纳米陶瓷电絮凝技术处理煤层气排水的实验研究
2018-03-26张春晖唐佳伟崔毓莹曹赫珊全璟纬
张春晖,唐佳伟,崔毓莹,魏 蕾,曹赫珊,全璟纬
(中国矿业大学(北京)化学与环境工程学院,北京 100083)
0 引 言
煤层气是在煤炭生成过程中存在于煤层中的一种非常规天然气,主要以吸附状态赋存于煤层或煤系地层中,它是一种重要的能源资源,其热值与天然气大体相当,主要成分是甲烷。我国浅煤层气资源非常丰富,2 000 m以下浅煤层气的资源量高达36.81万亿m3,位列世界前三。另外,开采煤层气还可减少瓦斯引起的安全事故。因此,开采并利用煤层气,对于我国的能源安全和环境保护等工作都具有重要意义[1-3]。在煤层气的开采过程中,必须排放出足够的水才能使煤层压力降低到煤的解吸压力之下,进而使煤层气被解吸出来[4]。因此,煤层气开采中会产生一定量的煤层气排水。煤层气排水的主要特征为高矿化、高盐度,含有少量重金属,且产出水的水质因开采地区不同而不同[5-6]。煤层气排水被抽采至地表后,若不经处理,势必会对地表水、地下水和土壤造成污染。因此,必须对煤层气排水进行有效处理后,方可外排或回用。
目前,煤层气排水的处理工艺方法除传统的地表排放、地面蒸发和回注地下之外,针对煤层气排水的高盐性特点,已发展了适用于该水质特征的离子交换法、吸附法、反渗透法和混凝沉淀法在内的成熟工艺。美国RGBL公司[7]采用离子交换技术处理某煤层气排水,处理结果表明水中的Na+、Fe2+等离子及其他无机污染物可以被较好地去除继而直接排放。钟显等[8]采用聚合氯化铝和聚丙烯酰胺分别作为混凝剂和助凝剂处理压裂废液时,化学需氧量(COD)去除率仅为13%,但是色度和悬浮物的处理效果极佳。由于煤层气排水是一种成分复杂、体系多变、COD浓度较高的黏稠废液,单纯的化学药剂处理或者物理过滤方法往往不能同时兼顾有机污染物、重金属离子和无机污染物的处理,且由多种技术串联组成的工艺则会进一步增加处理成本与场地消耗等。
