硫磺装置尾气急冷塔堵塞原因分析和控制措施
2018-03-18孙超
孙 超
(中海油气(泰州)石化有限公司调度,江苏 泰州 225321)
1 概述
中国石化海南炼油化工有限公司的8万t/a硫磺回收及尾气处理装置由山东三维石化工程股份有限公司设计,于2006年10月建成投产。装置采用中石化自主开发SSR无在线炉硫回收工艺,设计硫磺产量8万t/a,配套8万t/a硫磺回收尾气净化处理装置,以溶剂再生装置来清洁酸性气和酸性水汽提装置来含氨酸性气为原料。制硫部分采用改良二级克劳斯工艺,一级反应器入口温度采用高温掺合阀加热,二级反应器入口温度采用气/气换热,制硫炉采用强力烧氨火嘴,在大于1250℃的温度下将酸性气中的氨全部转化为氮气和水。尾气处理部分采用SSR还原吸收工艺,加氢反应器入口温度采用尾气焚烧炉烟气取热,尾气急冷塔和尾气吸收塔为重叠布置合二为一,依靠外界补充氢气作为氢源。设计操作弹性范围30%~110%,硫回收率99.8%,尾气净化度达到小于100mg/Nm3。
2 SSR尾气处理工艺原理及流程1-3
自装置制硫部分来的Claus尾气与焚烧炉尾部高温烟气换热升温至290℃,与外界补充氢气混合后进入尾气加氢反应器,在钴钼催化剂的作用下发生加氢水解反应,将SO2、Sn、CS2、COS等还原为H2S,主要反应如下:
SO2+3H2→H2S+2H2O
S8+8H2→8H2S
COS+H2O →H2S+CO2
CS2+2H2O →2H2S+CO2
加氢尾气经蒸汽发生器回收热量后进入急冷塔,与塔内急冷水逆流接触降温。塔底急冷水冷却后返回塔顶循环使用,尾气中冷凝下来多余的急冷水被送至酸性水汽提单元处理。降温后的尾气自塔顶进入吸收塔,用溶剂再生单元送来的甲基二乙醇胺(MDEA)吸收尾气中的H2S,在吸收塔内发生H2S的吸收反应,醇胺吸收H2S和CO2的主要反应式如下:
与H2S反应:(R3NH)2S+H2S→ (R3NH)2S
(R3NH)2S + H2S →2R3NHHS
与CO2反应:2R3N +CO2+H2O→(R3NH)2CO3
(R3NH)2CO3+CO2+H2O →2R3NHHCO3
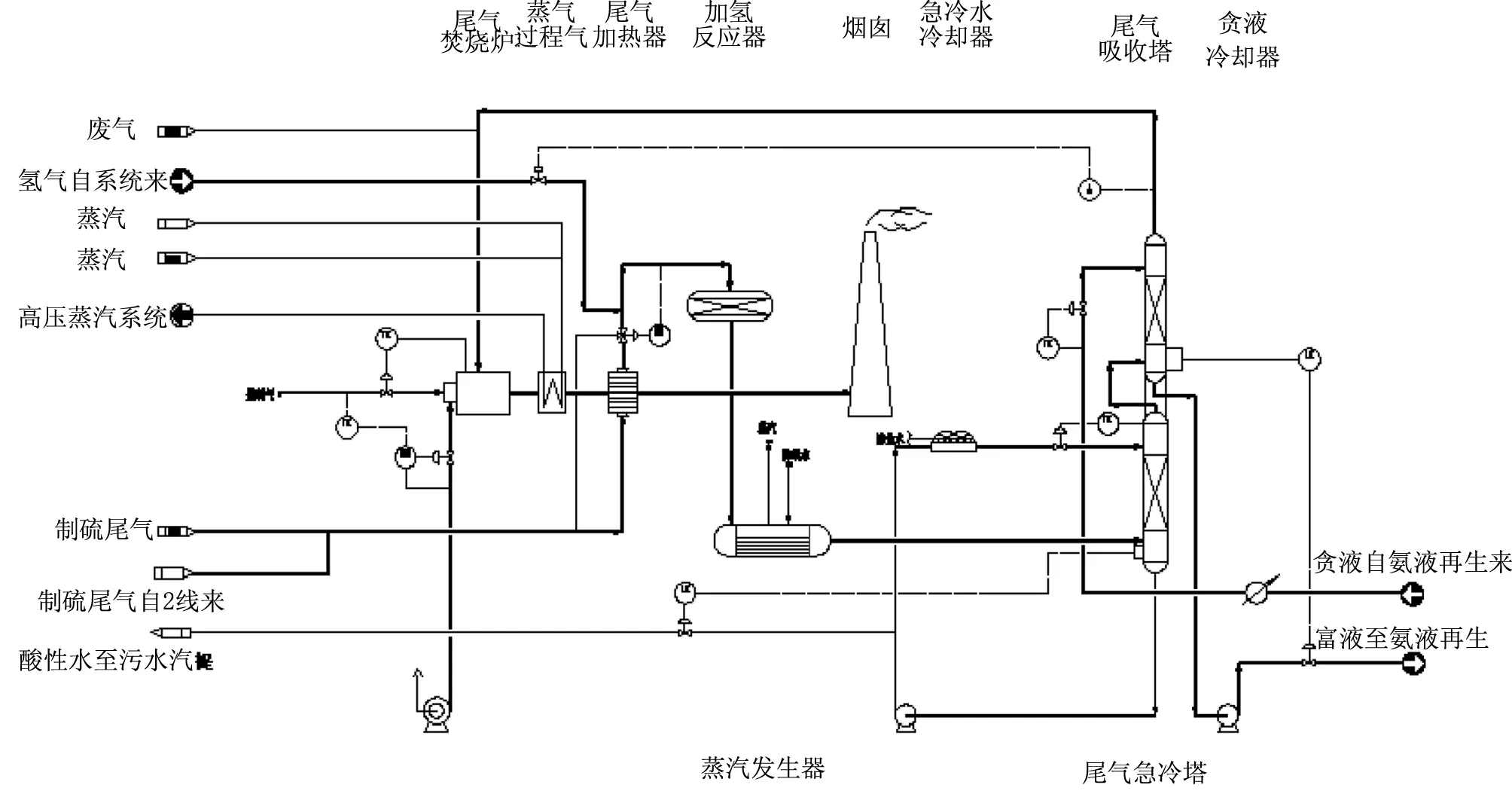
在吸收塔内H2S被MDEA吸收固定下来,吸收了H2S的胺液送到溶剂再生单元进行再生。塔顶出来的净化尾气送入尾气焚烧炉将残余的H2S灼烧为SO2,产生的高温烟气经废热锅炉和尾气加热器回收余热后进入烟囱高空排放。工艺流程见图1。
3 急冷塔结构和作用
加氢尾气温度可达310~330℃,为了满足胺液吸收条件,必须对尾气进行预处理。急冷塔是对加氢尾气进行冷却、水洗的主要场所,其作用是降低加氢尾气温度,使其达到理想的吸收温度,同时通过急冷水循环洗涤脱除加氢尾气中携带的水分和杂质,保护后面的胺液吸收系统,避免发生胺液跑损和溶剂发泡。
