钢制法兰螺栓紧固技术应用
2018-03-21
中国石油天然气第一建设有限公司 河南洛阳 471023
近年来,各类大型炼油化工装置在全国各地如雨后春笋般拔地而起,呈现出能源全面大发展的良好局面,但与此同时各地石化装置泄漏、爆炸等质量、安全事故也时有发生,其中大部分事故都是由于法兰出现泄漏所导致的,因此做好钢制法兰螺栓紧固的施工对石化装置的安装和检修尤其重要。
1 应用范围
该紧固技术适用于石油化工装置中所有钢制管道中的法兰连接部位,同时也适用于设备法兰的紧固,其他法兰连接处紧固作业也可参考。由以下几部分组成:
(1)管道与管道、管道与设备、仪表与管道的法兰连接;
(2)相关附件:垫片、螺栓、螺母和准备工作;
(3)法兰连接部件的清洁、润滑、对中和紧固。
2 施工工艺流程
如图1、图2所示。
3 操作要点
3.1 施工准备
3.1.1 垫片、法兰面、螺栓螺母的检查
安装紧固前,对垫片、法兰面、螺栓螺母选用及螺栓螺母的润滑进行检查,并应符合相关标准与要求。
3.1.2 法兰对中的检查
3.1.2.1 轴向偏差检查
检查法兰边缘的对中(法兰中心线的偏移)和扭转(螺栓孔的偏移)情况,对于标准的法兰安装,在无外力影响时螺栓应能自由穿入螺栓孔且无卡滞现象。
如下图3所示,轴向偏差应符合下列条件:公称直径≤DN100,A≤2mm;公称直径>DN100,A≤3mm。
3.1.2.2 平行度偏差检查
通过测量两片法兰密封面间隙(最大直径处)来检查法兰面的平行度偏差情况,如下图3所示,平行度偏差应符合下列条件:
公称直径≤DN600,B-C≤2.5mm/m at OD;
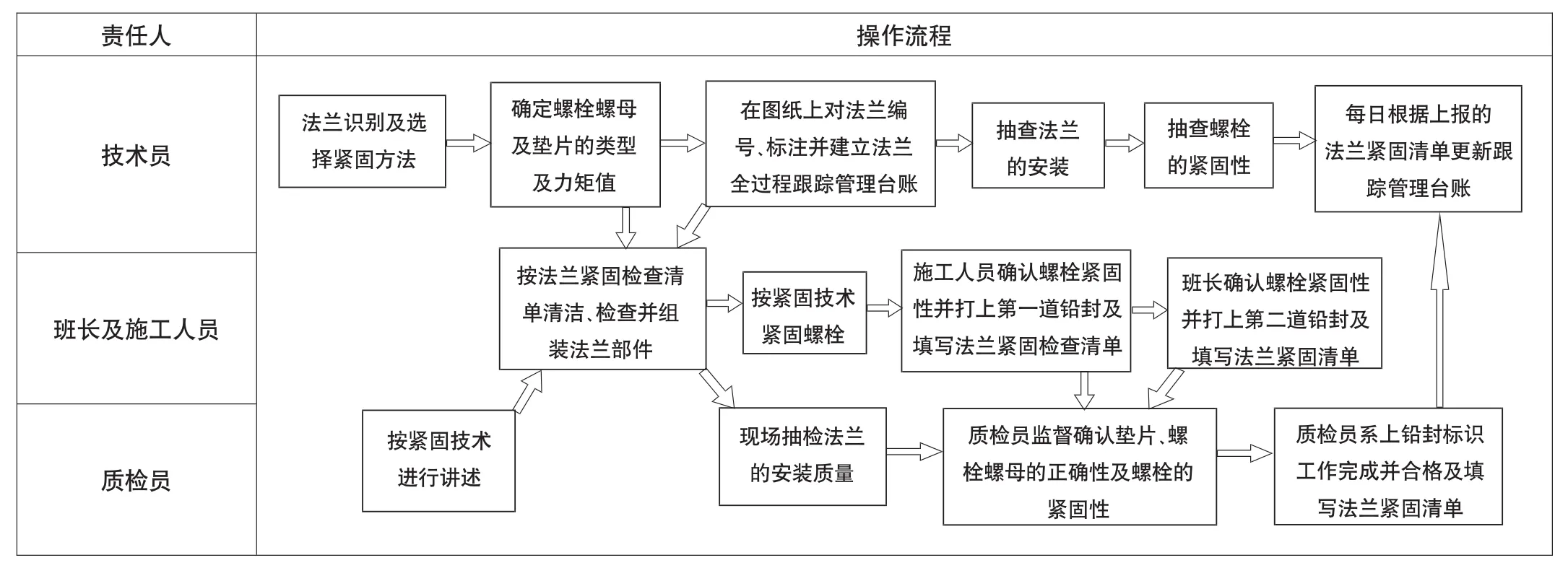
图1 钢制法兰螺栓紧固管理流程
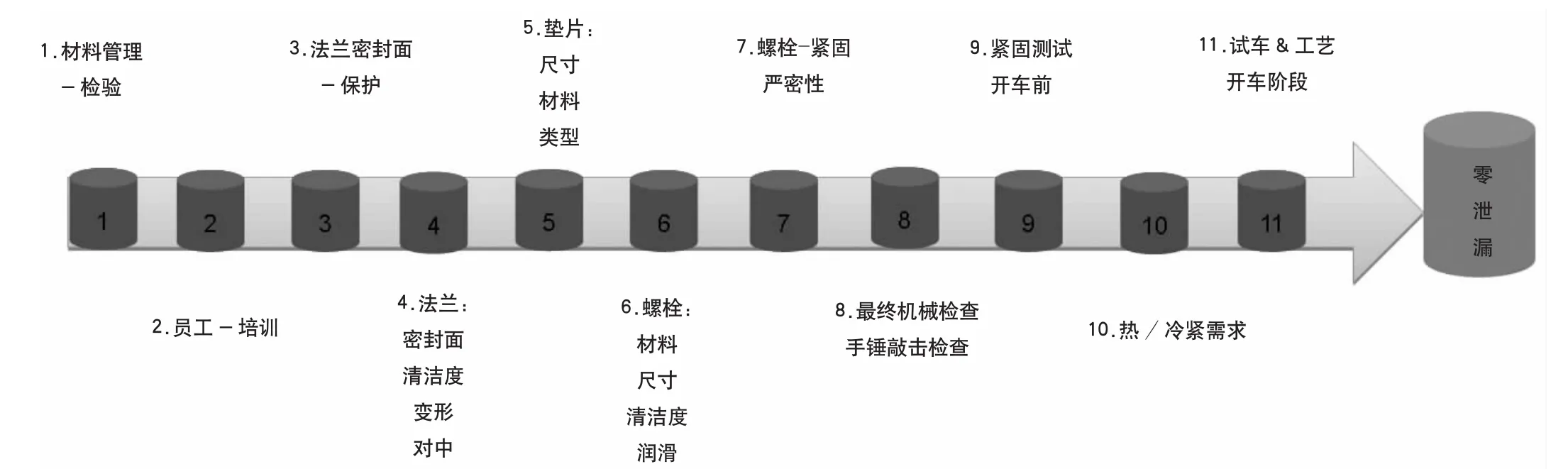
图2 钢制法兰螺栓紧固关键步骤
公称直径>DN600,B-C≤1.75mm/m (凸缘的外缘)。
对于动设备配管法兰,平行度偏差应符合下列条件:
公称直径<DN300,B-C基于OD的值≤0.2 mm;
DN300≤公称直径≤DN300,B-C基于OD的值≤0.3mm;
公称直径>DN600,B-C基于OD的值≤0.5 mm
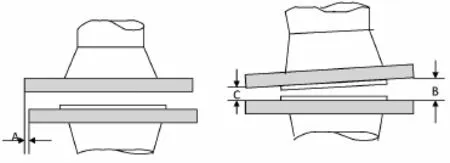
图3 法兰对中要求
3.1.3 选用合适的紧固工具
根据下文3.3所述螺栓紧固方法的选择原则,选择合适的紧固工具,并检查其性能的良好及有效性。
3.1.4 人员准备
进行法兰螺栓紧固作业的人员需经过项目部举行的钢制法兰螺栓紧固技术理论培训和实操培训,并需考试合格。
3.2 螺栓紧固方法