电絮凝法是近年发展起来的颇具竞争力的重金属废水处理方法,它是利用电解氧化铁板或铝板生成Fe2+、Fe3+或Al3+,经一系列水解、聚合反应,形成各种羟基络合物以及多核羟基络合物的凝聚剂,可吸附金属氢氧化物形成共絮体[9]。纳米陶瓷超滤无机膜,过滤尺寸为纳米尺度,具有寿命长、耐冲击负荷能力强等优良特性,已广泛应用于石化领域中,可达到物料分离等目的。电絮凝和超滤技术在单独的运行过程中或多或少存在一定的不足,电凝聚技术在水处理中应用,具有电解过程中金属电极消耗大、易被腐蚀、需要经常更换等缺点,且污水需要一定的电导率以及污泥厌氧可生化性比较差[10]。而单一的陶瓷超滤技术在实际运行中,由于料液连续地通过膜管道,料液中的油脂及超细颗粒等污染物吸附并沉积在膜表面或膜孔内,使膜通量衰减,引起膜的浓差极化,大大降低了膜的出水水质与使用寿命[11]。结合两种工艺的优缺点,本研究开展了纳米陶瓷电絮凝复合技术的研究,有效地将两种工艺的优势结合起来,废水首先在电絮凝的作用下降解有机物,并在电场的作用下去除金属离子,所产生的絮凝剂可加剧SS的沉淀及大颗粒的形成,然后停止电解,进行陶瓷膜超滤处理,这样不仅极大地减轻了膜处理负荷,还延长了陶瓷膜使用寿命,同时又可以取得较高的处理效率,兼具有机和无机污染物的去除功能。
因此,根据煤层气排水的水质特点及现阶段处理技术的不足,并结合课题组多年来的工程、科研实践经验,拟采用纳米陶瓷电絮凝技术以去除煤层气排水中污染物质。本研究将电絮凝技术与陶瓷膜超滤技术有机结合起来,通过试验研究及实验教学的方法对煤层气排水进行深度处理研究,以确定工艺运行最优参数,并实现污染物检测分析、仪器操作规范等实验教学目的。
1 材料与方法
1.1 试验材料
纳米陶瓷电絮凝技术处理煤层气排水的工艺流程如图1所示。在本工艺设计中,自上至下可依次划分为加药系统、过滤系统、电解沉淀系统和超滤系统。在各处理单元系统中,加药系统包括聚合氯化铝(PAC)、聚丙烯酰胺(PAM)及次氯酸钠(NaClO)三部分,目的是去除水中细菌、藻类等微生物并在过滤系统的作用下降低污染液的SS、胶体等颗粒物浓度。
