水下搅拌摩擦加工制备碳纳米管增强PE-HD结构与拉伸性能研究
2018-03-30高吉成崔锡锡
高吉成,崔锡锡
(扬州大学机械工程学院,江苏 扬州 225127)
0 前言
近年来,塑料填充改性已经成为高分子材料加工领域一个重要的分支[1-2]。随着高分子材料加工技术的发展,塑料填充改性的颗粒已经从无机颗粒向着纳米颗粒、金属颗粒、炭黑、石墨及其他粒子发展[3-9]。2001年,Mishra等在搅拌摩擦焊接(FSW)的基础上开发了用于制备复合材料的新颖的搅拌摩擦加工(FSP)技术[10]。与其他方法相比,FSP特有的生产效率高、无污染、工艺可控性强和易于实现自动化等优势,在工业应用中具有更为广阔的工程意义[11]。目前,基于FSP技术对塑料改性的研究成果较少,国外最早公开的报道是2011年由Barmouz等通过该技术制备了纳米黏土颗粒增强PE-HD复合材料[12]。随后,Azarsa和Zinati等研究了通过该技术制备金属颗粒和陶瓷颗粒增强塑料板材的可行性,结果表明FSP技术在提高粉体分散性的基础上提高了材料的性能[13-16]。
本文以PE-HD为基体,MWCNTs为增强相,采用打孔法通过水下搅拌摩擦加工制备了PE-HD/MWCNTs复合材料,并研究了旋转速度和MWCNTs含量对复合材料微观结构和性能的影响。
1 实验部分
1.1 主要原料
PE-HD,工业级,深圳市安和达塑胶制品有限公司;
MWCNTs,JCMT-1-95,平均直径11 nm,平均长度10 μm,纯度95 %以上,比表面积>200 m2/g,南京吉仓纳米科技有限公司。
1.2 主要设备及仪器
扫描电子显微镜(SEM),JSM-6360LV,日本电子株式会社;
电子万能拉伸试验机,SANS CMT-5105,深圳新三思材料检测有限公司;
差示扫描量热仪(DSC),STA 409 PC,耐驰科学仪器商贸(上海)有限公司。
1.3 样品制备
首先,通过机加工在PE-HD板材表面加工若干用于填充MWCNTs的盲孔,孔的直径为2.5 mm,加工过程中通过控制孔深来调节MWCNTs含量的变化;其次,将干燥后的MWCNTs通过机械法填入孔中压实,并在上面覆盖PE-HD板材;最后,通过机床进行加工制备复合材料;加工示意图详见图1,旋转速度为1 200~2 100 r/min,MWCNTs含量为1 %~4 %,行进速度固定为30 mm/min。

(a)FSP示意图 (b)盲孔俯视图 (c)盲孔侧视图图1 制备PE-HD复合材料示意图Fig.1 Schematic of preparation of the PE-HD composites
1.4 性能测试与结构表征
SEM分析:样品在液氮中脆断,在观察之前,样品断面进行喷金处理;
拉伸性能按GB/T 1040—1992进行测试,拉伸速率为5 mm/min;
通过DSC测量不同MWCNTs含量样品的结晶度,测量前从相关区域切取12~15 mg样品;升温速率为10 ℃/min,加热温度区间根据样品要求在50~200 ℃之间选取;测试过程用氮气进行保护,通气速率为30 mL/min;通过ΔHm来计算材料的结晶度(Xc):
(1)
式中Xc——相对结晶度, %
ΔHm——样品的熔融焓,J/g
2 结果与讨论
2.1 微观结构分析

旋转速度/r·min-1:(a)1 200 (b)1 500 (c)1 800 (d)2 100图3 旋转速度对PE-HD/MWCNTs复合材料微观结构的影响Fig.3 Effect of rotation speeds on microstructure of the composites
图3为行进速度为30 mm/min、MWCNTs含量为2 %时,不同旋转速度制备复合材料的SEM照片。在较低的旋转速度时,材料内部出现明显的偏聚现象,且材料断裂位置不平整,出现了类似于“脊”的结构,MWCNTs聚集在脊的两端,如图3(a)所示。随着旋转速度的增加,MWCNTs在基体中团聚现象得到改善,如图3(b)所示。进一步增大旋转速度到1 800 r/min和2 400 r/min时,MWCNTs在基体中分散均匀,材料微观结构相对于低旋转速度时有明显的变化,如图3(c)和3(d)所示。
