电加热废轮胎无氧裂解再生利用技术
2018-03-18张丙模
张丙模
(山西省化工设计院,山西 太原 030024)
随着汽车工业的飞速发展,一个新的问题摆在我们面前容不得半点忽视,那就是对废旧轮胎的管理与处理。由于橡胶不易腐化,废旧制品与日俱增,已成为环境卫生的一大公害,我国橡胶资源十分匮乏,废旧轮胎具有很强的抗热、抗机械和抗降解性,数十年不会自然消解,如果丢弃在自然环境中,不仅占用土地,浪费资源,会形成一种新的"黑色污染";本文介绍了由我院转化的某公司的技术工程实例。
1 裂解原理
裂解方程式:
(-CH2-CH2-)n→n[C+H2+CH4+C2H6+C3H8+C4H10+C5H12+C6H14+C11H24+C12H26+…C20H42+…]
说明:其中C5H12~C11H24为汽油馏分,C12H26~C20H42为柴油馏分。
干馏反应可以用下面的通式表示:
气体(H2、CH4、CO、CO2)+有机液体(有机酸、芳烃、焦油)+固体(炭黑、炉渣)。 干馏本身是一个复杂且同时发生多种化学反应的过程。反应过程中将出现有机大分子的裂解反应、有机分 子的异构反应和去氧去氮过程。以上是对干馏过程的一般性描述,它们并不能确切表明在裂解过程中发生的化学反应,因为在固体废物中,绝大部分炭不是自由状态存在的。另外,干馏产物在干馏过程中还要发生一系列二次反应。
反应在逐步加温,轮胎中水分逐步以水蒸汽方式蒸发出来,当温度达到 200℃以上时,就有油气产生,刚开始主要是轻组分被热解出来,加温到 450℃左右,进行热裂解,重组分被热裂解,分离出炭黑。
2 电加热废轮胎无氧裂解再生利用技术
本技术是利用废旧轮胎中有机物的热不稳定性,在无氧或缺氧的条件下,感应圈套在裂解炉的外面,使感应圈中产生的高密度的磁力线,切割裂解炉金属钢板,产生大的涡流,利用电磁感应原理加热裂解炉,快速产生热量,加热裂解炉内的固体垃圾原料,完成固体垃圾裂解,经冷凝后形成各种气体、液体和固体,从中提取燃料油、炭黑和燃料气的过程。
2.1 功能单元
本技术分为四个单元:裂解、冷却分离、出渣、不凝气发电。
裂解单元:废旧轮胎在裂解炉内无氧、微负压等条件下,有机物分子链开始断裂,产生出含有甲烷、一氧化碳、氢气、裂解油、水蒸汽等混合气体,其余转化为残炭和钢丝。
冷却分离:经裂解产生的可燃气,经过立式和卧式两级冷却分离净化处理后,产出不凝气和燃料油。
出渣:裂解完成后,炉内胆反转由螺旋出料机送至出料口,后系统有风机抽出炭黑。
不凝气发电:冷却分离出的不凝气送至燃气发电机组发电自用。
2.2 工艺流程