电解沉淀系统主要为电絮凝反应装置,是由有机玻璃组装而成的长方体结构,两侧留有进、出水口及排泥口,在反应槽较长的一边边缘设有卡槽,以固定铝极板和调节间距。电解槽的长、宽、高分别为15 cm、11 cm和10 cm,满载容积为1.6 L。极板为两对铝板阴、阳极交错相连,极板为长方形,长短和宽度均为10 cm,厚度约为2 mm。陶瓷超滤系统由抽吸泵、流量计和膜孔径为100 nm的陶瓷膜组成,可以进一步去除水中的颗粒物及盐离子,提高出水水质。本研究小试装置示意图如图2所示。
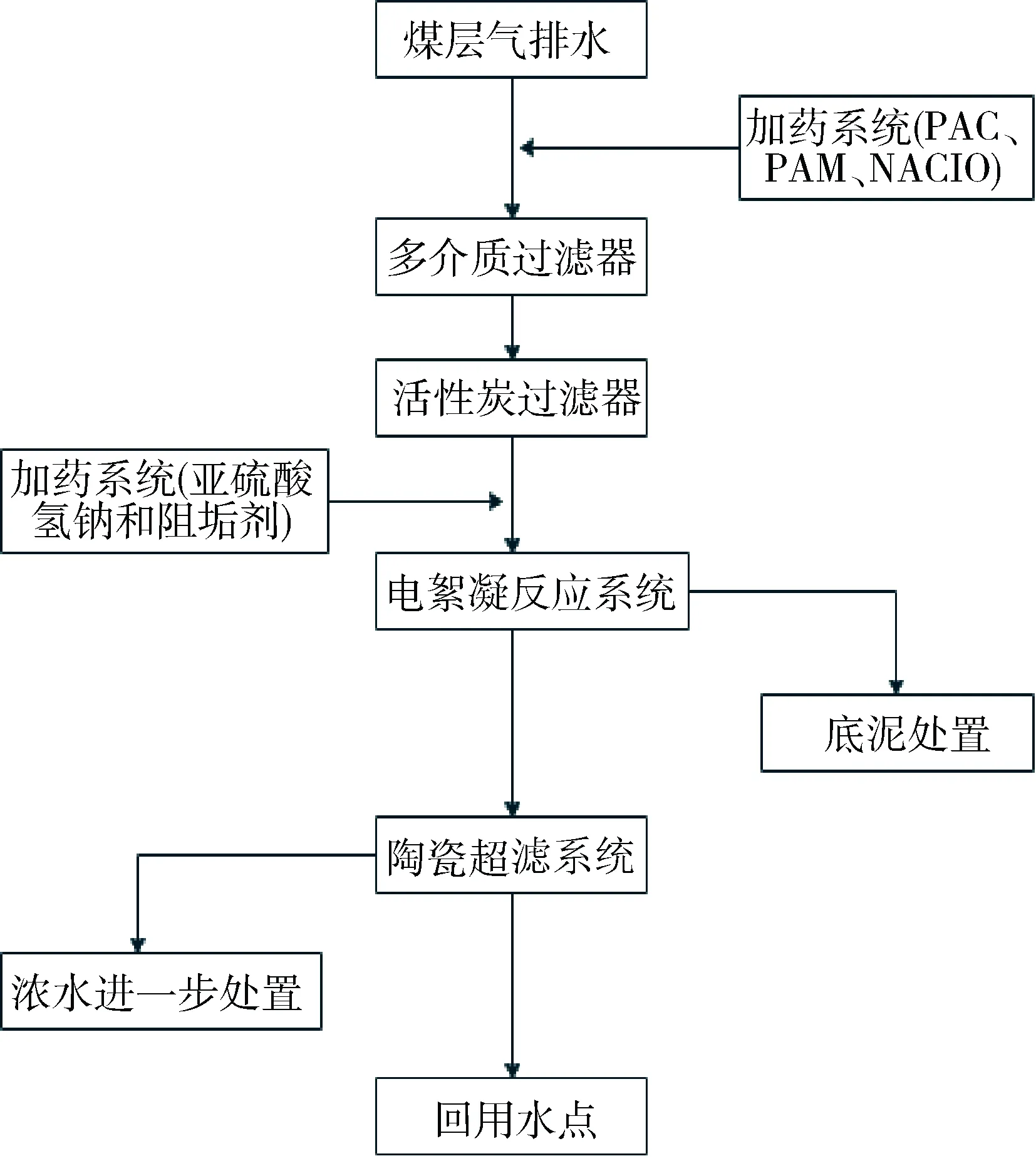
图1 工艺流程图
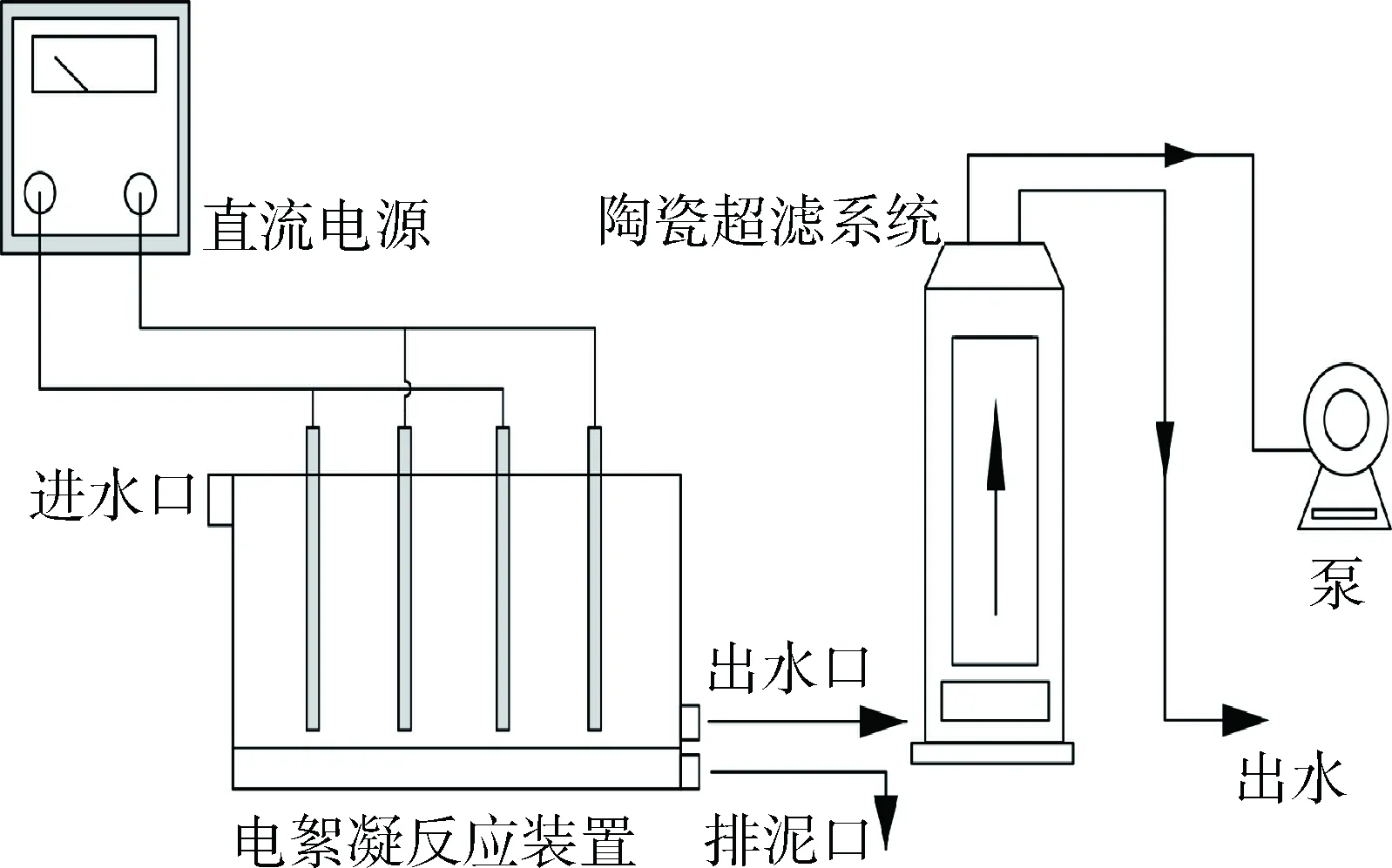
图2 反应装置示意图
试验用水取自某煤矿区排水,经初步的加药系统和过滤系统对水样中主要污染物进行检测分析,并将结果与《地表水质量环境标准》(GB3838—2002)中V类水体和《农田灌溉水质标准》(GB5084—2005)旱作标准进行对比,结果见表1。
1.2 分析测试方法
采用玻璃电极法测定pH值,质量法测定SS,重量法测定全盐量,重铬酸钾法测定COD,红外分光光度法测定石油类污染物,原子吸收法测定Fe。
2 试验结果与讨论
根据水质分析结果可知,水样pH值稳定,含盐量大,溶液电导率高。因此,电絮凝实验将以COD值作为参考,分别探究不同极板间距、电流密度和电解时间对污染物去除效果的影响。
2.1 不同极板间距对COD去除效果的影响
本实验将在自制的电絮凝反应系统中对水样进行处理,打开底部磁力搅拌器,模拟水体流动,通以直流电源,固定电流密度为9 mA/cm2,分别探究极板间距为6 mm、12 mm、18 mm、24 mm和30 mm时COD降解效率。电解时间为90 min,结果如图3所示。

表1 水样水质一览表