3.2.1 常规紧固方法
在无需使用力矩扳手或螺栓拉伸器紧固螺栓的情况下,可以选用常规紧固方法,即使用梅花扳手或敲击扳手(配合手锤使用)进行紧固。紧固时,主要依靠作业人员的技术熟练程度来保证正确的螺栓载荷,但螺栓载荷值及紧固次数是不可控的,因此也可称为不可控的螺栓紧固方法。
常规紧固方法通常用于普通应用条件下的法兰接头,且螺栓直径不宜超过11/8英寸,并应严格执行螺栓径向十字交叉紧固顺序,在交叉紧固完成后,用100%的螺栓载荷按顺时针或逆时针方向依次紧固每一个螺母做最终检查。当螺栓直径不超过1英寸时,选用梅花扳手紧固;当螺栓直径大于1英寸且不超过11/8英寸时,必须使用敲击扳手紧固。使用敲击扳手时,手锤等级不得超过6磅,以避免敲击时力量过大造成垫片过度压缩进而紧固失效。
3.2.2 用力矩扳手紧固的可控紧固方法
用力矩扳手紧固能获得稳定的力矩值,在螺栓力矩值不超过800Nm时通常使用手动力矩扳手(无力矩放大器),超过800Nm时需使用动力力矩扳手紧固。
若力矩扳手使用不当,则会影响螺栓力矩值。因此使用力矩扳手进行法兰紧固的人员需接受正规的培训,操作要符合下述要求:
(1)力矩扳手在使用前必须经过校准以确保获得正确的力矩值。
(2)螺栓螺母上的螺纹及螺母在法兰上的承载面必须使用螺栓抗咬合剂润滑。
(3)首先用手紧螺母,确保螺母的端面平整地贴合在法兰面上。
(4)参照螺栓径向十字交叉紧固顺序图给螺栓孔编号。
(5)禁止在法兰接头的个别螺栓上用力过大,以防垫片被局部压碎或过度压缩。
(6)根据设计或业主提供的螺栓力矩终值的50%、80%和100%分步紧固螺栓。
(7)使用力矩扳手时,应平稳加力,避免因突然加力造成力矩值的不准确。
(8)当扳手指示达到预先设定的扭矩值时(例如啪嗒声或咔嚓声),则立即停止转动扳手,此时严禁继续加力以避免螺栓过载。
(9)使用完力矩扳手后,将力矩扳手刻度盘上的指针回拨到0的位置,避免扳手内部构件毁坏。
(10)应保持力矩扳手清洁,轻拿轻放,若扳手被摔或敲击,再次使用前必须重新校验。
(11)力矩扳手在使用完成后必须正确存放于专用工具箱内保存。
3.3 选择螺栓紧固方法
3.3.1 普通应用
普通应用条件下,参照表1选择紧固方法。可参照常规紧固方法施工要求或手动力矩扳手的使用要求,或根据螺栓的尺寸与等级要求来实施液压扳手紧固方法。
3.3.2 严格应用
根据工艺的介质特性和现场实际的情况,如高温高压、周期性温度变化、易燃易爆介质、剧毒介质、或在以往生产中曾经发生泄漏的法兰点等严格应用条件下的法兰紧固,则参照表2所示,根据螺栓尺寸和法兰等级选择使用可控制输出力矩值的力矩扳手或液压螺栓拉伸器。

