机器人滑台在汽车前轴锻造生产线的应用*
2018-03-20吴何畏郑元一高成慧刘亚丽
吴何畏 郑元一② 高成慧 刘亚丽
(①湖北文理学院机械与汽车工程学院, 湖北 襄阳 441053;②湖北三环车桥有限公司,湖北 襄阳 441700)
汽车前轴形状复杂,承受冲击性负荷,因此对其强度、刚度及疲劳寿命要求较高,其质量直接影响到汽车传动系统的稳定性和负荷运行时的安全性。一般载货汽车和大型客车的前轴都必须采用锻造成型,以保证零件的强度要求和疲劳寿命指标。
三环车桥采用精密辊锻-整体模锻工艺[1]生产前轴,具体工序(如图1)为:
(1)被切割好的圆钢投入中频感应电炉中加热,温度达到1 150 ℃~1 250 ℃后出炉。
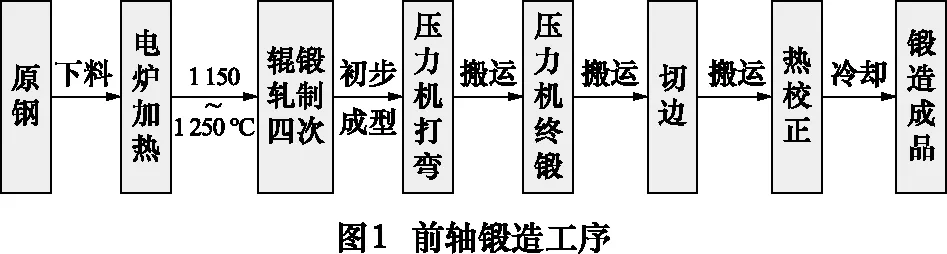
(2)加热好的圆钢在辊锻机上轧制4次,初步成型。
(3)辊锻成型的工件由液压机械手搬运到摩擦压力机上,在打弯模具上打弯。
(4)打弯完毕的工件由人力或者机器人放入终锻模具中模锻成型。
(5)工件由电动葫芦或者滑台搬运至切边机中去除飞边。
(6)锻件经过热校正完成锻造工序,经过码放和冷却后得到锻造成品。
1 总体设计方案
按照生产工艺要求,高温大质量锻件在关键工位之间需要多次搬运,现场人员使用电葫芦作业,效率和安全性很低,拟在前后级工序之间使用机器人进行搬运,但由于材料的特殊性,存在如下问题:
毛坯长度为1 500~1 800 mm,考虑到工件搬运中的回转距离、机器人本体与模具之间的安全距离,机器人作业半径至少需要3 200 mm;毛坯质量为110~130 kg,液压爪钳质量为50 kg,市面上能承载180 kg工作负载的机器人作业半径为2 400~2 800 mm,因此常规固定座机器人的作业半径不足,需要用滑台来实现机器人的移动[2]。
另外,工件从终锻模具搬运到切边模具时,滑台需要移动3 000 mm,切边模具比工件本体大6~8 mm,如果搬运过程中的位置误差>6 mm,工件将无法放入切边模具中。
1.1 机器人选型
机器人应满足作业半径、工作载荷的设计要求,同时应满足通讯协议和数据传输的开放性的需求。选用KR 360-2F型号的机器人,该机器人重量为2 385 kg,最大负载360 kg,作业半径2 826 mm。
1.2 控制及驱动选型
驱动系统的控制对象总重3 600 kg,要求原动机调速范围大、机械特性硬度高,设计时考虑了交流变频和交流伺服两种闭环控制方案,伺服系统有极高的运动控制精度,但成本较高,予以排除,选用了交流变频的控制方案。西门子PLC输出连续脉冲给变频器,电动机上增加编码器实现位置反馈,能够保证运动精度的设计要求。
通讯方面,选用PROFIBUS作为现场总线,机器人加装PROFUBUS DP通讯卡CP5614,S7-200则扩展通讯模块EM277以实现与机器人的通讯,扩展定位模块EM253以实现滑台运动的精确控制,扩展数字量模块EM221以实现与锻压机和切边机的欧姆龙PLC信号传递[3]。电气系统结构如图2所示。