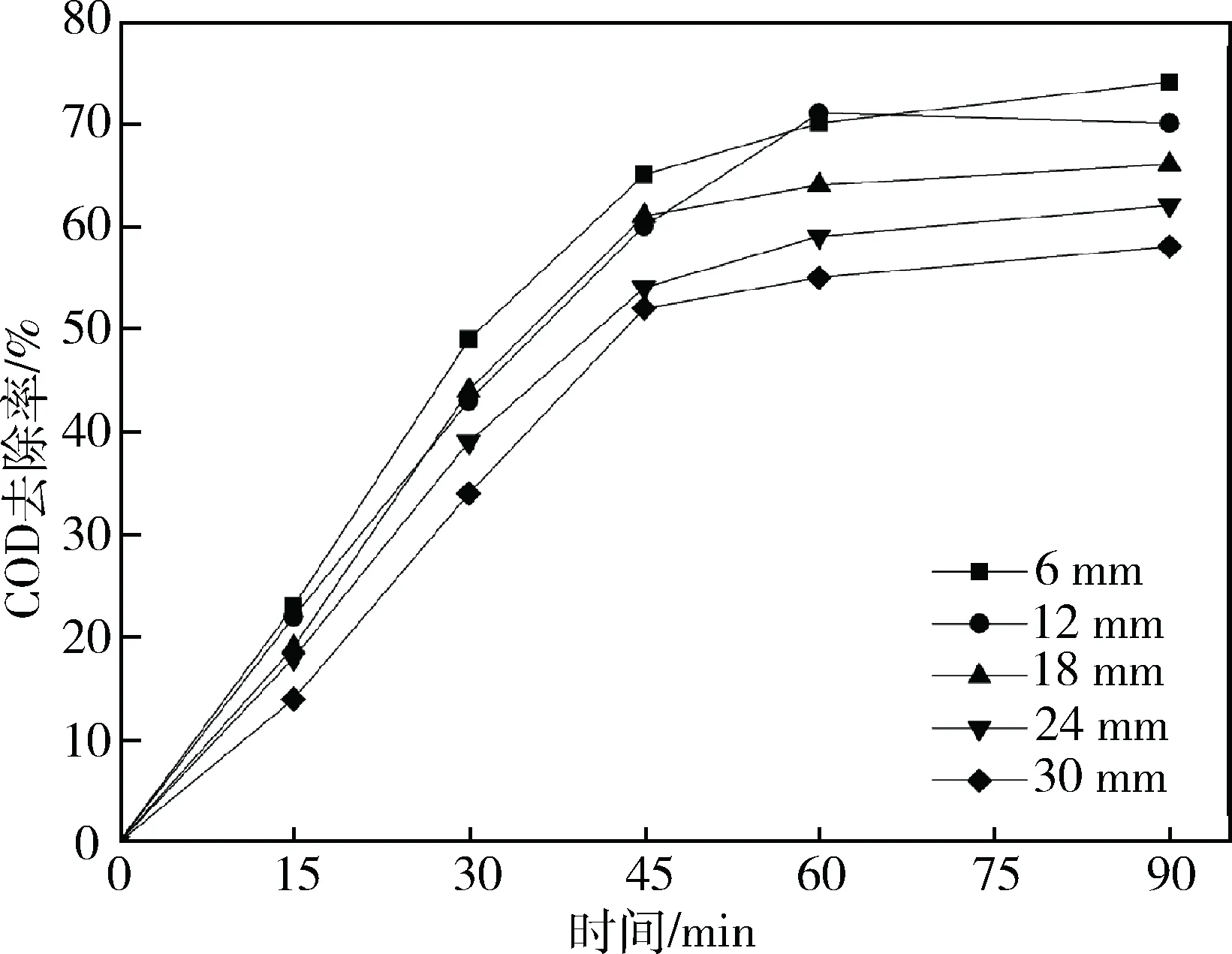
图3 不同极板间距对COD去除效果影响
由图3可知,当极板间距为6 mm和12 mm时,去除效果明显好于其余组分,在反应时间为60 min的时候,其COD去除率分别为70%和71%,鉴于后续随着反应时间的增加其去除率并未明显的增加,因此确定后续反应极板间距为12 mm。
2.2 不同电流密度对COD去除效果影响
极板间距为12 mm,初始COD浓度为495 mg/L,考察电流密度分别为3 mA/cm2、6 mA/cm2、9 mA/cm2和12 mA/cm2时COD降解效率的大小。结果如图4所示。
随着电流密度的增加,COD的降解效率也明显的增大,当电流密度为12 mA/cm2时,反应时间为45 min以后,其COD去除率依次为62%、73%和75%。由图4可以直观地看出当电流密度为9 mA/cm2时,其COD去除率较电流密度为12 mA/cm2时相差不多,在反应时间为60 min时,去除率分别为71%和73%。一方面是由于此水样溶液中含盐量较大,电导率高,电解反应快;另一反面,过高的电流密度会导致过大的电极电位,极板上的析氧反应会浪费相当多的电能,从而降低 COD 降解效率的增加趋势。
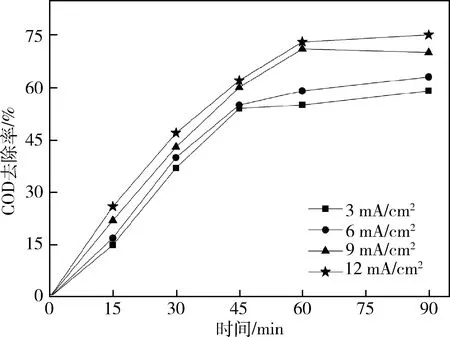
图4 不同电流密度对COD去除效果影响
因此,处于能耗及降解率的考虑,本实验的最佳电流密度和电解时间选择9 mA/cm2和60 min。
2.3 最佳试验条件下处理效果
经预处理与电絮凝系统处理后,水样水质已得到明显提升。在进入陶瓷超滤系统前对水质进行分析时,结果显示:单独的电絮凝系统对COD、SS、Fe、全盐量和石油类污染物的去除率分别为71%、90.7%、84.6%、69.3%和80%。本实验后续的深度处理系统选用纳米陶瓷无机膜材料作为过滤载体,其过滤孔径为50 nm,膜支撑体材质为α-Al2O3,膜层材质 ZrO2,使用pH值范围为 0~14,温度≤180 ℃。在前期的小试实验中,已确立该过滤体系在泵的出口压力为0.08 MPa时,对污染物的去除效果最好,且随着出口压力的继续增加,膜通量无明显增大趋势。因此,继续处理电絮凝反应后煤层气出水,最终处理结果见表2。

