元是钻削加工机床的关键部件。
系统选用CD400系列变频器,CD400由Control Techniques Ltd.公司生产,载波频率范围为2.9 kHz~11.7 kHz,采用SPWM调制方式。压频特性可以在很宽的范围内连续调节,可满足主轴高速运转的要求。
4 龙门钻床控制系统软件设计
龙门钻床控制系统软件是一个非常复杂的多任务实时软件,软件包括系统管理软件和实时控制软件两个部分。系统管理部分包括通讯、显示、输入、I/O处理、加工文件管理及故障诊断等程序。系统的实时控制部分包括速度处理、刀具补偿、译码、插补和位置控制等程序。本数控龙门钻床控制系统软件采用多窗口模式进行设计,即先设计一个人机交互及控制界面,再将每一个功能模块设计在每一个功能子窗口上,其框架结构如图3所示。
由图3可看出,整个控制软件系统包括加工文件管理功能模块、加工参数管理模块、状态检测显示模块以及加工运动控制模块4个部分。该模块化设计完全满足了伸缩性、移植性、扩展性和互操作性的要求,当需求变化时,软件只需要做少量改动就可以满足新增的要求。
此外,为了实现高实时性控制,软件采用了多线程设计,除去与用户之间进行数据交互工作的用户线程,还另外创建了一个后台工作线程workSysData,用以完成后台的实时运动控制,配合采用VS提供的精确时间函数,完成了1微秒的精确定时,满足了龙门钻床的实时性需要,实现了钻床控制系统的高精度、高速度。同时,运动控制卡提供硬件中断信号,利用这些中断信号,当所有数据准备好后硬件就会发出中断信号,这些中断转由虚拟可编程中断控制器进行初始化,在缺省情况下,调用虚拟机中的中断程序处理硬件中断,进一步提高了系统的实时性。
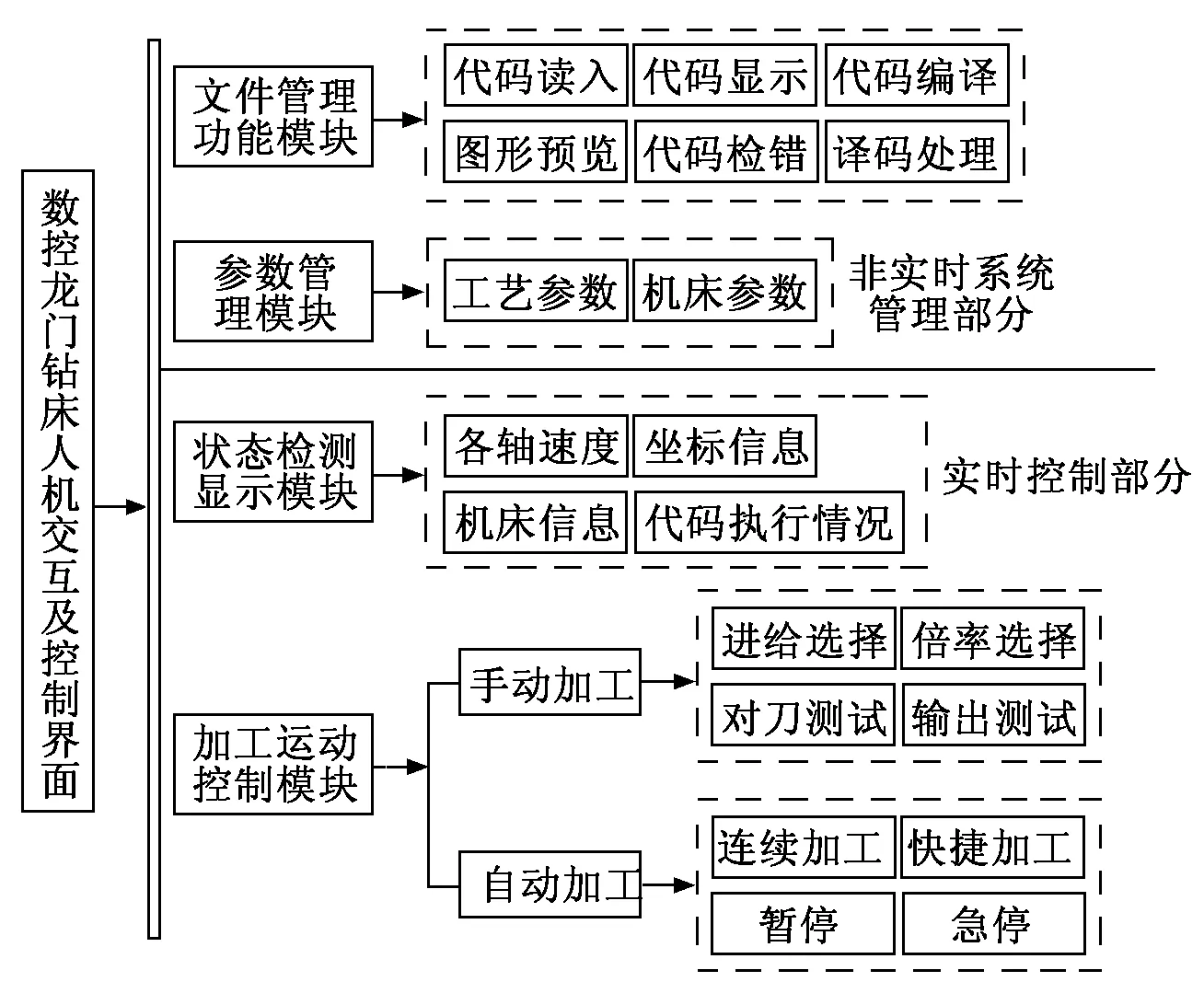
图3 数控龙门钻床控制系统软件框架图
5 总结
本文在研究和分析了数控技术发展过程及开放式数控系统国内外现状的基础上,以MPC08运功控制卡为核心部件,选用NC嵌入PC型结构的硬件开发平台,构建了一个基于研祥IPC-810型工控机的开放式龙门钻床控制系统,完成了对该系统的硬件设计及软件设计,所设计系统满足一般的规范标准,具有通用性和开放性。
参考文献:
[1]于来宝,杨代华,石宝松.NC嵌入PC型开放式数控雕刻系统的设计[J].机械工程与自动化,2009(2):125-126.
[2]吴涛.数控石材雕刻机CAD/CAM系统研制[D].武汉:中国地质大学,2004:30-45.