FSP过程中,旋转速度对MWCNTs的分散性起着两方面的作用。一方面,作用在材料上的剪切力可以分散MWCNTs在基体中的分布,从而增强材料的混合和流动。当旋转速度增加时,这种力的效应更强,也就使得MWCNTs的分散更加均匀。另一方面,增加旋转速度也就意味着加工过程中的热输入增加,这在微观结构上虽然没有明显的区别,但是在宏观结构上可能会在加工区域出现缺陷。因此,合理选择旋转速度十分有必要。

MWCNTs含量/%:(a)1 (b)2 (c)4(×20 000) (d)4(×3 000)图4 MWCNTs含量对PE-HD/MWCNTs复合材料微观结构的影响Fig.4 Effect of MWCNTs content on microstructure of the PE-HD/MWCNTs composites
旋转速度和行进速度分别为1 800 r/min和30 mm/min时不同MWCNTs含量复合材料的微观结构如图4所示。当MWCNTs含量为1 %时,加工区域材料成形良好,MWCNTs与基体混合均匀,未出现团聚现象,如图4(a)所示。随着MWCNTs含量增加到2 %,复合区MWCNTs的数量也随之增加,在复合区同样没有出现MWCNTs的团聚现象,如图4(b)所示。进一步增加MWCNTs含量到4 %,在加工区域出现了MWCNTs的偏聚现象,如图4(c)所示。分析认为,由于该实验采用打盲孔的方法添加MWCNTs,因此MWCNTs含量为4 %时,孔的体积变大,而搅拌区的大小并没有变化,也就是搅拌区中PE-HD的数量减少,这将导致在加工过程中轴肩下方没有足够的PE-HD基体去带动MWCNTs的流动,从而使得MWCNTs在基体中分布不均匀,在搅拌区发生偏聚。需要指出的是,本文以一道加工为例,搅拌区[图4(d)Ⅰ区]和热机影响区[图4(d)Ⅱ区]MWCNTs的分布有着明显的区别,在边缘MWCNTs的分布较少,MWCNTs主要分布在搅拌区,这是因为搅拌区的材料经受了充分的搅拌,在机械力的作用下材料分布更加均匀,而热机影响区由于受到不充分的机械作用导致MWCNTs的含量较少。也就是说在FSP在制备高分子复合材料时,主要复合区域为搅拌区,因此利用FSP在实际应用中是通过控制两道之间的重叠量来达到最优结果。
2.2 拉伸性能分析
图5为不同旋转速度和MWCNTs含量时复合材料的拉伸强度。从图中可以看出,当MWCNTs含量为1 %和2 %时,材料的拉伸强度均随着旋转速度的增加先增加后减小,在旋转速度为1 800 r/min时获得最大值,分别为25.3 MPa和27 MPa;而当MWCNTs含量为4 %时,材料的拉伸强度随着旋转速度的增加一直上升,在2 100 r/min时获得最大值,为28 MPa。一方面,高的旋转速度有助于MWCNTs的分散但是会增加加工过程中的热输入;另一方面,较多的MWCNTs会导致加工区域由于填充MWCNTs的盲孔体积的增加而导致的基体材料的减少,但是也会增加加工过程中复合材料的导热性,从而有利于热量的散失。因此,MWCNTs含量较低时获得最大拉伸强度时的旋转速度值要低于MWCNTs含量较高时获得最大拉伸强度时的旋转速度值。所以,在加工过程中工艺参数的选择要结合填充物的体积来决定。
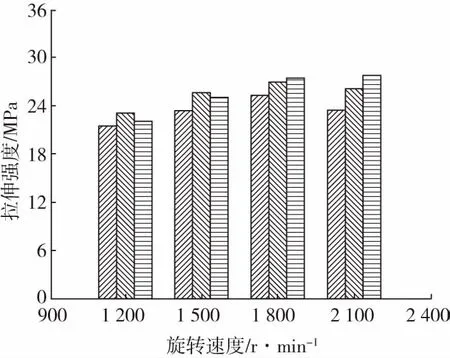
MWCNTs含量/%:—1 —2 —4图5 旋转速度和MWCNTs含量对PE-HD/MWCNTs复合材料拉伸强度的影响Fig.5 Effect of rotation speeds and MWCNTs content on the tensile strength of PE-HD/MWCNTs composites
2.3 结晶性能分析