急冷塔内填充鲍尔环填料,急冷水通过塔顶液体分布器进入塔内,与加氢尾气在填料表面逆流接触换热,使尾气冷却到40℃左右进入吸收塔,达到理想的溶剂吸收温度。
4 急冷塔堵塔原因分析
急冷塔采用填料塔结构,气、液相接触效果好,但控制不好容易发生堵塞。在尾气处理单元生产过程中,通过分析和总结发现,引起急冷塔堵塞的主要原因有Claus尾气加氢还原反应不完全导致二氧化硫穿透、加氢还原尾气携带催化剂粉末、设备腐蚀产生铁锈和其它杂质以及急冷水过滤效果差等几方面。实际生产中大多是以上几种因素共同作用造成的,但多数为硫膏粉末与硫铵浆液组成的乳白色粘稠物,当急冷水发黑说明催化剂有问题带触媒粉较多或携带碳钢管线锈蚀生成的铁粉。
4.1 加氢反应器二氧化硫穿透的原因
(1)制硫炉气风比不当
根据克劳斯反应原理可知,为了保证克劳斯反应的平衡转化率最高,应尽可能满足过程气中H2S/SO2=2∶1这一条件,以获取最高转化率,降低尾气处理负荷。因此,H2S/SO2的比例在硫磺回收生产操作中有着至关重要的意义, H2S/SO2的比例与转化率之间的对应关系见图2。
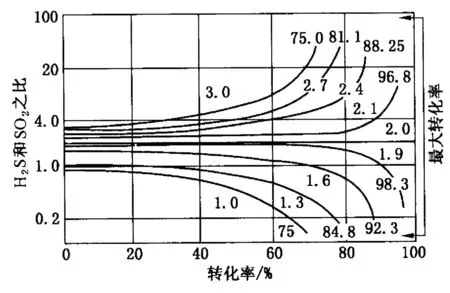
如果硫磺回收装置运行状态良好,酸性气流量平稳,H2S含量稳定,配风合适,那么Claus尾气中SO2含量基本应在0.2%~0.6%之间,加氢反应器的温升一般在15~20℃。当气风比过大时,补集器出口H2S/SO2比值下降,Claus尾气中SO2浓度就会升高,尾气中过剩的SO2将无法得到还原而穿过催化剂床层,在加氢反应器出口和急冷塔内会有部分SO2与H2S进行反应生成单质硫,随着加氢尾气进入急冷塔后温度骤降形成固体硫雾,附着在填料表面,阻碍了尾气流通的通道,导致装置系统压力升高,堵塔严重时会造成硫磺回收装置降量或停工。表1为克劳斯部分操作对比数据。

表1 克劳斯部分操作对比数据
实际生产中H2S/SO2的比例是通过调节气风比来实现的,适当的气风比是提高转化率的关键因素,所以加氢反应器入口Claus尾气中的SO2浓度也是由酸性气制硫炉的气风比来决定的。装置过程气H2S/SO2比值在线分析仪故障,因而无法实现制硫炉气风比的精确自动控制,原设计虽然根据酸性气流量采用比值控制自动调节制硫炉配风量,但 由于DCS调节回路PID参数整定效果不理想、仪表故障率高、调节阀动作卡涩迟滞等原因,配风量比值自动调节控制一直无法正常投用,因而处于根据经验手动调节制硫炉配风的粗放操作状态,难以适应实际生产中复杂工况,导致加氢反应器发生硫穿透和急冷塔堵塞现象。
(2) 加氢尾气配氢量不足