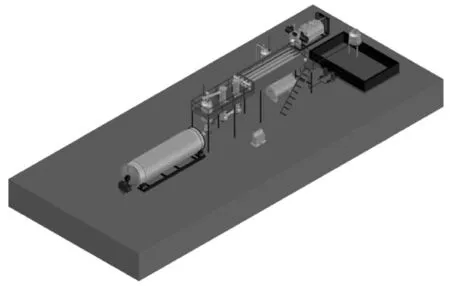
图1 工艺流程图
废轮胎送入负压热解炉中,一次性装填完毕后封紧进料门,逐步加温,轮胎中水分逐步以水蒸汽方式蒸发出来,当反应釜内温度达到 200℃以上时,就有油气产生,刚开始主要是轻组分被热解出来,加温到 450℃左右,进行热裂解,重组分被热裂解,分离出炭黑。每台设备裂解时间约为9h。 进入热裂解炉的废旧轮胎在微负压状态下用感应式电加热系统自动加热进行热裂解,其中立体网状结构、大分子的橡胶裂解成小分子量的低烃分子,经冷凝转化为燃料油。C5以下的不凝气以气体形态存在,经回收后可进入燃气发电装置进行发电;混合固体材料为炭黑和废钢丝。当裂解炉内的物料裂解结束后停止加温并开始降温,炭黑由管道收集到收集罐,炭黑收集结束后设在收集罐后的水环密闭真空系统(冷凝器)开始工作,将系统内的残存气体大部分抽出,可降凝的变为液体进入油品处理系统,不可降凝的气体引入不凝气燃烧系统供给另一条生产线或临时贮存在不凝气缓冲罐内。抽完残余气体后炉内气温达 200 ℃左右时打开渣口,由螺旋出料机出渣,分离出钢丝,废钢丝打包入库;收集的炭黑进一步粉碎在400~1500目以下,进入炭黑造粒系统和炭黑活化系统生产活性炭。出料和打包工序确保密闭,不产生污染物无组织排放。工艺流程见图1。
2.2 主要设备设计
卧式旋转裂解炉:Ф2500X9500,壳体、感应线圈和转到设备组成,壳体有筒体和前后封头组成,筒体内侧有螺旋桨叶,封头和筒体有法兰连接,一侧封头设有出气筒,另一侧封头为装料口,转到设备通过齿轮与筒体连接,可实现正反转,感应线圈套在筒体外侧。
(1)固相:常温下装料完成后,开始升温,待裂解完成后,转动设备改为反转,炭黑向出料口侧输送,完成出料。
(2)气相:升温到200℃左右,气体开始产生,冷却分离系统保持微负压状态,裂解气连续经出气筒输出。
(3)温度:电控柜控制炉体加热速率,可以根据不同的橡胶原料来调节。
(4)设备结构简单,便于维修,使用寿命长,见表1。
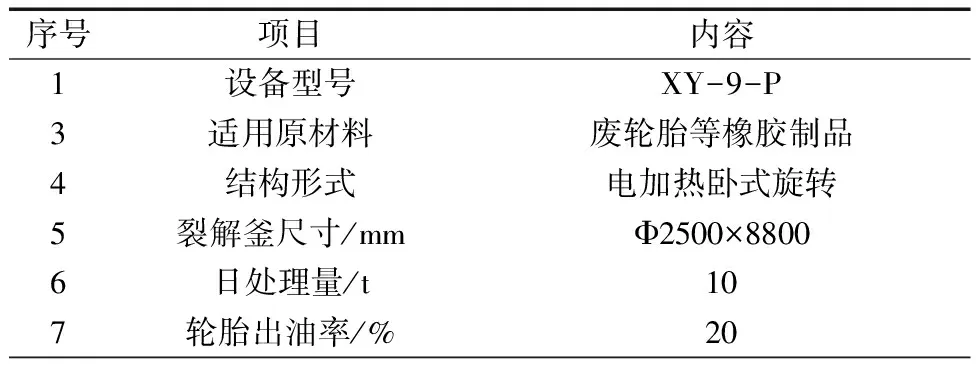
表1 设备技术参数
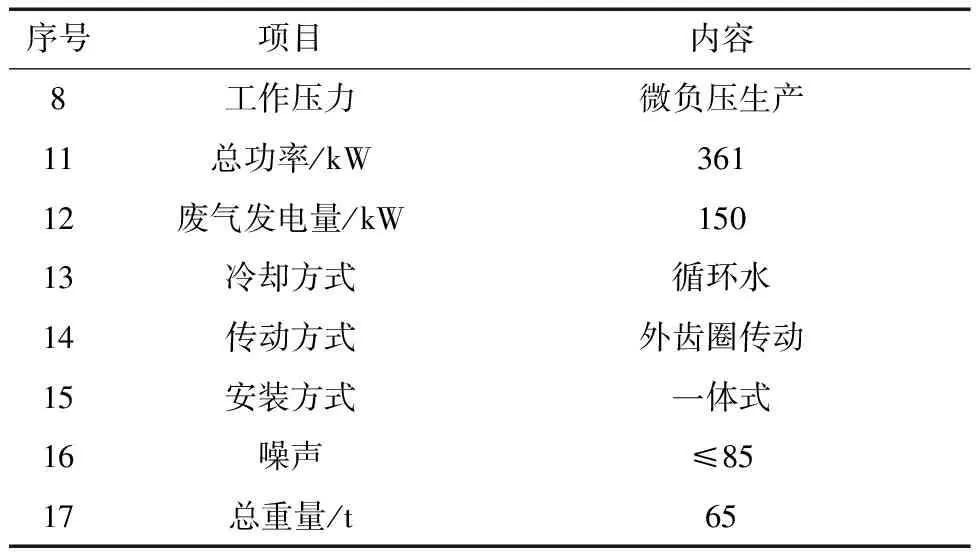
表1(续)
3 结论
(1)本技术提供了一种废物再利用有效解决途径,将废旧橡胶的污染问题解决掉,实现了“变废为宝”。
(2)装置开车后,连续运行一个月,出油率和油品质量均达标。后续产品炭黑及钢丝也可以再加工,经济效益显著。
(3)该技术核心设备操作方便、平稳、自动化程度高,达到了国际先进水平。
(4)该技术符合国家环保政策的要求。