从图6中可以发现,加入MWCNTs后,复合材料的起始熔融温度和熔融结束温度没有明显的变化,熔融峰值温度有所变化,但不明显。而熔融峰的形状随着MWCNTs含量的增加由窄变宽。这可能与MWCNTs的形态有关。从图中还可以看出,随着MWCNTs含量的增加,复合材料的结晶熔融焓ΔH呈下降趋势,根据式(1)换算可知复合材料的结晶度随着MWCNTs含量的增加而下降。MWCNTs加入PE-HD后对复合材料的热性能有两方面的影响,一方面,当MWCNTs含量为1 %时,材料的结晶温度由纯PE-HD的139.7 ℃上升到142.2 ℃,结晶度也随之增大,这是因为聚合物结晶可起始于聚合物链段聚集而形成的晶核(均相成核),也可以起始于外来相表面衍生出的晶核(非均相成核)。从上述形态学分析可知,FSP技术可以使MWCNTs在PE-HD基体中得到良好的分散效果,从而促进PE-HD的异相成核,使得PE-HD可以在较高的温度时就可以结晶。也就是说,加入的MWCNTs在复合材料中可以作为成核剂去完善材料的晶体结构从而提高其结晶度。另一方面,当MWCNTs含量在2 %和4 %时,材料的结晶度相对纯PE-HD呈下降趋势,MWCNTs加入基体中与PE-HD之间的相互作用会限制大分子链的运动,这将会阻碍分子链的结晶,使得复合材料的结晶度降低。2个相互矛盾的作用最终使得复合材料在MWCNTs含量较低时较MWCNTs含量较高时的结晶度大。一般来说,在聚合物中,提高材料的结晶度将有助于其强度和刚度的提高,这主要是因为当结晶度增加时,晶核和晶粒的数量随之增加。作为交联点的粒子数量增加,这些物理交联点可以连接多条大分子链,在一条分子链上也会出现多个交联点。当材料拉伸受力时,这些交联点可以使受力均匀,降低分子链断裂的几率,从而提高材料的拉伸强度。但是在本节中发现MWCNTs含量增加导致结晶度下降的同时却提高了材料的拉伸强度,这种反常的现象主要与MWCNTs的界面效应有关,MWCNTs的纳米粒子效应强且比表面积大,当其加入PE-HD中时,其与PE-HD的结合力较强,具有很高的表面结合能。在上述的微观结构分析中可以发现,MWCNTs在基体中的分布相对均匀,且MWCNTs的长径比相对较大(约为1 000),因此在增强效应中,MWCNTs与基体的界面增强效应更为明显;同时大量的MWCNTs加入PE-HD基体中,当材料受力时,应力会被多个点承担从而得到分散,因此一定含量的MWCNTs加入PE-HD基体中时会提高材料的拉伸强度。
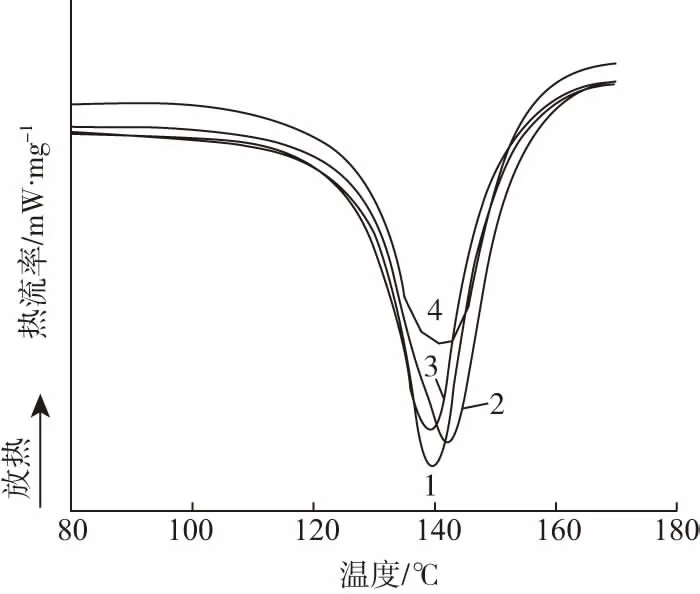
MWCNTs含量/%:1—0 2—1 3—2 4—4图6 PE-HD/MWCNTs复合材料的DSC曲线Fig.6 DSC curves of PE-HD/MWCNTs composites
3 结论
(1)微观结构分析发现MWCNTs在基体中以云状形式分布,分散相对均匀,但在低旋转速度和MWCNTs含量较大时易出现MWCNTs的偏聚现象;
(2)当MWCNTs含量分别为1 %和2 %时,复合材料拉伸强度随着旋转速度的增加先增大后减小;当MWCNTs含量为4 %时,复合材料拉伸强度随着旋转速度的增加而减小;
(3)复合材料的结晶度随着MWCNTs含量的增加而下降;
(4)结合旋转速度、MWCNTs含量和复合材料的结晶度分析,可以得出复合材料拉伸强度的提高主要是由MWCNTs与基体的界面增强效应所致。
[1] 刘英俊,李建军.我国改性塑料行业“十二·五”回顾与“十三·五”展望[J].中国塑料,2016,30(5):8-12.
LIU Y J, LI J J. Development Situation of Plastics Modification Sector of China during the Twelfth-five Plan Period and Its Growing Prospect During the Thirteenth-five Plan Period[J]. China Plastics,2016, 30(5): 8-12.