2 驱动系统设计
根据负载、功率、运动速度和运动精度来对电动机和传动系统进行选择。
2.1 电动机选型
滑台总重3 600 kg,设计采用车轮支持滑台,钢质车轮与钢轨之间的滚动摩擦系数为0.05~0.07,最大静摩擦系数为0.1~0.15,那么需要驱动系统的输出力至少为5 300 N(计算过程略)。工件搬运时滑台有3 000 mm移动距离,为提高效率,设计有加、减速周期,其最大运动速度以0.8 m/s为宜,减速器输出功率4.23 kW,减速器传动效率为0.95~0.98,选用7.5 kW电动机和三菱A700变频器[4]。变频器设置为矢量控制模式,加装FR-A7AP接收编码器脉冲反馈,与PLG电动机配合使用,可实现与伺服电动机类似高响应、高精度的速度控制、转矩控制、位置控制。
2.2 传动设计
滑台要求传动系统承载力大、精度高、距离较长,设计选择齿轮-齿条传动,现场环境粉尘极多,若齿轮和齿条垂直放置容易积累粉尘,影响传动,齿轮和齿条设计为水平安装,齿轮选择分度圆直径为254 mm,分度圆周长为800 mm。
2.3 减速器选型
减速器的选择兼顾转矩与速度。四极变频电动机的额定转速为1 430 r/min,滑台移动速度为(19.04/i) m/s,要求其减速比i不能大于23,否则其最大速度达不到0.8 m/s;同时,齿轮处力矩至少为622 N·m ,7.5 kW电动机输出转矩为50.1 N·m,减速比i至少要大于13。综合考虑,选用减速比为20的减速器比较合适。至于减速器安装类型,电动机需要水平放置于滑台基座上,但因为齿轮关系输出轴需垂直于水平面,所以减速器输入轴与输出轴需成直角,同时为防止粉尘落入,安装方式选择法兰盘固定[5],那么减速器的类型为减速比20、法兰盘安装的直角减速器。
2.4 电子齿轮设定
即是设定电动机编码器反馈脉冲与指令脉冲的比值[6],其计算公式如下:
(1)
式中:Δl为脉冲当量,相对于PLC每一脉冲信号滑台的位移量,mm/脉冲;Δs为电动机每转一圈滑台的位移量,mm/r;Pf为PLG 4倍频后编码器脉冲数,脉冲/r;Pr.420/Pr.421为电子齿轮比。
已知减速机减速比为20,输出轴齿轮分度圆周长为800 mm,则Δs=40 mm/r;编码器分辨率为1 024脉冲/r,4倍频后Pf=4 096脉冲/r;滑台运动速度与脉冲当量的关系为v=Δl×f,滑台最大移动速度为800 mm/s,变频器输入最高脉冲频率100 kHz,Δl=0.008 mm/脉冲,考虑到计算方便,设为0.01 mm/脉冲。
则电子齿轮比为128:125,即Pr.420=128,Pr.421=125。
3 控制系统设计
PROFIBUS-DP是主从通讯,通讯时主站周期性发出请求来读写从站的数据[7],从站只需根据请求进行响应即可。S7-200作为DP从站将相应的数据处理后放入通讯缓冲区。KR-360 I/O与S7-200地址对应如表1所示。
3.1 通讯组态
定位模块EM253在运行前需要经过原点校准,为保证滑台重复定位精度,安装接近开关作原点,模锻位和切边位与原点的距离是经过测量和调试的定值,确保机器人能到达指定位置。PLC开机后首先回原点校准,然后根据设定的距离发出相应的脉冲,变频器根据脉冲驱动电动机,编码器实现位置反馈,移动到位后电动机停转同时制动器抱紧。
表1 机器人与PLC地址对应表

机器人输出PLC地址注释机器人输入PLC地址注释GripperoffV2000夹钳放松AutoV2640自动模式top1V2001去锻压位置atp1V2641在锻压位置top2V2002去切边位置atp2V2642在切边位置stopp1V2003禁止锻压打击ReadyV2643准备就绪p1injoutV2004锻压顶杆顶出ButtonwasteV2645按钮:机器人甩料p1injbackV2005锻压顶杆收回ButtonstepV2644按钮:机器人单步stopp2V2006禁止切边打击ButtonpauseV2646按钮:机器人暂停Res-1V2007备用1P1topV2647锻压滑块已上升到位Res-2V2010备用2p1injoutV2650顶杆已顶出Res-3V2011备用3p1injbackV2651顶杆已收回P2topV2652切边滑块已上升到位GripperoffV2000夹钳放松AutoV2640自动模式top1V2001去锻压位置atp1V2641在锻压位置top2V2002去切边位置atp2V2642在切边位置stopp1V2003禁止锻压打击ReadyV2643准备就绪p1injoutV2004锻压顶杆顶出ButtonwasteV2645按钮:机器人甩料p1injbackV2005锻压顶杆收回ButtonstepV2644按钮:机器人单步
为保证安全,在模锻位和切边位各设计一个接近开关;为防止滑台脱轨,在两端极限位置各设计一个接近开关。由于锻压机和切边机的欧姆龙PLC与S7-200距离较远且现场振动大,为保证数据传输的可靠性,链路中增加中间继电器。S7-200的I/O分配如表2所示。
表2 S7-200 I/O分配表

