ZJ116烟条分离轮工装设计
2018-04-02童斌,陈锴
童 斌, 陈 锴
(常德烟草机械有限责任公司研究所, 湖南 常德 415000)
引言
ZJ116型卷接机组是中国烟草机械集团有限责任公司根据市场需求与当前卷接技术发展趋势,从德国 HUANI公司引进 PROTOS2-2 技术[1],由中烟机械技术中心有限责任公司组织转化设计,常德烟草机械责任有限公司定点试制生产的高速卷接机组。该产品是国产第一代双轨超高速卷接,设备该机组设计生产能力为1.6万支/min,单烟道烟条速度560 m/min,其具有高速度、高可靠性、高安全性等特点。
烟条分离轮的作用是将两支烟条分离一段距离,使得已经切割好的双倍长滤嘴可以放在烟条之间[2]。由于原始装配方法难以高效完成烟条分离轮的装配任务,急需设计一个烟条分离轮的专用工装来用于烟条分离轮的装配和拆卸工作,既能提高工作效率,又能保证安装人员安全。
1 烟条分离轮装配过程
ZJ116烟条分离轮先在工位上完成配气座和轮体的装配,再在总装线上进行部套总装,总装主要分三步完成,如图1所示,第一步将配气座安装于墙板上,第二步将轮体安装在配气座上,第三步进行环的装配[3]。其中,第三步是整个装配过程中最难完成的一步。

图1 ZJ116烟条分离轮装配过程示意图
2 原始装配的缺点
在进行环的装配时,由于12个弹簧在压缩过程中会产生很大的弹力,需要3个人同时作业才能艰难完成装配工作。在拆卸分离轮时,当环上的六个螺钉松开后,由于弹簧处于被压缩状态,会瞬间产生很大的弹力,环会快速弹出可能导致零件损坏或人员受伤。原始装配工作暴露了以下缺点:
1)安全性低。环可能会快速弹出导致安装拆卸人员受伤。
2)操作性差。在部套总装时,3个人同时作业会很拥挤,操作不方便。
3)工作效率低。需要3个人才能完成装配工作,耗费时间长。
本文所设计的工装辅助完成装配工作的第三步,主要目的是减少人工成本,提高安全性能,提升装配效率。
3 烟条分离轮工装设计
3.1 设计方案
工装要达到设计目的需要具备以下功能:工装能将环缓缓地压紧到烟条分离轮轮体,同时弹簧产生的巨大弹力不能将工装弹出。对烟条分离轮的装配特点和要求进行详细分析,设计了其专用工装,并用Pro/E进行了三维建模,如图2所示为工装三维建模的爆炸图。
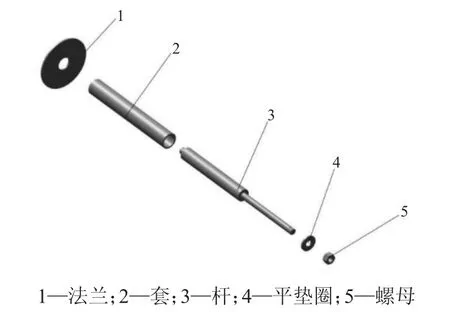
图2 烟条分离轮工装爆炸图
图中,杆由三段构成,短段为M20的螺纹,可以拧在烟条分离轮的主轴端面上,中段为圆柱面,可以在套和法兰的圆孔里自由滑动,长段为M20的全螺纹,长段的末端两面铣平,可以用扳手将杆拧紧在烟条分离轮主轴上。
3.2 设计结果
如图3所示,在烟条分离轮总装过程完成配气座和轮体装配后,在进行环的装配工作时,可以将烟条分离轮工装进行辅助装配工作。装配时,将工装的法兰贴住环的台阶面,然后将杆的短端螺纹拧紧在烟条分离轮的主轴端面上,把分离轮轮体上的弹簧对准环上的孔,用扳手缓慢拧紧螺母,通过螺母的旋转可以对套进行压缩,套顶着法兰和环轴向压紧,由于螺母具有锁紧作用,能给环提供轴向压力,因此弹簧在装配过程中被缓慢压缩,不会将环弹出。当环的端面和轮体的端面接触之后,停止拧紧螺母,用扳手拧紧6个螺钉,拧紧螺钉后,再将螺母缓慢拧出,最后将杆从分离轮主轴上拧出,拆下工装。
在拆卸分离轮时,先将工装的杆在烟条分离轮主轴上拧紧,套上法兰和套后拧紧螺母使法兰将环压紧,然后将环上的6个螺钉卸下,再缓慢拧松工装上的螺母,等到弹簧处于未被压缩状态时,将工装的杆从烟条分离轮上拧出,最后将环和工装一起取出。

图3 烟条分离轮工装装配过程示意图
4 结论
该工装满足设计目的,能实现ZJ116烟条分离轮的安装拆卸工作,具有以下4个优点:
1)装配过程中,弹簧处于缓慢被压缩状态,由于工装的螺母具有自锁功能,因此避免了环被压缩的弹簧快速弹出,装配工人人身安全得到保证。
2)采用该工装,只需一人即可完成环的装配,大大降低了劳动强度,节约了人力成本。
3)工装的使用方法简单,装配工人上手容易,不仅省时省力,而且效率很高。
4)工装结构简单,无复杂平面,采用普通钢件完成加工制造,生产成本低,能很快推广使用。
[1]常德烟草机械有限责任公司.常德烟机“智能管理系统”项目技术方案[Z].2016.
[2]陈啸.新型无凸轮烟条分离轮探讨[J].机械工程师,2016(2):199-200.
[3]常德烟草机械有限责任公司.ZJ116型卷接机组维修说明书[Z].2017.
