端拾器吸盘负载设计
2018-03-28王军领仲太生周智伟詹俊勇罗素萍
王军领,仲太生,周智伟,詹俊勇,罗素萍
(扬力集团股份有限公司 项目科,江苏 扬州 225127)
1 材料
1.1 材料参数
自动化生产线需要的材料型号和尺寸规格重量,如表1[2]所示。

表1 材料型号和尺寸规格重量
2 端拾器工况
2.1 真空吸盘水平放置、垂直移动
根据经验和设计手册,可得真空吸盘吸取水平放置、垂直移动的工件时,所需要的理论最大吸力FTH如式(1),其中受力分解图如图1[3-4]。

图1 水平放置、垂直移动

式中:m——质量,kg;
g——重力加速度,此处取10m/s2;
a——提升系统的加速度,此处根据常用速度经验取5m/s2;
s——安全系数如表2,此处根据材料性质取1.5。
2.2 真空吸盘水平放置、水平移动

表2 安全系数
根据经验和设计手册,可得真空吸盘吸取水平放置、垂直移动的工件时,所需要的理论最大吸力FTH如式(2),其中受力分解图如图2。
针对理论扎实但是操作不熟练的护生,实际操作时应该由带教老师示范并随机提问,操作结束后进行操作流程回顾与系统总结,之后在带教老师帮助下由护生单独进行操作。而对于理论较差的护生,暂时不让其进行护理操作,而是给其布置课后作业,将操作流程熟记于心,之后视情况而辅助其进行护理操作,在放手不放眼中提升护生技能。

图2 水平放置、水平移动

式中:Fa——加速力,Fa=m×a;
m——质量,kg;
g——重力加速度,此处取10m/s2;
a——提升系统的加速度,此处根据常用速度经验取5m/s2;
s——安全系数,此处根据材料性质取1.5;
μ——摩擦系数如表3,给定的摩擦系数为平均值,对每种工件必须事先测定,因工艺需要拉伸,所以表面是油性表面,取值0.1[5]。
表3 材料摩擦系数
2.3 真空吸盘垂直放置,并垂直移动
根据经验和设计手册,可得真空吸盘吸取水平放置、垂直移动的工件时,所需要的理论最大吸力FTH如式(3),其中受力分解图如图3。
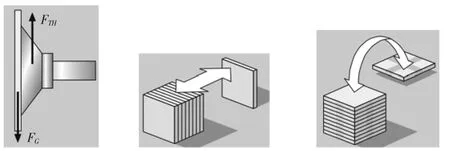
图3 竖直放置、竖直移动

式中:FTH——理论上最大吸力;
m——质量,kg;
g——重力加速度,此处取10m/s2;
a——提升系统的加速度,此处根据常用速度经验取5m/s2;
s——安全系数,此处根据材料性质取1.5;
μ——摩擦系数如表,给定的摩擦系数为平均值,对每种工件必须事先测定,因工艺需要拉伸,所以表面是油性表面,取值0.1。
2.4 吸盘规格和数量计算

式中:A——吸盘面积,平板一般选用直径40mm;
P——真空度根据真空发生器型号取-92bar;
F——吸盘满足移动所需的力;
n——吸盘数量。
根据料片尺寸800×1500的区域和面积,建议8~12个吸盘,如果超过16个吸盘,必须选用大一型号的吸盘直径[6]。

表4 吸盘直径和数量

不同工况需要的吸盘直径和数量如表4,根据提升系统的加速度为5m/s2时,工件最大吸力为1687.5N,工件数量为15个,如果放慢端拾器移动翻转速度,忽略提升系统的加速度为0m/s2时,工件最大吸力为1125N,工件数量为10个。所以根据工件和端拾器结构设计,全场布局吸盘数量设定10~15个为宜[7]。
3 结语
根据料片材料规格和重量,绘制推导出受力分解图,再根据机械手端拾器三种运动工况,推导计算出料片移动和翻转时吸盘所需要的最大吸力;最后根据料片规格和端拾器结构推导出所需要的吸盘规格和数量。为端拾器设计提供一种理论方法和公式,推动整个行业端拾器设计技术的发展。
[1] 郭修安,陈 晨,王军领,等.坡口轨迹控制[J].机械工程与自动化,2016,(6):201-202,205.
[2] 王军领,詹俊勇,仲太生,等.静电地板耦合强度及成形分析[J].锻压装备与制造技术,2016,51(5):71-73.
[3] 金 魏,王军领,仲太生,等.模架推拉力矩及功率计算[J].锻压装备与制造技术,2017,52(2):48-49.
[4] 仲太生,王军领,金 魏,等.换模小车驱动力矩及功率计算[J].锻压装备与制造技术,2017,52(1):42-43.
[5] 王军领,詹俊勇,仲太生.传动间隙对高速压力机下死点重复精度影响分析与测试[J].锻压装备与制造技术,2013,48(3):19-22.
[6] 王军领,詹俊勇,仲太生,等.组合式大型压力机横梁强度刚度分析[J]. 锻压装备与制造技术,2014,49(6):26-29.
[7] 李运堂,沈传康,赵静一,等.用于静压气体轴承性能检测的真空系统设计[J].科技通报,2017,(1):93-96.