加氢反应器入口的配氢量直接影响到尾气加氢反应的深度。只有当氢气量充足时,才能保证尾气中的单质S和SO2全部还原生成H2S。当氢气的压力、流量波动导致配氢量不足时,反应尾气中会有未被完全还原的S和SO2存在,这部分气体进入急冷塔后,会形成水溶性的聚硫化物和连多硫酸盐,大量的SO2将使溶液呈酸性,并且形成单质硫。急冷水将阻止SO2穿透急冷塔到吸收塔,硫长期积累将造成急冷塔填料、管线堵塞。表2列出尾气加氢部分对比数据。

表2 加氢反应操作对比数据
正常工况下,为保证加氢还原反应完全,必须控制急冷塔顶出口氢含量在2%~6%之间。装置原设计氢在线分析仪仪表伴热安装位置不合理,检测不到数据,加之反应状态时刻变化,操作中根据经验参考化验数据和床层温升等参数调节配氢量,调节滞后,难以保证准确加氢。氢气管网压力为2.5MPa,由于硫磺尾气系统操作压力较低,在氢气调节阀前安装有氢气减压阀。装置生产中因减压阀失灵造成氢气流量难以控制,需要现场手动维持操作。因此,在装置运行工况发生较大变化时,时常发生配氢量不足的情况,造成急冷塔填料积硫堵塞。
4.2 硫捕集器效果差
二级Claus反应后的过程气经硫冷器冷凝进入捕集器,其中的雾状硫磺通过丝网捕集聚集成大液滴得以分离,经捕集硫雾的Claus尾气进入尾气分液罐再次捕集液硫后进入尾气处理系统。如果捕集分离效果差,就会造成尾气中硫磺夹带量增大,也容易造成加氢反应不完全发生硫穿透,导致急冷塔堵塞。
尾气捕集效果与三级冷凝器出口温度、捕集器的结构形式、气体的空速等因素有关。当硫冷凝器出口温度较高时,气态硫磺不能完全冷凝,硫蒸汽损失将加大,捕集效果降低,硫回收率下降。为确保不产生堵塞,末级冷凝器出口温度一般控制在135~145℃。因为装置硫冷凝器采用组合形式,受设备结构限制三级硫冷凝器的液位和压力无法独立调节,正常操作中三级冷凝器出口温度在160℃左右,所以无法通过进一步降低其出口温度来提高尾气捕集效果。
通常在装置运行后期,由于腐蚀等原因会造成硫冷器管束腐蚀穿孔、捕集器金属丝网局部破损或脱落,导致捕集效果降低;当装置负荷明显升高时也会使空速增大,影响尾气捕集效果,造成尾气硫磺夹带量增加。
由于本装置处理含氨酸性气,当制硫炉温度波动较大无法满足烧氨条件以及酸性气带烃、带油等杂质含量较多时会导致液硫管线结盐、杂质沉积,而三级捕集器和尾气分液罐出口的液硫管线因硫磺量很少,流速较慢,更容易发生堵塞而积硫。捕集器积硫以后Claus尾气中硫磺夹带量将会显著增加,捕集效果下降,急冷塔发生堵塞。
4.3 加氢还原尾气携带杂质
当反应器床层底部支撑网格栅安装不当或催化剂粉化时,往往会造成催化剂的泄漏和跑损,急冷塔填料内因大量堆积催化剂粉末发生堵塞,从而造成塔填料层压力降异常,急冷水水质混浊并发现催化剂粉末是一个明显特征。