PLC输入名称元件PLC输出名称元件I00导轨正向运动按钮SB1Q00钳夹紧中继KA0I01导轨反向运动按钮SB2Q01制动器脱开中继KA1I02夹钳夹紧按钮SB3Q02备用中继KA2I03夹钳松开按钮SB4Q03变频器故障指示灯L1I04急停按钮SB5Q04已回零位指示灯L2I05备用Q05已到切边位指示灯L3I06备用Q06已到模锻位指示灯L4I07自动方式I10手动方式选择开关SA0Q07备用Q10终锻顶杆收回中继KA3I11备用Q11禁止锻造打击中继KA4I12回零点按钮SB6Q12终锻顶杆顶出中继KA5I13手动去模锻位按钮SB7Q13备用I14手动去切边位按钮SB8Q14禁止切边打击中继KA6I15已上使能变频器端子RUNQ15备用I16定位完成变频器端子SUQ16已上使能指示灯L5I17故障变频器端子A1Q17定位完成指示灯L6I20机器人启动按钮SB9I21备用按钮SB10I22使能接通按钮SB11I23使能断开按钮SB12I24在模锻位接近开关SQ2I25在切边位接近开关SQ4I26零点接近开关SQ3I27备用
3.2 程序设计
S7-200程序设计实现通讯、设备控制和运动控制3方面功能,其中运动控制是关键程序,其主程序如图3所示。
启动前对模锻位、切边位和运行速度进行预设,经测量和调试,预设初始速度VD100为800.0 mm/s,模锻位VD112为248.3 mm,切边位VD116为-1 425.5 mm。
具体1程序步如下:
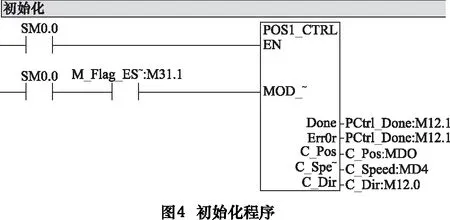
(1)初始化程序段:急停按钮为常闭开关,在急停按钮位按下时M31.1为ON,标志正常状态。在未急停情况下,自动装载已经在向导中配置好的运动控制参数,使能并初始化EM253。初始化程序如图4所示。

(2)回原点程序段:在自动运动之前,先要回原点校准,在还未校准(M30.1为ON)并且移动安全的情况下允许回原点;当滑台没有移动,在手动模式下按下回原点按钮,则滑台按照向导预设的运动回原点,原点若找到则M12.2置位,若出错则MB11不为0。回原点程序如图5所示。

(3)运动到模锻位:在已回原点校准并且运动安全的情况下,允许自动运行;手动模式下按下移动到模锻位按钮,或者自动模式下机器人发出到模锻位信号
时,滑台移动到模锻位,其移动的距离和速度由VD120和VD0预设。模锻位程序如图6所示。

(4)运动到切边位:在已回原点校准并且运动安全的情况下,允许自动运行;手动模式下按下移动到切边位按钮,或者自动模式下机器人发出到切边位信号时,滑台移动到切边位,其移动的距离和速度由VD124和VD0预设。切边位程序如图7所示。

4 结语
该设计利用滑台实现了锻件搬运中的精确定位,有效解决了机器人抓取力臂不够的问题,提升了锻造生产线的自动化水平,减轻了作业人员的劳动强度,提高了生产效率和产品质量,同时对其他企业的生产线自动化改造有一定的借鉴意义。
[1] 蒋鹏.汽车前轴锻造工艺[J].金属加工:热加工,2008(5):28-29.
[2] 荣云李,支茂,谌永祥. 铆接机钣金件铆接的自动送板装置的设计[J]. 制造技术与机床,2016(4):90-94.
[3]西门子公司.西门子S7-200系统手册[Z].德国: Simens AG Industry,2007.
[4] 三菱公司.三菱变频调速器A700使用手册[Z].上海: 三菱电机自动化(中国)有限公司,2008.
[5]姚瑶,苗维新.龙门镗铣床角度铣头的设计[J]. 制造技术与机床,2014(7):84-86.
[6]刘江.配置不同类型位置检测装置FANUC-0iC数控系统的调试[J]. 制造技术与机床,2008(3):150-152.
[7] 岳秋琴,熊清平.基于PROFIBUS-DP的计算机数控系统[J]. 制造技术与机床,2003(8):102-104.