表1 普通应用条件下法兰紧固方法选择

表2 严格应用条件下法兰紧固方法选择
3.4 螺栓紧固
为使接头获得均匀的应力分布,需根据设计或业主提供的螺栓力矩值的50%、80%和100%分阶段紧固。在每个紧固阶段,螺栓要以可控的径向相对顺序进行紧固,具体如下:
(1)按照螺栓紧固顺序图对每个螺栓孔进行顺序编号,如图4所示。

图4 对螺栓孔进行顺序编号
(2) 先在图示中1、2、3、4的位置用4个螺栓将垫片进行定位。对于金属缠绕垫片,需确保垫片中心在凸缘边沿以内。
(3)用手紧固这四个螺栓,接着插入其它螺栓并用手紧使其载荷平衡。确保螺母两端至少露出2个螺纹。
(4)按照螺栓紧固顺序,依次按50%、80%、100%的力矩值进行分步紧固,如下图5、6所示。在用人工扳手进行紧固的情况下,也依次按50%、80%、100%的螺栓载荷进行。
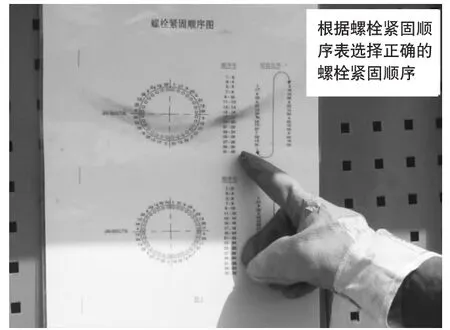
图5 根据螺栓紧固顺序图选择紧固顺序