表2 水样进、出水水质结果对比
由表2可以看出,水样经电絮凝和陶瓷超滤处理后,有机物和无机盐类污染物均得到有效的去除,基本满足《地表水环境质量标准》(GB3838—2002)中Ⅴ类水体标准。
煤层气排水中不仅含有大量的盐离子、重金属等污染物,还含有大量的有机污染物,即不能经过简单的生物或物理的方法处理煤层气排水,针对不同污染物类型,分序、分段多种工艺复合式处理尤为必要,本实验研究了电絮凝与陶瓷超滤系统结合的方式处理煤层气排水,将电化学技术与物理过滤措施结合,分段式地先处理有机物并在絮凝作用下去除金属、胶体等物质后,在陶瓷超滤技术基础上进一步降低盐离子和油类等污染物质。
本研究经试验证明,在电絮凝与陶瓷膜超滤系统的结合相比于单独使用电絮凝系统去除效果更好,各污染物去除率分别增长6%~25%。另外,陶瓷超滤系统在电絮凝作用后处理水样相比直接处理水样要极大地延长了使用寿命,有效规避了陶瓷膜的弊端。
2.4 纳米陶瓷电絮凝技术在实践教学中的应用
在本科生《环境工程原理》课程实践教学过程中,笔者带领学生以煤层气排水为处理对象,在实验室中采用纳米陶瓷电絮凝小试实验装置对煤层气排水进行处理实验研究,进行科研实验实践教学,取得了良好的效果。因此,把科研试验研究嵌入到本科生实践教学任务中是可行的。
3 结 论
采用纳米陶瓷电絮凝技术对煤层气排水进行深度处理,通过自制的小试装置进行试验,极板采用铝板,研究表明,在电流密度固定的条件下,COD去除率随着极板间距的增加而增大,在极板间距固定的条件下,COD去除率随着电流密度的增加而变大,但是去除率增加的趋势逐渐放缓。综合以上试验结果并考虑节能等因素,确定纳米陶瓷电絮凝技术处理煤层气排水的最佳试验条件为极板2对,电解时间60 min,极板间距12 mm,电流密度9 mA/cm2和抽吸泵出口压力0.08 MPa。