双进给陶瓷珩磨刀具的应用研究
2018-03-20季思文曹晏墅房金阳
季思文 曹晏墅 房金阳
(北京奔驰汽车有限公司,北京 100176)
缸孔加工是发动机加工中的关键工序,珩磨作为其最终工序,加工时刀具(图1)做回转和上下往复的运动,在加工至目标直径的同时要形成特殊网纹。由于珩磨后的缸孔直接影响发动机磨合及储油效果,其对圆柱度、表面粗糙度(主要指Rk, Rpk, Rvk这3个指标)要求较高。加之本身的复杂性,一直是行业中的加工难点。针对于双进给、陶瓷砂条的珩磨刀具形式,通过多年的应用实践,总结了以下几种问题及解决方式供大家参考。

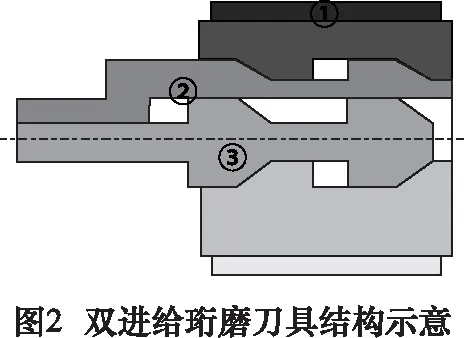
双进给是指一把珩磨刀具具有两个芯轴,先后独立涨开进行半精和精加工(结构如图2),砂条粘结在刀体表面(图2中的③),砂条一般有两种材质,金刚石或陶瓷。金刚石材质硬,颗粒脱落缓慢,寿命较长,在加工前需要规圆(类似于车削的工序用以保证其圆柱度),陶瓷较软,颗粒脱落较快,不需规圆。本文主要阐述后者。本文中涉及的珩磨刀具,结构上为6(半精砂条)+4(精砂条)形式。
1 缸孔表面中间横向纹路
缸孔中部出现没有网纹角的横向纹路(图3),出现此问题的工件往往是连续的,纹路致密,或浅或深。
珩磨时,刀具从上换向点运动至下换向点,然后静止一段时间,一般为0.1~0.6 s(称之为下换向延时),有利于缸孔形成上大下小具有微小锥度的缸孔形状。分析横纹的出现发生在下换向延时期间,故验证减小延时时间,横纹消失。

如此一来,便容易导致下缸孔直径偏小,可调整上换向点位置使上部加工尺寸减小,然后再增大缸孔直径补偿值(结束值校正值)。
2 缸孔表面轴向亮暗相间的纹路
换刀后的前几个工件有时会发生图4所示的现象,即缸孔表面出现轴向方向的亮暗相间的条纹,珩磨若干件后逐渐消失。

如上所述,陶瓷材料较软,砂条粘结在刀体上之后,完全靠加工进行修型,砂条厂家一般不标注直线度公差。在应用中发现,当刀具圆周方向上的若干砂条圆柱度超出一定范围时,换刀后的首件或开始若干件由于砂条的贴合度不均会出现上述问题。所以对于陶瓷类珩磨刀具,虽不需要规圆,但同样需要根据各厂家的实际情况对其圆柱度进行控制,必要时可进行打磨或预珩磨。
3 “珩磨不动”的问题
本文所指的“珩磨不动”是指在换上刀具之后,按照步骤将珩磨压力增大到极限值,缸孔直径无变化的一种现象。此问题只发生在珩磨采用单一转向加工时。
在多年的应用过程中,试验过国内外不同厂家的多种型号砂条,这种问题都有发生。主要原因在于珩磨砂条的修锐靠单方向不能100%地顺利进行。
修锐就是将砂条表面的结合剂去除,露出图5中黑色颗粒所示的磨料。
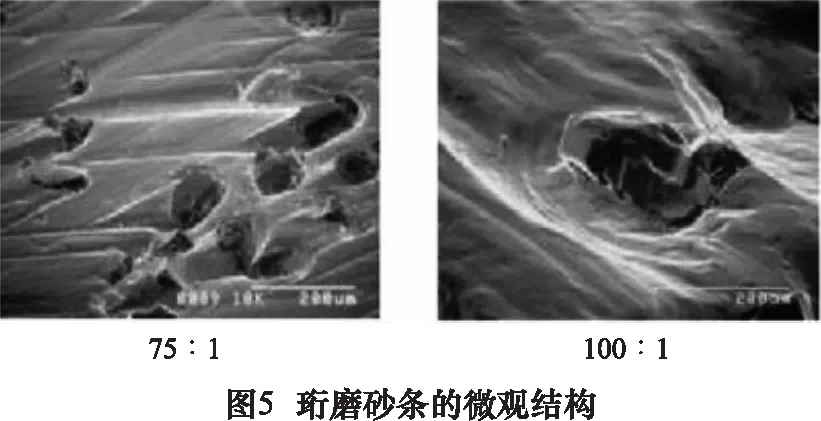
加工中如果采用珩磨一件换向一次的方式,那么砂条的修锐更顺畅,但同时面临修锐速度过快导致的刀具寿命低的问题。所以,“珩磨不动”可以通过换向加工解决,但需考虑寿命问题,如要兼顾,则可以考虑在保证质量要求的前提下采用颗粒度较大的砂条。
4 缸孔表面的划伤
缸孔表面的划伤是珩磨中普遍存在的问题,如图6所示。主要考虑两个原因,一是珩磨砂条中存在的难以脱落的大颗粒,二是珩磨油中存在的硬质颗粒(如图7所示)。

对于珩磨砂条内存在的大颗粒,由于不同品牌的珩磨砂条制作工艺以及质量控制有所区别,可以通过尝试不同品牌的砂条进行改善。
珩磨油的监控除了杂质总量的监测以外,很有必要进行杂质颗粒度的分布监测,选用合适规格的滤纸等。造成如6图所示划伤的颗粒最大直径应该在50 μm以上。

5 总结
珩磨的应用对提高发动机使用寿命乃至经济性、动力性有着极其重要的意义,特别是对解决发动机早磨和机油耗量高等问题起着至关重要的作用。本文总结的几种问题,希望能给同行解决珩磨质量问题提供借鉴。
[1]宋凤敏,赵玉祥,高罗辉,等.汽车发动机珩磨缸孔形状精度分析与控制[J].机械设计与研究,2013,29(6):63-65.
[2]张云电.现代珩磨技术[M].北京:科学出版社,2007:7-36.
[3]张树礼.汽车发动机缸体缸孔精加工技术[J].金属加工:冷加工,2011(2):16-18
[4]任光怡.缸孔珩磨工艺及常见问题解决[J].工具技术,2007,41(2):76-80