2013年全厂大检修,检查后发现加氢反应器床层底部支撑横梁因应力变化发生S形扭曲,导致格栅局部脱落,造成催化剂跑损。
反应器床层发生坍塌,诱发原因是床层热膨胀使格栅发生位移,最终导致某块格栅翻转,催化剂床层塌落。之所以会发生格栅翻落现象,其根本原因还是床层格栅设计不合理,格栅与格栅之间没有相对固定,这样当床层升温时,所有格栅的膨胀位移量集中在其中一块格栅上,最终将此格栅挤落支撑梁,导致床层塌陷。
4.4 尾气设备腐蚀严重
如果穿过加氢反应器床层的SO2较多,溶于水生成亚硫酸,会造成急冷水彭pH值快速下降,对急冷塔系统设备腐蚀加剧,碳钢腐蚀产生的铁粉锈渣会随着急冷水循环带入塔内填料层并不断累积。加氢尾气中没有完全反应的SO2与为中和急冷水pH值而补充的氨会生成亚硫酸铵,也会导致填料层压力升高。上述腐蚀机理化学反应式如下:
H2S+ Fe→ FeS+H2
H2O+SO2→ H2SO3
H2SO3+Fe→ FeSO3+H2
由于急冷水pH值分析仪故障,无法实现急冷水水质实时在线监测,操作人员现场检测往往存在很大滞后性,一旦工况变化,很短时间内就会导致急冷水水质迅速恶化,对设备产生严重腐蚀。
4.5 急冷水过滤效果差
急冷水在塔内循环时,尾气中携带的催化剂粉尘等杂质会通过洗涤及时脱除,腐蚀产物的累积也会造成急冷水水质逐渐恶化,杂质颗粒不断增多,如果不能及时过滤脱除携带的杂质,也会沉积在急冷塔填料层导致压降逐渐升高。
5 急冷塔堵塞控制措施
结合尾气处理单元运行中存在的问题,部门通过分析原因,及时制定措施,经过不断摸索和改进,装置运行状况逐渐好转。通过对硫磺装置实施综合配套技术改造,优化尾气处理操作条件,最终实现装置长周期稳定运行,满足了尾气达标排放要求。
5.1 优化Claus反应操作条件
2013年技术改造引进专业公司对全厂DCS仪表PID参数进行整定,提高装置自控率,对AMETEK880NSL型比值分析仪进行综合调校,同时将制硫炉配风由单回路控制改为主副风双回路控制。根据酸性气流量由主风控制进行比例调节,根据过程气中H2S/SO2比值控制副风流量进行细调微调,控制制硫炉适当的气风比。正常生产中将过程气比值控制在1.8~2.2范围内,保证Claus单元最优转换率,尽量降低尾气加氢单元负荷,防止SO2穿透急冷塔造成积硫堵塞。
5.2 降低Claus尾气硫磺夹带量
尾气分液罐夹套原来采用硫冷凝器自产0.4MPa蒸汽伴热,由于三级冷凝器出口温度较高难以控制,经过摸索逐渐降低尾气分液罐夹套蒸汽伴热温度。通过安装自力式减压阀使夹套蒸汽压力降低到0.25~0.3MPa,夹套温度从155℃降低到135~145℃,提高了尾气捕集效果。