在上述最佳试验条件下,COD、SS、石油类、全盐量和Fe的去除率达到90%以上,基本满足《地表水环境质量标准》(GB3838—2002)中Ⅴ类水体标准,解决了煤层气排水难以有效处理的难题。
[1] 张婧,何绪文,张春晖.柳林煤层气排水水质特性及处理对策 [J].煤矿安全,2014,45(3):186-188.
[2] 管保山,刘玉婷,梁利,等.煤层气返排水配制压裂液用稠化剂的研制及应用[J].煤炭科学技术,2017,45(6):90-94.
[3] 徐继发,王升辉,孙婷婷,等.世界煤层气产业发展概况[J].中国矿业,2012,21(9):24-28.
[4] 陆嘉,张春晖,何绪文,等.基于数值模拟方法研究煤层气采出水对地下水环境的影响[J].中国矿业,2013,22(5):57-60.
[5] 张鹏,孟召平.煤层气井初期排水速率模型及其应用分析 [J].煤炭技术,2016,35(10):184-186.
[6] 李国庆,孟召平,王宝玉.高煤阶煤层气扩散-渗流机理及初期排采强度数值模拟[J].煤炭学报,2014,39(9):1919-1926.
[7] Ion exchange technology aids CBM production[J].Membrance Technology,2007:3.
[8] 钟显,赵立志,杨旭,等.生化处理压裂返排液的试验研究[J].石油与天然气化工,2006(1):70-72,88-89.
[9] 熊道文,熊珊,陈湘斌,等.电絮凝去除废水中多种重金属影响因素研究[J].装备环境工程,2014,11(3):76-81.
[10] 李向东,冯启言,宋均轲,等.电絮凝处理煤层气产出水[J].环境工程学报,2012,6(3):744-748.
[11] 武延坤,刘欢,朱佳,等.陶瓷膜短流程工艺处理重金属废水的中试研究[J].水处理技术,2015,41(8):92-95.