图6 按力矩值的50%、80%和100%分步顺序紧固螺栓
(5)按100%的力矩值将所有螺栓按顺时针或逆时针方向依次紧固一遍,以平衡荷载,如下图7所示,紧固完成后,作业人员自检合格后打上第一道铅封,班长进行互检合格后打上第二道铅封,并填写法兰紧固检查清单。

图7 以100%力矩值顺时针或逆时针方向顺序逐个检查螺栓
(6)质检员对于用力矩扳手紧固的螺栓应用力矩扳手按100%的力矩值对法兰螺栓紧固性进行检查测试;对于用梅花扳手或敲击扳手紧固的螺栓,应用手锤锤击进行检查测试,通过锤击已紧固螺栓上的螺母,从锤击的声音上判断螺栓是否紧固合格,如果发出空的声音表明螺母没有紧固好,如果发出一种很高的声音(像钟声)表明螺母已完全紧固好。检查合格后打上第三道铅封,并填写法兰紧固检查清单。
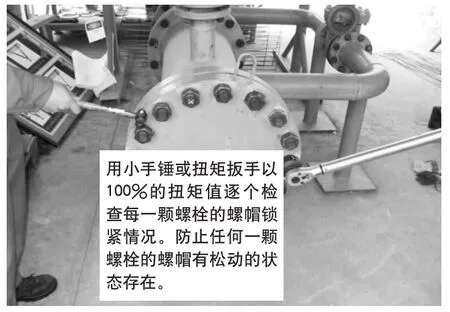
图8 质检员用力矩扳手或手锤检查螺栓的紧固程度
(7)用铅封钳压紧铅封作为合格法兰的标识,完成三道铅封的法兰紧固工作完成。如下图9所示为紧固合格的法兰。

图9 三道铅封—紧固合格的法兰
4 质量控制
4.1 质量保证措施
(1)对紧固的每一片法兰实行三道铅封检查制。依照现场法兰紧固检查表,作业人员检查合格后打上第一道铅封,再由班长进行互检合格后打上第二道铅封,再上报质检员进行100%复检,质检员复检合格后打上第三道铅封。铅封上有检查人的编号,每一道检查都可追溯到责任人。
(2)对每片法兰的紧固状态实行全过程跟踪管理。首先由专业技术员在流程图及单线图上上对每片法兰逐一编号标注,建立如下图10所示法兰紧固全过程跟踪管理台账。将标注法兰编号的图纸下发至相关法兰紧固人员,班组人员紧固完成每一片法兰后,根据图纸上的法兰编号填写法兰紧固检查表,并交于质检员复查。每天将完成三道铅封检验的法兰紧固检查表交于技术员录入法兰紧固全过程跟踪管理台账,做到对每片法兰紧固的自检、互检、专检都有跟踪记录,确保不会遗漏每一片法兰、不会遗漏每一道检查过程,确保法兰紧固的质量,实施可追溯管理。

表3 法兰螺栓紧固质量检查表

图10 法兰紧固全过程跟踪管理台账
4.2 法兰螺栓紧固质量检查表
见表3。
5 结束语
该钢制法兰螺栓紧固技术已在公司承接的中海壳牌2010年、2015年苯乙烯/环氧丙烷装置大检修及中海壳牌高纯环氧乙烷单元技术改造项目中成功运用,法兰安装紧固的质量可靠性得到了业主的高度认可,顺利达到了法兰紧固零泄漏,实现了装置开车零泄漏,实现了无缺陷开车。该钢制法兰螺栓紧固技术顺利达到了法兰紧固零泄漏,实现了无缺陷开车,对其他类似石油化工装置的检修工程、新建工程均能提供良好的借鉴,对提高工程质量具有重要的意义,具有很好的推广价值。