同时,为避免杂质沉积堵塞液硫线造成尾气分液罐积硫,在搞好平稳操作基础上,加强定期排污检查,保持液硫管线畅通,避免尾气夹带液硫。
5.3 精确控制尾气加氢
通过改造完善仪表保温伴热保证了氢气在线分析仪稳定运行,控制净化尾气氢浓度在2%~6%范围,为及时调节配氢量提供了准确依据。同时选用自力式氢气减压阀,运行稳定可靠,故障率低,氢气流量在较大范围控制平稳,为装置长周期稳定运行创造了有利条件。
5.4 保证反应器检修质量
对于此类催化剂的支撑网安装不当、催化剂粉化造成的急冷塔堵塞压力异常,视情况需停工对反应器格栅检修加固或对催化剂过筛处理。检修过程中应该严格施工质量验收,确保催化剂的支撑网格栅安装牢固,底部支撑横梁材质要耐腐蚀,支撑面宽度符合要求,不锈钢丝网的裁剪、安装要完全合适,避免催化剂从缝隙中漏入急冷塔系统。同时反应器升温过程要注意控制平稳,升温速度不可过急,操作中要防止催化剂床层超温和进水,以免影响催化剂强度造成催化剂粉化和设备热应力过大使支撑网栅板脱落。
5.5 控制急冷水对设备的腐蚀
控制设备腐蚀,一是要控制好酸性气制硫炉的气风比,保持过程气中H2S/SO2=2∶1,降低Claus尾气SO2浓度。尤其是要防止制硫炉配风量过大和尾气加氢量不足时,生成过量SO2穿透加氢反应器床层造成急冷水酸腐蚀。
二是加强对急冷水水质定期检查,在调校急冷水pH值分析仪的基础上,对急冷水PH值做到实时监控,如果急冷水pH值快速下降,及时在急冷水中注氨,以控制其pH值在7~9范围内。
三是在装置改造后,将急冷水管线由原来的碳钢材质更换为更耐腐蚀的不锈钢材质,同时做好设备腐蚀的定期检测。
5.6 加强急冷水过滤效果
装置改造后,在急冷塔循环急冷水管线上增加全自动反冲洗过滤器对循环急冷水进行冲洗过滤,一开一备,采用自动压差反冲洗和人工定时切换,并且对急冷塔定期换水,过滤效果提高,急冷水水质显著改善。
6 结论
海南炼化8万t/a硫磺回收装置针对尾气处理单元运行中存在的问题,通过持续技术改造,完善控制仪表和优化生产操作,硫磺尾气处理单元实现稳定长周期运行,为适应日益严格的环保要求,确保尾气的达标排放提供了重要保障。
结合实际经验,可以总结出以下几点:
(1)确保酸性气制硫炉配风控制方案先进可靠,保证克劳斯反应处于最佳平衡转化率,提高硫磺捕集效果,是确保尾气处理单元稳定运行的前提条件。
(2)配套完善必要的在线仪表,提高装置的技术含量,是对尾气处理设施高效平稳运行重要的保证。
(3)加强急冷水水质监测,强化过滤、注氨、置换等技术手段和管理措施,减缓设备腐蚀,也是保证尾气处理设施长周期运行的必要措施。
(4)加氢反应器的平稳操作和设备检修安装质量对于避免催化剂粉化跑损,防止催化剂床层偏流,对实现设备长周期运行具有不可忽视的作用。