三坐标测量在零件安装波动中的应用
2018-03-20叶领升陈细勇吕宁
叶领升,陈细勇,吕宁
(广汽本田汽车有限公司技术部 产品技术科,广东 广州 510700)
引言
随着汽车制造业的蓬勃发展,消费者对汽车要求日益提高,外观配合的好坏直接影响消费者的第一印象,为了不断提高车身外观品质,满足顾客需求,便携式关节臂三坐标测量机凭借其灵活应用的特点及不俗的精度,在行业中的应用越来越普及。本文将结合便携式三坐标测量机在整车测量使用“蛙跳”点坐标转移的理论分析,对“蛙跳”点的功能进行研究并优化,扩大便携式关节臂三坐标测量机在整车检证中的应用,达到优化整车检证的目的。
1 整车坐标系的建立
整车坐标系是整车上每个构成零件唯一坐标系,如图1:
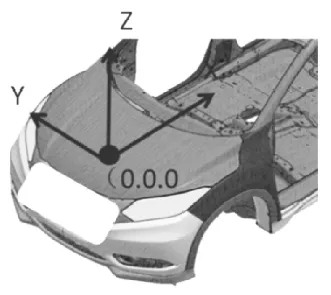
图1 整车坐标系示意图
由于零件均在整车坐标系下,确认实物零件精度是否在设计公差内时,可以以三坐标在整车坐标系下对该零件进行尺寸测量。
三坐标测量机自身有坐标系,三坐标测头在每个位置所测量的坐标值均以初始坐标原点为坐标系,通过运算计算出侧头位置。如图2:

图2 三坐标测量机坐标系示意图
由于整车坐标系与三坐标测量机坐标系为不同坐标系,在进行零件测量时就必须先建立统一坐标系,可理解为整车坐标系与三坐标测量机坐标系合并。如图 3,三坐标测量机的坐标系(X’,Y’,Z’)重合至整车坐标(X,Y,Z)。

图3 整车坐标系建立后示意图
三坐标坐标系与零件坐标系重合[1],测头测量的位置就是在整车坐标系下相对应的数据,利用测量的数据与零件的设计值进行对比,即可计算出零件实际状态与理论状态下的偏差。
2 “蛙跳”的原理
由于便携式三坐标测量机本身存在测量行程的限制,而整车空间尺寸一般较大,便携式三坐标测量机难以在同一坐标下将较大的范围一次测量完毕(如整个前围的所有配合零件)。使用“蛙跳”的方式可以,即在移动三坐标测量机的情况下也能保证在同一坐标系下完成测量。
下面讲解“蛙跳”的原理。“蛙跳”的原理如图4所示:

图4 “蛙跳”点坐标转移示意图
三坐标测量机在位置1时,三坐标测量机测量整车基准点并建立坐标系,测量三个蛙跳球A、B、C的坐标值a、b、c。并测量该部位需测量的要素;移动三坐标至位置2,保证在该位置下能测到相同的三个蛙跳点),在位置2处以三个蛙跳点(a,b,c作为坐标点)建立坐标系②,测量①坐标系下未能测量的要素;通过蛙跳点能将①②所测量的要素整合至同一坐标系下,实现较大范围的零件在同一整车坐标系下进行测量分析。
常用“蛙跳”点分球头“蛙跳”点与凹槽“蛙跳”点实物图5:

图5 “蛙跳”点示意图
球头“蛙跳”点:精度高,常用于精度需求非常高的场合,如三坐标测量机的自身精度点检等。由于体型较大,价格昂贵,一般检证较少使用。
凹槽“蛙跳”点:精度相对于球头“蛙跳”点稍差,但能满足对于整车或零件测量精度测量用,优点是价格低廉,体积小,便于一般测量使用。
从上述对“蛙跳”的理论分析得知,通过合理的布置蛙跳点,实施有效的坐标转移,可达到在同一坐标系下延伸三坐标测量机的测量范围,提高三坐标测量机在整车检证中的应用。
3 “蛙跳”功能在零件安装波动中的检证作用
3.1 “蛙跳”零件安装波动检证的理论分析
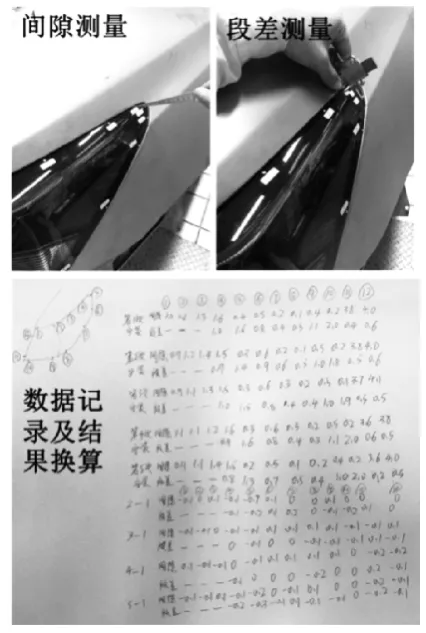
图6 使用间隙尺、段差计测量
零件在完成车上的精度不仅仅受零件本身精度的影响,同时受到安装本体定位/安装孔的精度、对手件配合位置的精度、安装手法精度波动等影响。对于零件本身精度可通过零件检具进行确认,安装本体的定位/安装孔及配合位置的精度可通过三坐标精度测量确认。而零件安装波动,如尾灯安装后外部周边的配合位置精度的波动,由于外形通常为曲面,使用三坐标测量机一般的扫描外观面难以判断具体的偏移方向。过往做法是使用测量工具(如:段差计、间隙尺等),在每次安装后测量标定点的数值。重复安装一定次数后对比每次安装后的测量数据,由此得出安装波动的精度波动量。如图6。
上述方式人工测量偏差较大,录入数据量大,容易出错。
通过对“蛙跳”点坐标转移的理论分析,“蛙跳”点理论上在检证零件安装波动是可行的,如使用三坐标测量机实现零件安装波动检证,那么就可以降低人工测量偏差及录入数据容易出错的问题。下面对“蛙跳”点在零件安装中的波动检证的原理及应用进行说明。
“蛙跳”在零件安装中的波动原理如图 7。在零件上布置“蛙跳”点1~6(“蛙跳”点的布置于零件检证相关)。因“蛙跳”点固定在零件本体,即零件在非内部变形状态下,“蛙跳”点相对于零件本体位置是固定不变的(例:“蛙跳”点1相对零件位置(a,b),与零件整体位置偏移后“蛙跳”点 1’相对零件本体位置(a’,b’)是相同的)。凭借“蛙跳”点在零件中相对位置固定不变,可以测量零件在每次安装中(一般零件的安装不会导致零件本次精度的变化)“蛙跳”点的尺寸,通过测量软件换算即可得出两次安装中的(X,Y,Z)的精确变化量。
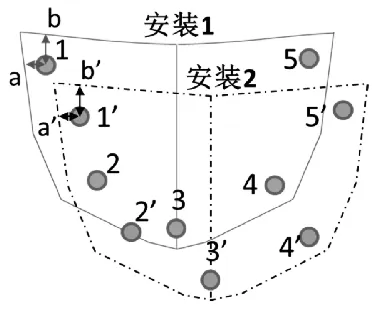
图7 “蛙跳”点在零件安装波动中的原理图
1~6点变化量:(X- X’,Y- Y’,Z- Z’),而空间变化量(安装1与安装2每点的空间最紧距离)测量软件也可以显示。
3.2 “蛙跳”在零件安装波动检证中的应用
零件安装波动检证流程如下流程图:
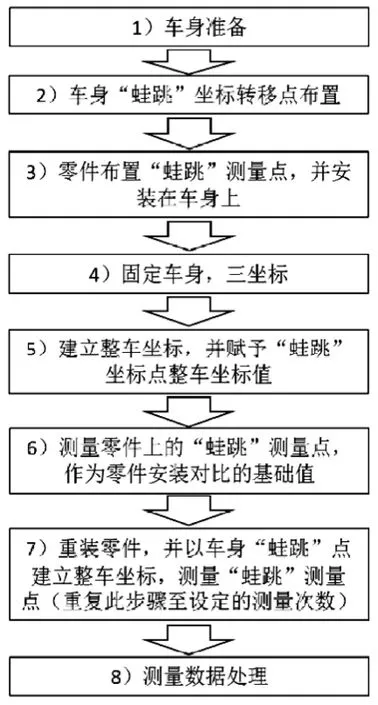
图8 流程图
以尾灯安装为例,说明使用三坐标测量完成波动量数据检证:
(1)按安装零件的属性,安装波动可准备焊装的白车身、涂装后的白车身或完成车。
(2)为方便每次零件安装后坐标建立的便利性,将“蛙跳”点布置与被测零件的周边,在初次建立整车坐标后通过“蛙跳”点的坐标转移,免除每次零件安装后都重复进行整车坐标的建立(整车坐标取坐标建立点范围较大,测量难度较大)。如图9:
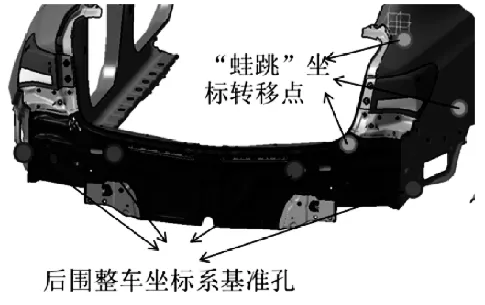
图9 坐标点示意图
(3)在尾灯周边布置“蛙跳”点(布置点反映尾灯周边配合重要位置),如图10:

图10 “蛙跳”测量点示意图
(4)确保车身与三坐标固定稳固,两者相对位置不变。如图11:

图11 车身与三坐标放置示意图
(5)以后围整车坐标系基准孔建立坐标,然后点测“蛙跳”坐标转移点,并将“蛙跳”坐标转移点的测量值设置成名义值,作为下次测量的整车坐标系的坐标基准孔。如图12:

图12 整车坐标系建立示意图
(6)测量尾灯周边的“蛙跳”测量点,并将测量值设定为名义值,该测量文档作为后续安装的基准。如图13:

图13 “蛙跳”测量点处理示意图
(7)尾灯拆解后,重复安装尾灯。以步骤6)建立的基准文档中的“蛙跳”点基准坐标建立整车坐标系,然后以尾灯上的“蛙跳”点的名义值基准定义测量值,测量本次尾灯安装后的数值。测量软件通过运算,直接显示次安装与第一次安装的变化量。如图14
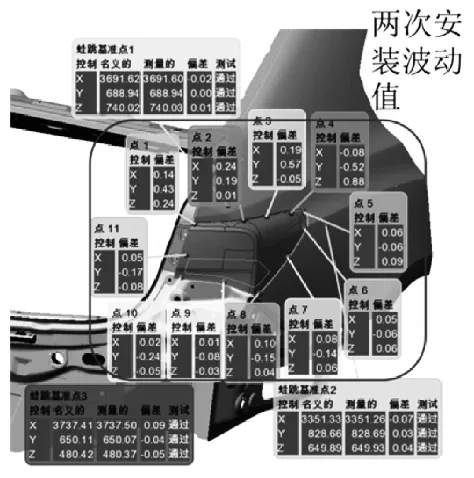
图14 零件波动测量结果图
重复多次安装尾灯,并以步骤 7)测量每次安装后的数值与第一次安装的数值对比。
(8)将多次安装波动的数值导出,生成变化量图表 X方向变化量:
X方向变化量:

Y方向变化量:

Z方向变化量:
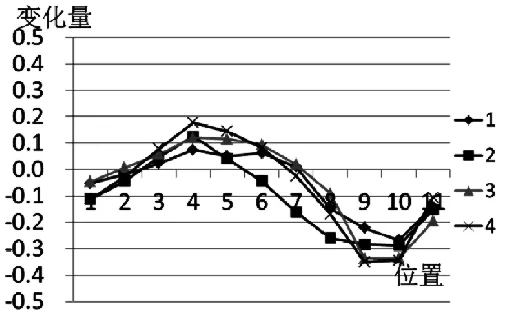
图15 零件安装波动量数据分析图表
从变化量图标数据能直观看出,(X,Y,Z)方向尾灯安装波动量处于较好的水准,波动量MAX为Z方向的第9,10点,在0.4mm以内,可判断该车型尾灯安装稳定性满足设计要求。同时数据也能体现出尾灯安装后波动的趋势,针对每个波动点的趋势,可使零件或对应的车身往有利方向配合改修,使外观配合跟接近规格中值,往高品质目标靠近。
4 小结
本文应用便携式三坐标测量机的测量特性,通过理论分析“蛙跳”点坐标转移的使用特性,并通过展开应用,将“蛙跳”点从坐标转移的单一功能延伸至测量零件的波动量的检证中。本文仅以尾灯安装波动为例子说明,“蛙跳”点测量零件的变化量同时可适用于“发罩/尾盖安装稳定性”,“尾盖/发罩受力检证”,“前杠下沉量检证”等相关的安装波动或受力变形检证中。对比传统的使用间隙尺/段差计等人手逐以测量,“蛙跳”点测量能体现(X,Y,Z)三方向精准的测量。“蛙跳”点测量在完成车检证中将会越来越普及。
[1] 李明,费丽娜.几何坐标测量应用技术及应用.2012年11月出版.