[2] 中国塑料加工工业协会.中国塑料加工工业(2015)[J].中国塑料,2016,30(4):1-5.
China Plastics Processing Industry Association. China Plastics Industry(2015)[J]. China Plastics,2016, 30(4): 1-5.
[3] 谢 璠,齐暑华,李珺鹏. Al2O3填充聚酰亚胺改性环氧树脂/玻璃纤维导热复合材料的制备与性能研究[J].中国塑料,2013,27(2):51-55.
XIE F, QI S H, LI J P. Study on Preparation and Property of Polyimide Modified Epoxy Resins/Glass Fiber Thermally Conductive Composite Filled with Al2O3Particles[J]. China Plastics,2013, 27(2): 51-55.
[4] 何小芳,白静静,王 优,等.聚丙烯/硅灰石复合材料的改性[J].中国塑料,2014,28(1):6-11.
HE X F, BAI J J, WANG Y, et al. Modification of Polypropylene/Wollastonite Composites[J]. China Plastics,2014, 28(1): 6-11.
[5] 汪 杰,刘 海,文 胜,等. 无机粒子填充PP/POE共混物的制备及其性能研究[J].中国塑料,2017,31(5):42-45.
WANG J, LIU H, WEN S,et al. Preparation and Properties of PP/POE Compounds Filled with Inorganic Particles[J]. China Plastics,2017, 31(5): 42-45.
[6] 王登武,王 芳. 纳米氮化铝填充聚四氟乙烯复合材料的性能研究[J].中国塑料,2013,27(10):27-31.
WANG D W, WANG F. Study on Properties of Nano-AlN Filled PTEE Composite[J]. China Plastics,2013, 27(10): 27-31.
[7] 付红梅,朱光明,王宗瑶,等.纳米材料改性聚酰亚胺研究进展[J].中国塑料,2015,29(2):1-7.
FU H M, ZHU G M, WANG Z Y, et al. Process in Modi-fication of Polyimide by Nanoscale Materials[J]. China Plastics,2015, 29(2): 1-7.
[8] 彭忠利,段先健,黄国书. 有机磷改性纳米SiO2及其在PP中的应用[J].中国塑料,2016,30(2):59-63.
PENG Z L, DUAN X J, HUANG G S. Surface Modification of Nano-silica by Orgabic Phosphorus and Its Application in Polypropylene[J]. China Plastics,2016, 30(2): 59-63.
[9] 郭秀生,于德梅,李 琴,等.环氧树脂/改性碳纳米管复合材料的导热性能[J].中国塑料,2015,29(1):23-28.
GUO X S, YU D M, LI Q, et al. Thermal Conductivity of Epoxy/Modified Multiwall Carbon Nanotube Nanocomposites[J]. China Plastics, 2015, 29(1): 23-28.
[10] MISHRAA R S, MA Z Y. Friction Stir Welding and Processing[J]. Materials Science and Engineering Reports, 2005(50): 1-78.
[11] MA Z Y.Friction Stir Processing Technology: A Review[J]. Metallurgical and Materials Transactions A:Physical Metallurgy and Materials Science,2008(39A):642-658.
[12] BARMOUZ M, SEYFI J, BESHARATI G M K, et al. A Novel Approach for Producing Polymer Nanocompo-sites by In-situ Dispersion of Clay Particles via Friction Stir Processing[J]. Materials Science and Engineering A:Structural Materials Properties Microstructure and Processing,2011(528): 3 003-3 006.
[13] ALYALI S, MOSTAFAPOUR A, AZARSA E. Fabrication of PP/Al2O3Surface Nanocomposites via Novel Friction Stir Processing Approach[J]. International Journal of Advances in Engineering and Technology,2012(3): 598-605.
[14] AZARSA E, MOSTAFAPOUR A. On the Feasibility of Producing Polymer-metal Composites via Novel Variant of Friction Stir Processing[J]. Journal of Manufacturing Processes,2013(15): 682-688.
[15] FARSHBAF Z R, RAZFAR M R, NAZOCKDAST H. Numerical and Experimental Investigation of FSP of PA 6/MWCNT Composite[J]. Journal of Materials Proces-sing Technology,2014(214): 2 300-2 315.
[16] FARSHBAF Z R, RAZFAR M R. Finite Element Simulation and Experimental Investigation of Friction Stir Processing of Polyamide 6[J]. Proceedings of the Institution of Mechanical Engineers Part B:Journal of Engineering Manufacture,2014, 132(6):1 090-1 097.
[17] LESKOVICS K,KOLLAR M,BARCZY P. A Study of Structure and Mechanical Properties of Welded Joints in Polyethylene Pipes[J]. Materials Science and Enginee-ring A:Structural Materials Properties Microstructure and Processing,2006(419): 138-143.